一种物流包裹分离耦合及全自动上包方法及装置与流程
本发明属于物流分拣,具体涉及一种物流包裹分离耦合及全自动上包方法及装置。
背景技术:
1、目前在各大快递领域,直线交叉带分拣机前方还需要人工摆件上包,要求工作人员将包裹放置到分拣小车上;分拣小车再经过扫描区域后确定目标格口;为了保证效率,直线交叉带分拣机的运行速度在1.5m/s左右,长时间摆件会导致人员疲劳,进而出现摆件会错乱,产生错分件。同时,一台直线交叉带分拣机一般需要配备四个摆件人员,这大大提高了物流分拣成本。此外,直线分拣机人工上包方案先上包后扫描的方案,使得需要在分拣机设置一个扫描区域,导致允许布置的格口数量减少。
技术实现思路
1、本发明的目的在于提供一种物流包裹分离耦合及全自动上包方法及装置。
2、第一方面,本发明提供的一种物流包裹分离耦合及全自动上包方法,其采用自动上包系统包括依次相连的分离耦合器和精准耦合输送机构。所述的分离耦合器包括呈矩阵状排列的多个耦合单元,以及能够拍摄各耦合单元的相机。各耦合单元采用独立控制的输送带结构。所述的分离耦合器与精准耦合输送机构的连接处设置有光幕传感器。
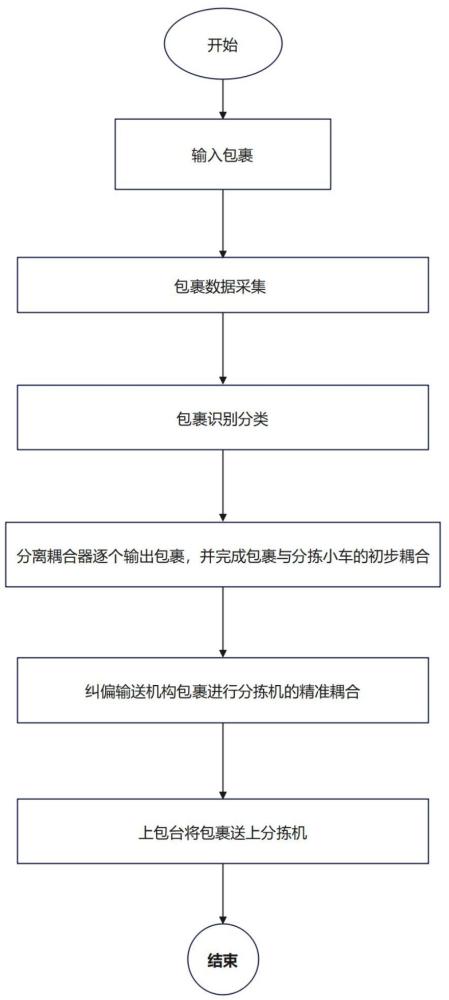
3、该物流包裹分离耦合及全自动上包方法包括以下步骤:
4、步骤一、将包裹输送至分离耦合器。
5、步骤二、包裹数据采集。相机对分离耦合器进行周期性图像采集;每次图像采集后,均提取所得图像中各包裹的轮廓和核心点位置,均重新执行步骤三和四。
6、步骤三、分离耦合器上的所有包裹划分为未处理包裹和被分离包裹。根据各包裹的位置和轮廓,逐个将未处理包裹转化为被分离包裹,使得每个被分离包裹的输送控制,均不会影响所有未处理包裹的输送速度。
7、步骤四、为被分离包裹分别选定作为目标小车的分拣小车,并分别计算被分离包裹的理论耦合速度 v c;理论耦合速度 v c满足以下条件:被分离包裹的核心点以理论耦合速度 v c输送至分离耦合器终止边界线的时长,等于对应的目标小车的中心点运行至预设的分拣机的第一目标耦合位置的时长。包裹从分离耦合器从终止边界线以预设上包速度输送至分拣机的上包位置所需时长,与分拣小车中心点从第一目标耦合位置运行至分拣机的上包位置所需时长相等或相差分拣机单节距移动时长tp的整数倍。分拣机单节距移动时长tp表示分拣小车运行一个节距的长度所需的时间。
8、根据理论耦合速度 v c调节被分离包裹的输送速度,使得分拣小车与分拣机的耦合偏差值减小。耦合偏差值为被分离包裹以预设上包速度输送至分拣机上时,被分离包裹的核心点与目标小车的输送中线的距离。分拣小车的输送中线垂直于分拣小车运行方向(即平行于分拣小车上的输送带的输送方向),且经过分拣小车的中心点。
9、步骤五、输出分离耦合器的被分离包裹,经过光幕传感器;光幕传感器根据被分离包裹不同位置进入和离开光幕传感器的时间,以及精准耦合输送机构的实时输送速度,换算出被分离包裹的核心点的实时位置;精准耦合输送机构调整被分离包裹的输送速度,减小被分离包裹与目标小车的耦合偏差值。
10、步骤六、精准耦合输送机构输出的包裹到达分拣机的上包位置,并上到一个分拣小车。
11、作为优选,所述的预设上包速度等于分拣小车运行速度。所述的分拣机的第一目标耦合位置到分拣机的上包位置的分拣小车行程,等于分离耦合器终止边界线到分拣机的上包位置的输送距离。
12、作为优选,步骤三的具体过程如下:
13、步骤3-1.根据各包裹的位置和轮廓,分别判断每个包裹的核心点坐标,以及占用的耦合单元。
14、步骤3-2.选择被分离包裹。
15、步骤3-2-1.将分离耦合器上的所有包裹划分为未处理包裹和被分离包裹。初始状态下,分离耦合器上的所有包裹均为未处理包裹。
16、步骤3-2-2.分别提取所有未处理包裹最靠近分离耦合器终止边界线的点作为未处理包裹的突出点。对候选集合中的所有包裹按照突出点到分离耦合器终止边界线的距离从小到大进行排序。设定处理序号 i的初始值为1;
17、步骤3-2-3.对第 i个未处理包裹进行判断,若第 i个未处理包裹最远离终止边界线的点到终止边界线的距离,小于其他所有未处理包裹的突出点到终止边界线的距离,则将第 i个未处理包裹作为被分离包裹,并进入步骤3-2-4;否则,进入步骤3-2-5。
18、步骤3-2-4.将 i增大1,并重新执行步骤3-2-3。
19、步骤3-2-5.将第 i个未处理包裹作为目标包裹;判断目标包裹占据的任意一个耦合单元的正前方是否存在被其他未处理包裹占据的耦合单元;若是,则将这个被其他未处理包裹占据的耦合单元对应的未处理包裹作为目标包裹,并重新进行判断。否则,将目标包裹作为最后一个被分离包裹,并进入步骤四。
20、作为优选,步骤3-1的具体过程如下:针对各包裹的轮廓分别构建最小外接矩形;取最小外接矩形的几何中心点坐标作为包裹的核心点坐标。提取每个包裹覆盖的所有耦合单元的编号;以及该包裹在每个耦合单元上覆盖占比。每个包裹均以自身覆盖占比最大的耦合单元,以及覆盖占比大于或等于40%的其他耦合单元,作为该包裹占据的耦合单元。
21、作为优选,步骤3-1中构建最小外接矩形根据图像处理的时间 t以及包裹的运行速度 v进行位置修正;修正过程为:包裹的最小外接矩形四个角的坐标分别向分离耦合器的输送方向平移 v· t距离。
22、作为优选,步骤四中,为分离包裹选定目标小车的过程如下:
23、1)将任意一个被分离包裹作为目标包裹;若目标包裹的前方不存在其他的被分离包裹;则取分拣机上未到达第一目标耦合位置的一个分拣小车作为候选小车;若目标包裹的前方存在其他的被分离包裹;则取目标包裹前方的最接近的被分离包裹对应的目标小车的后一个分拣小车作为候选小车。
24、2)计算目标包裹的理论耦合速度 v c如下:
25、 v c= s/ s× v r
26、其中, s为目标包裹的核心点到分离耦合器终止边界线的距离; s为候选小车的中心点到分拣机的第一目标耦合位置的距离; v r为分拣小车的运行速度。
27、3)若理论耦合速度 v c≤ vmax,则将候选小车作为被分离包裹的目标小车。
28、若理论耦合速度 v c> vmax,则选择候选小车的后一个分拣机小车作为新的候选小车,并重新计算理论速度 v c,直到 v c≤ vmax。
29、作为优选,步骤四中调节被分离包裹的输送速度的过程如下:
30、若 v c< v r,则被分离包裹占据的耦合单元以k1· v c的速度输送被分离包裹,k1<1; v r为分拣小车运行速度。
31、若 v c> v r,则被分离包裹占据的耦合单元以最大输送速度 vmax与k2· v r中的较小值为速度输送被分离包裹;k2>1。
32、若 v c= v r,则被分离包裹占据的耦合单元以 v r的速度时输送被分离包裹。
33、作为优选,步骤五的具体过程为:
34、步骤5-1.计算被分离包裹的核心点与精准耦合输送机构的出包点的距离 s0。
35、步骤5-2.计算出包时间 t s如下:
36、
37、其中, s1为目标小车的中心点到分拣机的第二目标耦合位置的距离;分拣机的第一目标耦合位置与第二目标耦合位置的距离,等于精准耦合输送机构的输送距离。
38、步骤5-3.计算目标速度 v s:
39、
40、步骤5-4.计算速度变换规划曲线的函数如下:
41、
42、其中, t1、 t2、 t3为依次增大的三个时间; v0为被分离包裹输入精准耦合输送机构的初始速度; v1为超越速度; a为精准耦合输送机构的沿输送方向的加速度; v为精准耦合输送机构的实时输送速度。 k'取加减速系数;若 vs≤ vr,则 k'的取值为-1;否则, k'的取值为1。
43、时间 t1、 t2、 t3和超越速度 v1通过以下方程组求取:
44、
45、步骤5-5.精准耦合输送机构控制被分离包裹按照步骤5-4提供的速度变换规划曲线沿着精准耦合输送机构的输送方向进行运动。
46、作为优选,所述的分离耦合器上设定有虚拟停止线。虚拟停止线平行于分离耦合器的起始边界线,且到起始边界线的距离 l=0.5 l s~0.8 l s;虚拟停止线将分离耦合器分为输入区间和耦合输出区间。若所有未处理包裹均处于分离耦合器的输入区间,且未接触到分离耦合器的虚拟停止线,则所有未处理包裹占据的包裹以较低的第一预设速度输送;第一预设速度的取值为0.1-0.5m/s;否则,控制所有被未处理包裹占据的耦合单元均停止运动,直到达到分离耦合器的虚拟停止线的所有包裹均已转化为被分离包裹。
47、作为优选,所述的分拣机为直线交叉带分拣机;精准耦合输送机构的输出口与分拣机的上包位置之间设置有上包输送机构。所述分拣机的分拣小车运行方向与上包输送机构的输送方向一致。精准耦合输送机构输出的包裹进入上包输送机构;包裹在上包输送机构经过扫码并确定目标格口位置。所述上包输送机构的输送速度与分拣机上的分拣小车运行速度相等。
48、作为优选,所述的精准耦合输送机构采用带式输送机;所述的精准耦合输送机构的长度小于或等于分拣机的分拣小车节距。
49、作为优选,所述分离耦合器的前方设置有前置进包设备;前置进包设备采用带式输送机。步骤一中,前置进包设备将平铺的包裹输送至分离耦合器。
50、作为优选,步骤二中,相机采集每秒25帧的视频流数据;每帧图像均进行处理,或每隔若干帧提取一个关键帧图像进行处理。
51、第二方面,本发明提供一种直线交叉带分拣机全自动上包装置,其用于执行前述的物流包裹分离耦合及全自动上包方法;该直线分拣机全自动上包装置包括依次相连的分离耦合器、精准耦合输送机构和上包输送机构;上包输送机构的输出端与直线交叉带分拣机的上包位置对接。直线交叉带分拣机的分拣小车的运行方向与上包输送机构的输送方向一致;精准耦合输送机构输出的包裹进入上包输送机构;包裹在上包输送机构经过扫码并确定目标格口位置;所述上包输送机构的输送速度与分拣机上的分拣小车运行速度相等。上包输送机构上设置有扫码装置。扫码装置用于对经过上包输送机构的包裹进行扫码,获取包裹的对应的目标格口位置。
52、本发明具有的有益效果是:
53、1、本发明通过分离耦合器将平铺输入的包裹逐个输出,并配合3d相机采集的图像,动态调节包裹的速度,使得包裹在分离耦合器上完成包裹核心点与分拣机上的目标小车中心点的初步耦合,使得分离耦合器输出包裹的节奏与分拣机的运行节奏相匹配。
54、2、本发明中的分离耦合器在获取被分离包裹的理论耦合速度 v c后,根据被分离包裹需要追赶目标小车还是等待目标小车,使用大于1或小于1的系数乘以理论耦合速度 v c来获得实际输送速度,以此来使得被分离包裹提前与目标小车完成耦合,为分离耦合器上耦合的动态修正预留时间。
55、3、本发明在分离耦合器的后方引入精准耦合输送机构;精准耦合输送机构能够通过对逐个输入的包裹的输送速度进行控制,进一步调控包裹到达分拣机的时机,减小图像识别环节的误差,减小包裹与分拣机的耦合偏差;同时,本发明中的精准耦合输送机构引入速度变换规划曲线,在不影响理论上的包裹输出时机的同时,考虑到了输送带存在加速时间的因素,以及高加速度下包裹易产生滑移的问题,进一步减小了包裹与分拣机的耦合偏差。
56、4、本发明能够将杂乱的包裹全自动地送上直线分拣机,省去了原有的人工摆件环节,降低了人工成本;同时,使用分离耦合器分拣包裹的成功率和工作效率均有较大幅度的提高。
- 还没有人留言评论。精彩留言会获得点赞!