一种轴承盖高自动检测系统的制作方法
本技术涉及轴承加工,具体涉及一种轴承盖高自动检测系统。
背景技术:
1、对于装有防尘盖的轴承,存在防尘盖高出轴承厚度的情况,因此需要对装有防尘盖的轴承进行检测,将高度大于轴承厚度的筛选出来。目前检测主要采用人工方式,通过高度尺检测防尘盖是否高出轴承的厚度,检测效率差,并且容易发生误检。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种轴承盖高自动检测系统,用于解决现有技术中人工通过高度尺检测防尘盖高效率低的问题。
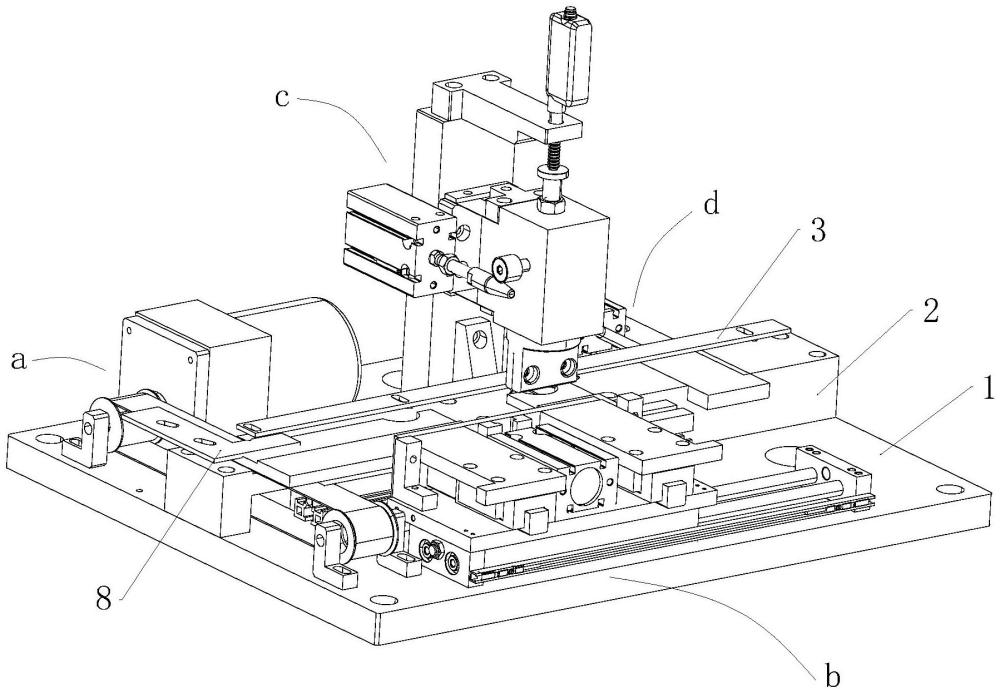
2、为实现上述目的及其他相关目的,本实用新型提供一种轴承盖高自动检测系统,包括工作台,所述工作台上设置有检测线,所述系统设置在工作台上且围绕检测线分布;
3、所述系统包括:
4、上料系统,所述上料系统位于检测线的输入端,用于轴承上料;
5、移料系统,所述移料系统位于检测线的一侧,用于轴承移料;
6、检测系统,所述检测系统位于检测线的另一侧,通过移料系统将待测轴承移料至检测系统中进行轴承盖高检测;
7、推料系统,所述推料系统与检测系统同侧且靠近检测线的输出端,通过移料系统将检测后的轴承移料至检测线的输出端,并由推料系统将不合格轴承推出。
8、于本实用新型的一实施例中,所述上料系统包括:
9、上料电机;
10、安装在上料电机输出端的主动转轮;
11、配合主动转轮应用的从动转轮;
12、同时套接主动转轮和从动转轮的传送带,所述传送带与检测线的输入端交叉衔接,待测轴承通过传送带向检测线传送上料。
13、于本实用新型的一实施例中,所述移料系统包括:
14、移料线轨,所述移料线轨相对检测线平行;
15、移料电机,所述移料电机设置在移料线轨上;
16、第一推料气缸,所述第一推料气缸设置在移料电机上端且推进方向垂直于检测线;所述第一推料气缸的输出端设置有料叉,用于对检测线上的轴承进行叉料,进而通过移料电机带动移料。
17、于本实用新型的一实施例中,所述检测系统包括:
18、垂直于工作台上端的支撑架;
19、设置在支撑架上端的第一安装座,以及,
20、设置在支撑架侧端的第二安装座;
21、通过所述第一安装座安装有测量仪,通过所述第二安装座安装有检测座,所述检测座与第二安装座之间设置有簧片;所述测量仪的下端设置有可被压缩的波纹端,波纹端穿过第一安装座连接在检测座上;
22、所述检测座的下端设置有定位块,用于穿接被测轴承内圈以定位被测轴承的放置位置;检测座以自身的重力压在被测轴承上通过高度变化同步反应被测轴承的厚度,进而通过测量仪获取被测轴承的厚度数据并判断被测轴承的厚度是否合格。
23、于本实用新型的一实施例中,所述检测系统还包括用于抬起检测座的升降机构,所述升降机构包括:
24、安装在所述支撑架侧端上的升降气缸,所述升降气缸的输出端设置有锥形推销;
25、安装在所述检测座上的圆柱轮,所述推销抵触圆柱轮的下端;通过升降气缸推动推销活动随推销的锥度变化顶起圆柱轮进而实现检测座的上下活动。
26、于本实用新型的一实施例中,所述推料系统包括:
27、第二推料气缸,所述第二推料气缸的推料方向垂直于检测线;
28、所述第二推料气缸的输出端设置有推料板,用于将检测不合格的轴承推出。
29、于本实用新型的一实施例中,所述上料系统的送料方向与检测线的方向相垂直,且上料系统与检测线的衔接处设置有l型板,用于送料衔接处转向。
30、于本实用新型的一实施例中,所述检测线远离移料系统的侧边缘上设置有档条。
31、于本实用新型的一实施例中,所述第一推料气缸的输出端设置有推板,推板上设置有铝型材,料叉安装在铝型材上端。
32、于本实用新型的一实施例中,所述料叉上至少设置有两个叉料口,两个所述叉料口分别位于料叉的两端。
33、如上所述,本实用新型的轴承盖高自动检测系统,具有以下有益效果:
34、通过设置集上料、移料、检测、推料功能于一体的自动检测系统,整体设计布局合理,结构紧凑,轴承加工过程中,上料系统用于轴承上料,并通过移料系统在检测线上移料,能够保证轴承在检测线上传输的连续性;检测系统用于检测出装有防尘盖的轴承盖高,并通过推料系统推出不合格轴承,实现轴承检测过程的自动化,进而提高轴承加工效率。
技术特征:
1.一种轴承盖高自动检测系统,包括工作台,所述工作台上设置有检测线,所述系统设置在工作台上且围绕检测线分布;
2.根据权利要求1所述的轴承盖高自动检测系统,其特征在于,所述上料系统包括:
3.根据权利要求1所述的轴承盖高自动检测系统,其特征在于,所述移料系统包括:
4.根据权利要求1所述的轴承盖高自动检测系统,其特征在于,所述检测系统包括:
5.根据权利要求4所述的轴承盖高自动检测系统,其特征在于,所述检测系统还包括用于抬起检测座的升降机构,所述升降机构包括:
6.根据权利要求1所述的轴承盖高自动检测系统,其特征在于,所述推料系统包括:
7.根据权利要求2所述的轴承盖高自动检测系统,其特征在于:所述上料系统的送料方向与检测线的方向相垂直,且上料系统与检测线的衔接处设置有l型板,用于送料衔接处转向。
8.根据权利要求3所述的轴承盖高自动检测系统,其特征在于:所述检测线远离移料系统的侧边缘上设置有档条。
9.根据权利要求3所述的轴承盖高自动检测系统,其特征在于:所述第一推料气缸的输出端设置有推板,推板上设置有铝型材,料叉安装在铝型材上端。
10.根据权利要求9所述的轴承盖高自动检测系统,其特征在于:所述料叉上至少设置有两个叉料口,两个所述叉料口分别位于料叉的两端。
技术总结
本技术涉及轴承加工技术领域,具体提供了一种轴承盖高自动检测系统,包括工作台,所述工作台上设置有检测线,所述系统设置在工作台上且围绕检测线分布;所述系统包括上料系统、移料系统、检测系统、推料系统,所述上料系统位于检测线的输入端,所述移料系统位于检测线的一侧、检测系统位于检测线的另一侧,所述推料系统与检测系统同侧且靠近检测线的输出端;通过设置集上料、移料、检测、推料功能于一体的自动检测系统,整体设计布局合理,结构紧凑,轴承加工过程中,通过移料系统能够保证轴承在检测线上传输的连续性;检测系统用于检测轴承盖高,并通过推料系统推出不合格轴承,实现轴承检测过程的自动化,进而提高轴承加工效率。
技术研发人员:蔡珏,宋奇
受保护的技术使用者:无锡市亿涛自动化设备有限公司
技术研发日:20230804
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!