一种药品检测筛选方法及装置与流程
本发明涉及物料检测筛选,具体涉及一种药品检测筛选方法及装置。
背景技术:
1、药品是用于治疗疾病或改善健康状况的特殊商品,其质量直接关系到患者的生命安全和健康。对药品缺陷进行检测可以及时发现问题,防止有缺陷的药品流入市场,确保患者使用安全有效的药品。因此,对药品缺陷进行检测是确保药品安全有效的重要手段。
2、针对胶囊,片剂,软胶囊等有固定外形的药品,在这些药品的生产过程中,由于生产工艺的制约,大多数制药厂在压制药品时,都会产生断裂、破损或表面有杂质的残次药品,严重影响药品质量,一般采用人工抽样目测或者机器视觉检测的方法分拣不合格药品,检测人员需要从大量药品中挑拣出残次品,劳动强度大、易受情绪影响,还可能出现漏检、错检的情况。
3、现有技术的机器视觉检测一般只能检测药品的一面,如需要双面检测,则需要通过设计较复杂的机械结构对药品进行翻转、增加检测工位等,再对药品的另一面检测。申请号为cn 202010265790.1的中国实用新型专利申请公开了一种安装在全自动检测机构上的缺陷药片剔除装置,其先通过输送皮带、第一检测机构、第一剔除装置对药片的一面进行检测与筛选,再通过输送皮带、翻转皮带和翻转轮对药品翻面,进而对药片的另一面进行检测,该装置虽然可以实现剔除不合格药片的功能,但其仍存在以下不足:第一,该装置需要对药品的正、反两面均进行一次检测与筛选操作,检测周期较长,并且效率相对较低;第二,在输送过程中,传送带的震动或不平整可能会导致药品在检测过程中不稳定,导致药品堆叠、遮挡等现象,从而影响检测结果的准确性,易造成漏检,无法满足工业生产的需求。
技术实现思路
1、本发明的目的在于,针对上述现有技术的不足,提供一种药品检测筛选方法及装置,实现药品多角度检测,剔除不合格药品,满足工业生产需求。
2、为解决上述技术问题,本发明所采用的技术方案是:
3、一种药品检测筛选方法,包括以下步骤:
4、步骤1:将待检测药品送入供料系统,供料系统将所述药品逐个送入翻转系统;其中,所述翻转系统包括上检测辊、以及与上检测辊相配合的下检测辊;
5、步骤2:所述上检测辊通过负压将药品逐个吸附在所述上检测辊上,所述上检测辊朝第一方向旋转,所述药品经由安装在所述上检测辊周围的第一检测系统,采集所述药品的正面特征,并分析判断所述药品的合格状态;
6、步骤3:当所述药品位于上、下检测辊的接触点±8°范围内时,破坏所述上检测辊的真空状态,将所述药品由所述上检测辊过渡到所述下检测辊;
7、步骤4:所述下检测辊通过负压将药品逐个吸附在所述下检测辊上,所述下检测辊朝第二方向旋转,同时第二检测系统采集所述药品的反面、侧面、端面特征,并分析判断所述药品的合格状态;所述第二方向为与第一方向相反的方向;
8、步骤5:所有药品有序进入筛选系统中,所述筛选系统根据所述检测系统的检测结果,通过筛选装置破坏药品位置处的真空,分类收集合格药品与不合格药品。
9、进一步,步骤2、步骤4中,所述第一检测系统、第二检测系统的分析判断过程具体包括:
10、s1、根据所述药品的外观尺寸和色彩信息,对药品进行定位,识别图像中的药品区域,获取所述药品表面的外观图像;
11、s2、对所述外观图像进行预处理,将预处理后的图像输入骨干网络,提取所述药品的特征参数;其中,所述预处理包括数据增强;所述特征参数包括长度范围、宽度范围、颜色色相范围、颜色饱和度范围、面积范围及匹配度;
12、s3、将所述特征参数输入颈部网络,进行特征融合处理,得到大、中、小三种尺寸的特征信息;
13、s4、将所述特征信息输入头部网络,输出特征图,并根据药品的缺陷范围设置参数,在所述特征图上生成缺陷概率分布,得到表面的缺陷检测结果;其中,所述缺陷包括色彩不同混料、尺寸不同混料、外形不同混料、非黑色片剂异常黑点、非白色片剂异常白点、边沿磕损、片剂色彩异常污渍;所述参数包括长度匹配度、宽度匹配度、颜色匹配度、面积匹配度、缺陷最小分数;
14、s5、将所述缺陷检测结果输入筛选系统。
15、进一步,步骤2中,所述上检测辊通过负压将药品逐个吸附在间隔设置在所述上检测辊表面的凹坑内;
16、步骤4中,所述下检测辊通过负压将药品逐个吸附在间隔设置在所述下检测辊表面的的微型凹坑上,并外露除吸附面以外的所有表面。
17、进一步,步骤3中,所述上检测辊内负压小于所述下检测辊内负压,当所述药品位于上、下检测辊的接触点时,破坏所述上检测辊的真空状态,将所述药品由所述上检测辊完美过渡到所述下检测辊。
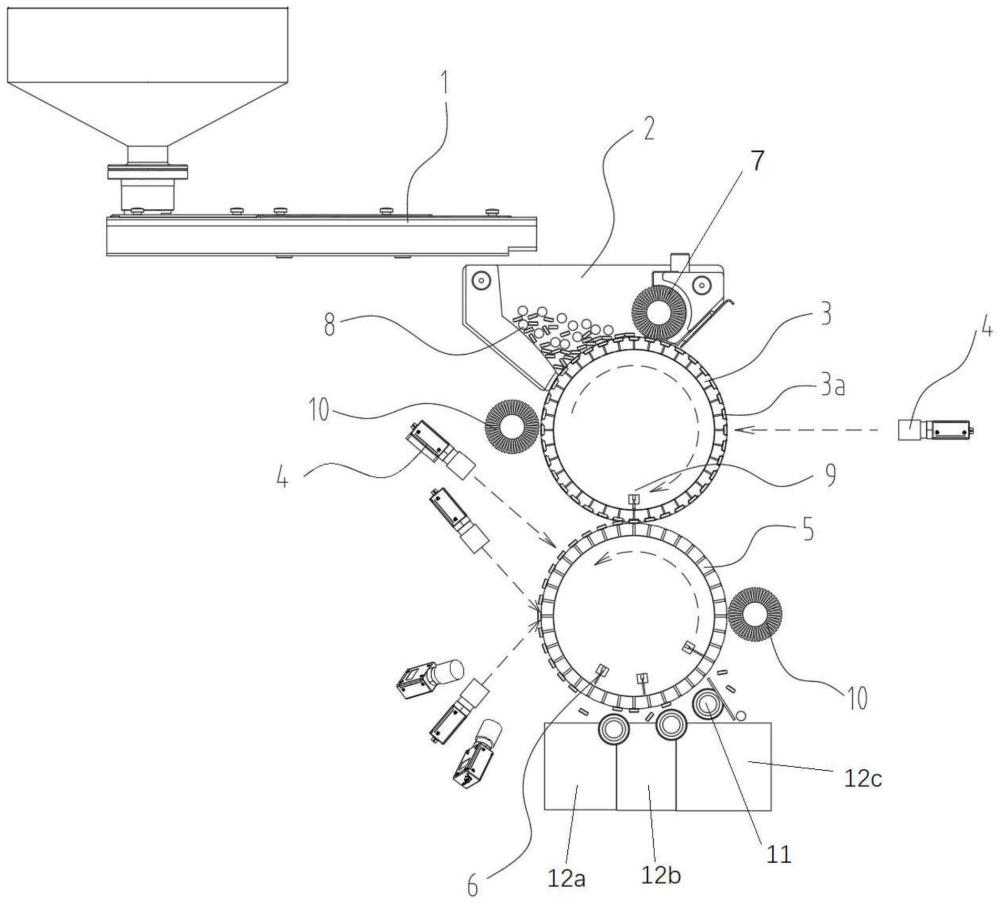
18、本发明还提供了一种药品检测筛选装置,用以实现上述所述的检测筛选方法,包括供料系统、翻转系统、检测系统、筛选系统;
19、所述供料系统,用于将药品送入所述翻转系统;
20、所述翻转系统包括上检测辊、以及与所述上检测辊相配合的下检测辊,所述上检测辊的表面间隔设有若干与药品形状相匹配的凹坑,所述下检测辊的表面间隔设有与药品形状相匹配的微型凹坑,所述微型凹坑与所述凹坑相对应;所述上检测辊、所述下检测辊内均设有用于吸附所述药品的负压系统;所述上检测辊与所述下检测辊的接触点设置真空破坏装置,所述真空破坏装置设置在所述上检测辊内;所述上检测辊与所述下检测辊转向相反;
21、所述检测系统包括设置在所述上检测辊周围的第一检测系统、设置在所述下检测辊周围的第二检测系统,所述第一检测系统用以检测药品的正面特征,并分析判断所述药品的合格状态;所述第二检测系统用于检测药品的背面或左右两侧面或前后两端面的特征,并分析判断所述药品的合格状态;
22、所述筛选系统包括至少两组设置在所述下检测辊内的筛选装置、以及至少两组与所述筛选装置相配合的收纳箱,所述筛选装置间隔设置在所述下检测辊的下料位置处。
23、进一步,所述供料系统包括自动送料系统、临时储料仓,所述自动送料系统的末端下方设有所述临时储料仓,所述上检测辊上设有所述临时储料仓、以及与所述凹坑相配合的理料毛刷,所述理料毛刷位于所述临时储料仓内。
24、进一步,所述临时储料仓的顶部设有除尘口。
25、进一步,所述收纳箱包括用以收集不合格药品的第一收纳箱或用以收集合格药品的第二收纳箱或用以收集未检测药品的第三收纳箱。
26、进一步,所述检测系统安装在导向轨上,所述检测系统可在导向轨上移动。
27、进一步,还包括防护门,所述供料系统、所述翻转系统、所述检测系统、所述筛选系统均设置在所述防护门内。
28、与现有技术相比,本发明所具有的有益效果为:
29、(1)本发明结构简单,通过将散乱的药品导入上、下检测辊,使药品有序输送,避免造成药品混乱堆积或丢失,并通过两个旋转检测辊的组合,理论上可以布置任意数量的检测系统,确保了检测质量。
30、(2)本发明设置真空破坏装置,不仅仅可以使得待检测药品从上检测辊完美过渡至下检测辊上,而且可以使得待检测药品完成翻面,使得下检测辊周边的检测系统可以拍摄变换角度后的待检测药品照片,进一步提高的检测准确性和精度,避免拍照盲区产生的漏检或错检。
31、(3)本发明可在检测系统对药片检测后,利用安装在下检测辊内的筛选装置对不合格的药片进行分类筛选,提高筛选的准确性,保证系统的正常使用,代替人工挑选,极大地提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!