一种轧胚机磁选装置的制作方法
本发明涉及液压破碎机等油料轧胚机械设备磁选,特别是一种轧胚机磁选装置。
背景技术:
1、众所周知,轧胚机的磁选装置是通过磁力对物料中的铁屑等磁性杂质进行清理的装置,这种装置主要是对轧胚机中轧胚辊进行保护,防止因为铁屑等磁性杂质进入到两个相对运动的轧胚辊之间导致轧胚辊出现坑点等缺陷,出现这样的缺陷后会导致压胚片变厚,从而导致浸泡残油大而影响生产成本,因此,磁选装置是轧胚机上重点关注的部分,同时,也是厂家每次重点巡检和定时清理的装置,一般现在市场上的轧胚机的磁选装置都采用手动翻转磁选装置,首先,要把磁选装置上的磁铁翻转到设备外部,然后再用手工去清理磁性杂质,由于用手去清理时因为磁选装置的磁力较强,很难把磁性杂质清理下来,并且在清理过程中还会存在磁性杂质弄伤手的情况;其次,是每次清理时都需要先把手放入设备内去把磁选装置进行翻转过来,这样把手伸入到设备内腔就会存在安全隐患。总之,针对现有技术存在的问题就需要研究开发可以自动清理的一种轧胚机磁选装置。
技术实现思路
1、本发明的目的是:针对现有技术普遍存在的问题进行改进,克服现有技术的不足和缺陷,提供一种可以自动清理轧胚机的物料内的铁屑等磁性杂质,具体是提供可以在磁选与杂质之间放置一个无磁隔栅进行隔离,当需要去除物料内的铁屑等磁性杂质时只需要拉开磁选和杂质之间的距离即可达到自动清理,并且,清理方便,结构合理,安全稳定,效率高,成本低的一种轧胚机磁选装置。
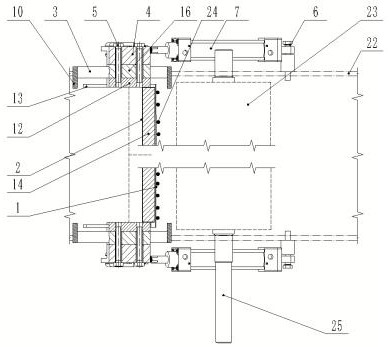
2、本发明解决其技术问题所采用的技术方案是:一种轧胚机磁选装置,其特征在于:包括磁选机构,磁选固定连接机构,动力传动机构部分,磁选机构设置在轧胚机喂料辊23侧面,磁选固定连接机构对称设置在磁选机构两端,动力传动机构设置在磁选固定连接机构外侧,其中:所说的磁选机构部分包括无磁隔栅构件1,无磁隔栅构件1两端对称设置的无磁隔栅构件连接耳13,无磁隔栅构件连接耳13上中间设置的无磁隔栅构件连接耳滑道槽21,磁铁盒2,在磁铁盒2内和无磁隔栅构件1间设置的永磁铁14,以及在磁铁盒2两端对称设置的磁铁盒固定滑块12和磁铁盒固定滑块12上设置的磁铁盒固定滑块的螺纹孔20,并且,磁铁盒2和磁铁盒固定滑块12采用固定连接或者焊接板11进行焊接,无磁隔栅构件1和无磁隔栅构件连接耳13采用固定连接或者焊接,如图1-10所示。
3、所说的磁选固定连接机构部分包括在磁选机构的无磁隔栅构件1和磁铁盒2两端上、下对称设置的磁选滑道体3,磁选滑道体3上中间和上面分别设置的磁选滑道体轨道9和磁选滑道开槽口15,磁选滑道体挡片10,磁选滑块16,磁选滑块16上设置的磁选滑块滑道17以及磁选滑块连接孔19,其中,磁选滑道开槽口15为凸起的磁选滑道开槽口15,磁选滑块滑道17为凹的磁选滑块滑道17,并且二者配合滑动,无磁隔栅构件1和磁铁盒2两端上、下对称设置的磁选滑道体3通过连接螺栓5进行连接,磁选滑道体3上设置的磁选滑道体轨道9与动力传动机构部分的磁选气缸推杆4通过连接螺栓5进行连接,如图1-10所示。
4、所说的动力传动机构部分由磁选气缸推杆4,气缸7,气缸支撑座6,气缸连接体8,连接螺栓5组成,其中,气缸连接体8设计为“u”型气缸连接体8并与气缸7连接,磁选气缸推杆4设计为倒 “l”,磁选气缸推杆4上面部分置入磁选固定连接机构的磁选滑道体3上设置的磁选滑道体轨道9内,磁选气缸推杆4上设有磁选气缸推杆连接孔18,磁选气缸推杆4通过连接螺栓5,以及磁选气缸推杆连接孔18,磁选滑块16上的磁选滑块连接孔19,磁铁盒固定滑块12上的磁铁盒固定滑块的螺纹孔20将磁选滑道体3,磁选滑块16,磁铁盒固定滑块12进行连接并安装固定在轧胚机的喂料辊23的上部壳体22上,同时气缸支撑座6安装在上部壳体22上,这样,本技术是通过磁选滑道体3和气缸支撑座6安装到上部壳体22上,如图1-10所示。
5、本技术的工作过程及原理是:首先,本技术工作过程是由气缸7推动磁选气缸推杆4,由于本技术的连接螺栓5通过磁选气缸推杆连接孔18,磁选滑块连接孔19,磁铁盒固定滑块的螺纹孔20把磁选气缸推杆4,磁选滑块16,磁铁盒固定滑块12组装成一个组件,同时,磁选滑块16上的磁选滑块滑道17与磁选滑道体3上的磁选滑道开槽口15内进行一定轨迹滑动,从而推动磁选气缸推杆4最终作用到在一定的轨道内滑动的磁铁盒固定滑块12上,而磁铁盒固定滑块12通过磁铁盒固定滑块焊接板11与磁铁盒2焊接为一体,永磁铁14会吸附在磁铁盒2内并作为一个整体,这样气缸7在气源的作用下动作时最终会带动磁铁盒2内永磁铁14;第二,是因为磁铁盒固定滑块12放在无磁隔栅构件连接耳滑道槽21内,而无磁隔栅构件连接耳滑道槽21是无磁隔栅构件连接耳13的槽口,无磁隔栅构件连接耳13又与无磁隔栅构件1为一个整体构件,所以在磁铁盒固定滑块12动作时也会在磁性杂质24与永磁铁14之间的磁性吸力的作用下无磁隔栅构件1与永磁铁14紧贴下进行移动;第三,是当移动到一定位置后无磁隔栅构件连接耳13的尾部会碰到磁选滑道挡片10而停下来,但气缸还没有到达行程会继续运动,这时因为无磁隔栅构件连接耳13被阻挡导致无磁隔栅构件1停止运动,但磁铁盒2内永磁铁14还会在磁选气缸推杆4的作用下继续运动,这时因为永磁铁14继续往后运动而无磁隔栅构件1无法运动而导致两者的距离变大,当距离变大到一定的时候永磁铁14的磁力将吸不住无磁隔栅构件1上的磁性杂质24,导致磁性杂质24因为没有磁力而落下,这时只需要一个托盘就可以把磁性杂质24收走,从而实现自动清理磁性杂质24;最后,在气缸7进行收回时先通过磁选气缸推杆4最终带动永磁铁14和磁铁盒2往回移动,移动到一定距离后永磁铁14会顶碰到无磁隔栅构件1,这样无磁隔栅构件1也会和永磁铁14和磁铁盒2往回移动,当气缸7到位后左右零件也会回归到原始位置,如图3-7所示。本技术具体的各个机构以及磁性杂质24与永磁铁14运行阶段如下:由于本技术是通过磁选滑道体3和气缸支撑座6安装到上部壳体22上,具体是磁选气缸推杆4通过连接螺栓5,以及磁选气缸推杆连接孔18,磁选滑块16上的磁选滑块连接孔19,磁铁盒固定滑块12上的磁铁盒固定滑块的螺纹孔20将磁选滑道体3,磁选滑块16,磁铁盒固定滑块12进行连接并安装固定在轧胚机的喂料辊23的上部壳体22上,同时气缸支撑座6安装在上部壳体22上,这样,所以说本技术是通过磁选滑道体3和气缸支撑座6安装到上部壳体22上,同时由于喂料辊轴25通过带座轴承把喂料辊23安装到上部壳体22上。当物料从喂料辊23进入到设备时,物料中存在磁性杂质24会在永磁铁14的磁力作用下吸附在无磁隔栅构件1上,当吸附到一定程度后启动本技术的磁选机构部分,这样动力传动机构部分的气缸7动作下会让磁铁盒固定滑块12动作,铁盒固定滑块12动作时会带动永磁铁14动作,同时磁性杂质24与永磁铁14之间的磁性吸力的作用下无磁隔栅构件1与永磁铁14紧贴下进行移动;当移动到一定位置后无磁隔栅构件连接耳13的尾部会碰到磁选滑道挡片10而停下来;这时因为移动一定距离后导致磁性杂质24已经离开两轧辊中心喂料的位置,但气缸7还没有到达行程会继续运动;这时因为无磁隔栅构件连接耳13被阻挡导致无磁隔栅构件1停止运动但磁铁盒2内永磁铁14还会在磁选气缸推杆4的作用下继续运动;这时因为磁铁盒2和永磁铁14继续往后运动而无磁隔栅构件1无法运动而导致两者的距离变大,当距离变大到一定的时候磁铁盒2内永磁铁14的磁力将吸不住无磁隔栅构件1上的磁性杂质24,导致磁性杂质24因为没有磁力而落下,这时因为磁性杂质24已经不在两轧辊中心喂料的位置所有只需要一个托盘就可以把磁性杂质24收走,从而实现自动清理磁性杂质24;同时在气缸7进行收回时先通过磁选气缸推杆4最终带动永磁铁14和磁铁盒2往回移动,移动到一定距离后永磁铁14会顶碰到无磁隔栅构件1,这样无磁隔栅构件1也会和永磁铁14和磁铁盒2往回移动,当气缸7到位后左右零件也会回归到原始位置,如图8-10所示。
6、本技术的有益效果或者说和现有的技术相比所具有的特点是:可以自动清理轧胚机的物料内的铁屑等磁性杂质,并且清理方便,结构合理,安全稳定,效率高,成本低等特点。
- 还没有人留言评论。精彩留言会获得点赞!