全液氢化处理和选择性开环方法与流程
全液氢化处理和选择性开环方法
1.本技术是以下申请的分案申请:申请日2015年7月2日,申请号201580038993.4,发明名称为“全液氢化处理和选择性开环方法”。
2.技术领域
3.本公开涉及用于利用氢化处理催化剂和选择性开环催化剂的组合加氢处理全液反应器中的烃进料的全液方法。
背景技术:
4.随着运输燃料的增长和燃油使用的减少,对于柴油,具体地超低硫柴油(ulsd)的全球需要快速增加。已经建立了运输燃料的规定以显著降低柴油燃料中的硫含量。还存在要求减少非道路柴油中硫含量的其他待审规则。因此,存在对用作生产柴油,包括ulsd的原料的烃进料的增长的需要。
5.精炼厂生产许多种烃产物,其具有不同的用途和不同的价值。期望减少较低价值产物的生产或较低价值产物到较高价值产物的升级。较低价值产物包括循环油,其在历史上已经被用作用于燃料油的共混原料。然而,此类油不能直接共混入当今的柴油燃料中,因为它们的高硫含量、高氮含量、高芳族化合物含量(具体地高多环芳族化合物)、高密度和低十六烷值。
6.加氢处理,诸如加氢脱硫和加氢脱氮已经分别用于从烃进料中除去硫和氮。另选的加氢处理操作为氢化裂解,在加氢情况下将重质烃(高密度)裂解成较轻质的产物(较低密度)。如果氮含量在进行氢化裂解处理的烃混合物中太高,则沸石氢化裂解催化剂可能中毒。此外,如果氢化裂解太严重,则可产生被认为是较低价值产物的显著量的石脑油和较轻质的烃。
7.通常被称为滴流床反应器的用于氢化处理和高压氢化裂解的常规三相加氢处理单元,要求氢从气相转化成液相,在所述液相的情况下其可用于在催化剂的表面处与烃进料反应。这些单元是昂贵的,需要大量氢,其中大部分必须通过昂贵的氢压缩机再循环,并且导致催化剂表面上的显著的焦炭形成和催化剂失活。
8.另选的加氢处理方法包括由thakkar等人在“lco upgrading a novel approach for greater value and improved returns”am,05-53,npra,(2005)中所提出的单程流程中的氢化处理和氢化裂解。thakkar等人公开了将轻质循环油(lco)升级成液化石油气(lpg)、汽油和柴油产品的混合物。thakkar等人公开了制备低硫含量柴油(ulsd)产品。然而,thakkar等人使用传统的滴流床反应器,其要求大量氢和大型处理设备,诸如用于氢气循环的大型气体压缩机。在公开的氢化裂解过程中产生了显著量的轻质气体和石脑油。使用lco进料,柴油产品仅占总液体产品的约50%或更少。
9.kokayeff在美国专利7,794,585中公开了用于在“基本上液相”中氢化处理和氢化裂解烃进料的方法,所述“基本上液相”被定义为具有比气相更大液相的进料流。更具体地,
氢可以最高1000%的饱和度存在于气相中。kokayeff教导了需要此类高含量,使得在氢被消耗时,氢可从气相获得。因此,kokayeff的反应体系是滴流床。气体的分离在氢化裂解之后和在液体产物的一部分再循环之前进行。因此,氢气从反应器流出物中损失,这可能是显著的,因为,kokayeff教导了添加远高于液体的氢饱和极限的氢。
10.期望具有在较小和简单的体系中加氢处理烃进料的方法,而不具有添加的气相或可导致过程氢损失的气体分离。还期望具有用于加氢处理烃进料的方法从而以良好的收率产生低硫柴油并实现多个期望的柴油特性诸如低密度和低多环芳族化合物含量和高十六烷值。还期望具有将较低价值炼油厂烃升级成较高价值产物的方法。
11.
技术实现要素:
12.本公开提供了用于加氢处理烃进料的全液方法。所述方法包括:(a)使烃进料与(i)稀释剂和(ii)氢接触,以产生进料/稀释剂/氢混合物,其中所述氢溶于混合物中以提供液体进料,并且其中所述烃进料为轻质循环油(lco),其具有大于25重量%的多环芳族化合物含量、大于每百万重量份300份(wppm)的氮含量和在15.6℃下大于890kg/m3的密度;(b)在第一全液反应区中使进料/稀释剂/氢混合物与第一催化剂接触,以产生第一产物流出物;(c)在第二全液反应区中使第一产物流出物与第二催化剂接触,以产生第二产物流出物;以及(d)以约1至约10的再循环比率,将第二产物流出物的一部分作为再循环产物流再循环,以用于步骤(a)(i)中的稀释剂中;其中第一催化剂为氢化处理催化剂,并且第二催化剂为沸石开环催化剂,进料至所述方法的氢的总量大于100标准升氢/升烃进料,并且第二催化剂的总量与第一催化剂的总量的体积比为约0.2至约1.5。
13.本公开还提供了用于加氢处理烃进料的另一种全液方法。所述方法包括:(a)使烃进料与(i)稀释剂和(ii)氢接触,以产生进料/稀释剂/氢混合物,其中所述氢溶于混合物中以提供液体进料,并且其中所述烃进料为轻质循环油(lco),其具有大于25重量%的多环芳族化合物含量、大于每百万重量份300份(wppm)的氮含量和在15.6℃下大于890kg/m3的密度;(b)在第一全液反应区中使进料/稀释剂/氢混合物与第一催化剂接触,以产生第一产物流出物;(c)在第二全液反应区中使第一产物流出物与第二催化剂接触,以产生第二产物流出物;以及(d)以约1至约10的再循环比率,将第二产物流出物的一部分作为再循环产物流再循环,以用于步骤(a)(i)中的稀释剂中;其中第一催化剂为氢化处理催化剂并且第二催化剂为无定形开环催化剂,进料至所述方法的氢的总量大于100标准升氢/升所述烃进料,并且第二催化剂的总量与第一催化剂的总量的体积比为约0.2至约3.0。
14.本公开的方法有利地将lco以高收率转换成柴油范围产物。烃到较低价值石脑油具有很少的损失。由此制得的柴油具有高品质,并且非常适用于其中物理特性要求严格的应用诸如运输燃料。
15.附图说明
16.附图中示出了实施方案,以增进对本文所示概念的理解。
17.图1示出本公开的全液加氢处理方法的一个实施方案。
18.图2示出沸石开环催化剂的总量与氢化处理催化剂的总量的体积比对石脑油收率和柴油产物密度减少的影响。
19.技术人员理解,图中的物体是以简洁明了的方式示出的,而不一定按比例绘制。例如,图中一些物体的尺寸相对于其它物体可能有所放大,以便于增进对实施方案的理解。
20.具体实施方式
21.以上一般描述和下列具体实施方式仅是示例性和说明性的而不是对本发明进行限制,本发明如所附权利要求中所限定。根据下列具体实施方式和权利要求,任何一个或多个实施方案的其它特征和有益效果将显而易见。
22.如本文所用,术语“包含”、“包括”、“含有”、“涵盖”、“具有”、“带有”或它们的任何其它变型均旨在涵盖非排它性的包括。例如,包括要素列表的工艺、方法、制品或设备不必仅限于那些要素,而是可以包括未明确列出的或该工艺、方法、制品或设备所固有的其它要素。此外,除非明确指明相反,“或”是指包含性的“或”而非排他性的“或”。例如,条件a或b满足下列中任一项:a为真实的(或存在的)且b为虚假的(或不存在的),a为虚假的(或不存在的)且b为真实的(或存在的),以及a和b均为真实的(或存在的)。
23.而且,采用“一个”或“一种”来描述本文所述的成分和组分。这样做仅是为了方便并且对本发明的范围提供一般性意义。此描述应被理解为包括一个或至少一个、一种或至少一种,并且单数也包括复数,除非明显地另指它意。
24.除非另有定义,否则本文所用的所有技术和科学术语的含义均与本发明所属领域的普通技术人员通常理解的一样。如发生矛盾,以本说明书及其所包括的定义为准。尽管与本文所述的那些方法和材料的类似者或等同者均可用于本发明实施方案的实践或测试,但合适的方法和材料如下文所述。此外,材料、方法和示例只是例证性的,而不是限制性的。
25.当数量、浓度或其它数值或参数以范围、优选范围或优选上限数值和/或优选下限数值的列表形式给出时,它应理解为具体地公开由任何范围上限或优选数值和任何范围下限或优选数值中的任何一对所构成的所有范围,而不管所述范围是否被单独地公开。凡在本文中给出某一数值范围之处,该范围均旨在包含其端点以及位于该范围内的所有整数和分数,除非另行指出。
26.在陈述下文实施方案详情之前,先定义或阐明一些术语。
27.如本文所用,术语“lhsv”是指液时空速,其是烃进料除以催化剂体积的体积流量,并且以hr
−1给出。
28.如本文所用,术语“升高的温度”是指高于室温的温度。
29.如本文所用,术语“一种或多种多环芳族化合物”是指一种或多种多环芳烃,并且包括具有两个或更多个稠芳环的核的分子,诸如例如萘、蒽、菲等,以及它们的衍生物。
30.如本文所用,术语“柴油”、“柴油产物”和“柴油范围产物”可互换并且是指约150℃至约380℃的馏出物体积分数。
31.如本文所用,术语“第二产物流出物十六烷增加”是指与烃进料的十六烷指数值相比,第二产物流出物的十六烷指数值增加。
32.如本文所用,术语“柴油范围产物的收率”是指相比于第二产物流出物中所包含的
石脑油和柴油范围产物的总重量,柴油范围产物的重量百分比。
33.如本文所用,术语“柴油产物密度减小”是指相比于烃进料的密度,柴油范围产物的密度减小。
34.如本文所用,术语“柴油产物十六烷增加”是指相比于烃进料的十六烷指数值,柴油范围产物的十六烷指数值增加。
35.如本文所用,术语“石脑油”和“石脑油产物”可互换并且是指约30℃至约150℃的馏出物体积分数。
36.如本文所用,术语“石脑油收率”是指相比于第二产物流出物中所包含的石脑油和柴油范围产物的总重量,石脑油的重量百分比。
37.如本文所用,术语“加氢处理”是指在氢存在下进行的方法,包括但不限于氢化、氢化处理、氢化裂解、脱蜡、加氢异构化、以及加氢脱芳烃。
38.如本文所用,术语“氢化处理”是指其中在氢化处理催化剂的存在下,烃进料与氢反应,以氢化烯烃和/或芳族化合物,或除去杂原子诸如硫(加氢脱硫)、氮(加氢脱氮,也被称为加氢脱氮)、氧(加氢脱氧)、金属(加氢脱金属)、沥青质以及它们的组合的方法。
39.如本文所用,术语“氢化裂解”是指其中在氢化裂解催化剂的存在下,使烃进料与氢反应,以使碳-碳键断裂并且形成平均沸点和/或平均分子量低于烃进料的起始平均沸点和平均分子量的烃的方法。氢化裂解还包括使环烷环开环成更加直链的烃。
40.如本文所用,术语“选择性开环”是指趋于在不损失反应物分子量的情况下,打开环烷环的反应或方法。
41.如本文所用,术语“沸石开环催化剂”是指包括沸石载体的选择性开环催化剂。在本发明的一些实施方案中,沸石载体包含至少1重量%的沸石。在一些实施方案中,沸石载体包含至少2重量%、3重量%、4重量%、5重量%、6重量%、7重量%、8重量%、9重量%或10重量%的沸石。在一些实施方案中,沸石载体包含不多于10重量%的沸石。在一些实施方案中,沸石载体包含1重量%至约10重量%的沸石。
42.在本发明的一些实施方案中,沸石载体包含沸石和氧化物、基本上由沸石和氧化物组成或由沸石和氧化物组成。在本发明的一些实施方案中,氧化物选自氧化铝、二氧化钛、二氧化硅、二氧化硅-氧化铝、氧化锆、以及它们的组合。在一些实施方案中,沸石载体基本上不含氧化铝。在一些实施方案中,沸石载体包含沸石和氧化铝、基本上由沸石和氧化铝组成或由沸石和氧化铝组成。
43.在本发明的一些实施方案中,沸石开环催化剂包含承载在沸石载体上的非贵金属、基本上由承载在沸石载体上的非贵金属组成或由承载在沸石载体上的非贵金属组成。
44.在本发明的一些实施方案中,承载在沸石载体上的金属为镍或钴,或它们的组合,优选地与钼和/或钨混合。在一些实施方案中,金属选自镍-钼(nimo)、钴-钼(como)、镍-钨(niw)以及钴-钨(cow)。在一些实施方案中,金属为镍-钨(niw)或钴-钨(cow)。在一些实施方案中,金属为镍-钨(niw)。
45.用于本文的沸石为结晶的高度多孔材料。它们可一般被描述为由三维孔体系表征的复合硅铝酸盐。在本发明的一些实施方案中,沸石具有8元环结构、10元环结构或12元环结构。在本发明的一些实施方案中,沸石选自:zsm-48、zsm-22、zsm-23、zsm-35、沸石β、usy、zsm-5、ssz-31、sapo-11、sapo-41、mapo-11、ecr-42、合成镁碱沸石、丝光沸石、菱钾沸石、毛
沸石、菱沸石以及它们的组合。
46.如本文所用,术语“无定形”是指受试固体的x射线衍射图中不存在显著的峰。
47.如本文所用,术语“无定形开环催化剂”是指包括无定形载体的选择性开环催化剂。在本发明的一些实施方案中,无定形载体包含小于1重量%的沸石。在一些实施方案中,无定形载体包含小于0.5重量%的沸石。在一些实施方案中,无定形载体包含小于0.1重量%的沸石。在一些实施方案中,无定形载体基本上不含沸石。
48.在本发明的一些实施方案中,所述无定形载体选自无定形氧化铝、无定形二氧化硅、无定形硅铝土、无定形二氧化钛、以及它们的组合。在一些实施方案中,无定形载体为无定形氧化铝、无定形二氧化硅、或它们组合中的任一种。在一些实施方案中,所述无定形载体包含无定形氧化铝、基本上由无定形氧化铝组成或由无定形氧化铝组成。
49.在本发明的一些实施方案中,无定形开环催化剂包含承载在无定形载体上的非贵金属、基本上由承载在无定形载体上的非贵金属组成或由承载在无定形载体上的非贵金属组成。在一些实施方案中,金属为镍或钴、或它们的组合,优选地与钼和/或钨组合。在一些实施方案中,金属选自镍-钼(nimo)、钴-钼(como)、镍-钨(niw)以及钴-钨(cow)。在一些实施方案中,金属为镍-钨(niw)或钴-钨(cow)。在一些实施方案中,金属为镍-钨(niw)。
50.本公开提供了用于加氢处理烃进料的全液方法。所述方法包括:(a)使烃进料与(i)稀释剂和(ii)氢接触,以产生进料/稀释剂/氢混合物,其中所述氢溶于混合物中以提供液体进料,并且其中所述烃进料为轻质循环油(lco),其具有大于25重量%的多环芳族化合物含量,大于每百万重量份300份(wppm)的氮含量和在15.6℃下大于890kg/m3的密度;(b)在第一全液反应区中使进料/稀释剂/氢混合物与第一催化剂接触,以产生第一产物流出物;(c)在第二全液反应区中使第一产物流出物与第二催化剂接触,以产生第二产物流出物;以及(d)以约1至约10的再循环比率,将第二产物流出物的一部分作为再循环产物流再循环,以用于步骤(a)(i)中的稀释剂中;其中第一催化剂为氢化处理催化剂并且第二催化剂为沸石开环催化剂,进料至所述方法的氢的总量大于100标准升氢/升所述烃进料,并且第二催化剂的总量与第一催化剂的总量的体积比为约0.2至约1.5。
51.本公开还提供了用于加氢处理烃进料的另一种全液方法。所述方法包括:(a)使烃进料与(i)稀释剂和(ii)氢接触,以产生进料/稀释剂/氢混合物,其中所述氢溶于混合物中以提供液体进料,并且其中所述烃进料为轻质循环油(lco),其具有大于25重量%的多环芳族化合物含量,大于每百万重量份300份(wppm)的氮含量和在15.6℃下大于890kg/m3的密度;(b)在第一全液反应区中使进料/稀释剂/氢混合物与第一催化剂接触,以产生第一产物流出物;(c)在第二全液反应区中使第一产物流出物与第二催化剂接触,以产生第二产物流出物;以及(d)以约1至约10的再循环比率,将第二产物流出物的一部分作为再循环产物流再循环,以用于步骤(a)(i)中的稀释剂中;其中第一催化剂为氢化处理催化剂并且第二催化剂为无定形开环催化剂,进料至所述方法的氢的总量大于100标准升氢/升烃进料,并且第二催化剂的总量与第一催化剂的总量的体积比为约0.2至约3.0。
52.本发明的加氢处理反应在全液反应区中进行。所谓“全液”,在本文中是指基本上所有的氢均溶于反应区的液相烃进料混合物中,在所述反应区中液体进料接触催化剂。在本发明的一些实施方案中,没有气相氢存在于第一全液反应区或第二全液反应区中。
53.本公开的方法中的烃进料为轻质循环油(lco)等材料。轻质循环油通常具有小于
30的十六烷指数值,例如在约15至约26的范围内的值;大于25重量%并且通常在约40重量%至约60重量%范围内的多环芳族化合物含量;大于10重量%并且通常在约15重量%至约40重量%范围内的单芳族化合物含量;大于50重量%并且通常在约60重量%至约90重量%范围内的总芳族化合物含量;以及在15.6℃的温度下测量的等于或大于890kg/m3(0.890g/ml)并且通常在15.6℃的温度下测量的大于900kg/m3的密度。轻质循环油还通常具有大于每百万重量份300份(wppm)的氮含量和大于500 wppm的硫含量。利用本发明方法,将高百分比的lco升级至高质量柴油。
54.通过实验发现,本公开的方法可有利地将lco以高收率转换成柴油范围产物。在本发明的一些实施方案中,本公开的方法可在15.6℃的温度下将柴油产物的密度降低至约860kg/m3或更低,并且实现期望的柴油特性,包括小于50wppm,优选地小于10wppm的硫含量,并且相对于烃进料将十六烷指数增加了至少12个点。优选地,十六烷指数为至少27,可以为27至42,并且可甚至更高。柴油产物的其它期望的特性包括-10℃的最低凝固点和62℃的最低闪点。柴油产物通过蒸馏第二产物流出物并移除石脑油产物来制备。
55.稀释剂通常包含再循环产物流、基本上由再循环产物流组成或由再循环产物流组成,所述再循环产物流为在使进料与氢接触之前或之后,优选在使进料与氢接触之前,再循环且与烃进料混合的第二产物流出物的一部分。在一些实施方案中,稀释剂为第二产物流出物的再循环部分。
56.在本发明的一些实施方案中,全液方法利用单个再循环回路进行。所谓“单个再循环回路”在本文中是指,第二产物流出物的一部分(基于所选择的再循环比率)作为再循环产物流从第二全液反应区的出口再循环至第一全液反应区的入口。因此,所述方法中的所有催化剂床均包括在一个再循环回路中。不存在正好用于第一全液反应区或正好用于第二全液反应区的独立的再循环。
57.在本发明的一些实施方案中,步骤(d)中的再循环比率为约2至约8。在一些实施方案中,步骤(d)中的再循环比率为约4至约6。
58.除再循环产物流之外,所述稀释剂还可包含可与烃进料和催化剂相容的任何其它有机液体。当所述稀释剂除再循环产物流之外还包含有机液体时,优选地所述有机液体为相比于烃进料,氢在其中具有较高溶解度的液体。所述稀释剂可包含有机液体,所述有机液体选自轻质烃、轻馏分、石脑油以及它们的组合。在一些实施方案中,所述有机液体选自丙烷、丁烷、戊烷、己烷、以及它们的组合。当所述稀释剂包含有机液体时,所述有机液体通常以基于所述烃进料和稀释剂的总重量,不大于90%,优选20-85%,并且更优选50-80%的量存在。
59.在本公开的全液方法的步骤(a)中,烃进料与稀释剂和氢接触。进料可首先与氢接触然后与稀释剂接触,或者优选地,首先与稀释剂接触然后与氢接触以产生进料/稀释剂/氢混合物。
60.使所述进料/稀释剂/氢混合物与第一全液反应区中的第一催化剂接触以产生第一产物流出物。
61.烃进料在第一全液反应区中氢化处理。氢化处理可包括基于烃进料的以下步骤中的一个或多个:加氢脱硫、加氢脱氮、加氢脱金属、加氢脱氧和氢化。
62.第一催化剂可为任何适宜的氢化处理催化剂,所述氢化处理催化剂致使第一全液
反应区中的烃进料的硫和/或氮含量在反应条件下降低。在本发明的一些实施方案中,适宜的氢化处理催化剂包含非贵金属和氧化物载体,基本上由非贵金属和氧化物载体组成,或由非贵金属和氧化物载体组成。在本发明的一些实施方案中,金属为镍或钴、或它们的组合,优选地与钼和/或钨组合。在一些实施方案中,金属选自镍-钼(nimo)、钴-钼(como)、镍-钨(niw)以及钴-钨(cow)。在一些实施方案中,金属为镍-钼(nimo)或钴-钼(como)。在一些实施方案中,金属为镍-钼(nimo)。催化剂氧化物载体为单金属氧化物或混合的金属氧化物。在本发明的一些实施方案中,氧化物载体选自氧化铝、二氧化硅、二氧化钛、氧化锆、硅藻土、二氧化硅-氧化铝、以及它们中的两种或更多种的组合。在一些实施方案中,氧化物载体包括氧化铝,基本上由氧化铝组成,或由氧化铝组成。
63.第一全液反应区和第二全液反应区中的每个可独立地包括一个或多个液体连通的反应器,并且每个反应器可独立地包括一个或多个催化剂床。在本发明的一些实施方案中,全液处理可在包括第一全液反应区和第二全液反应区的单个反应器中进行,并且每个区可独立地包括一个或多个催化剂床。
64.在本发明的一些实施方案中,在包括两个或更多个催化剂床的蒸馏柱反应器或其它单个容器中,或在多个反应器之间,所述床由无催化剂区物理分离。在本公开中,每个反应器为固定床反应器并且可具有活塞流、管状或其它设计,其用固体催化剂填充(即填充床反应器)。
65.在本发明的一些实施方案中,所述第一全液反应区包括两个或多个按顺序设置的催化剂床,并且催化剂体积随着每个后续催化剂床而增加。此类两个或多个催化剂床可设置在单个反应器或按顺序设置的两个或多个反应器中。因此,氢消耗更均匀地分布在床之间。
66.通过实验发现,当第一全液反应区中的催化剂分布不均匀,并且催化剂体积随着每个后续催化剂床而增加时,与均匀的催化剂体积分布相比,相同的催化剂和相同体积的催化剂提供更高的硫和氮转换。
67.在本发明的一些实施方案中,第一全液反应区包括两个或更多个按顺序设置的催化剂床,其中每个催化剂床包含具有催化剂体积的催化剂,并且其中以一定方式确定催化剂床中的催化剂体积的分布,使得每个催化剂床的氢消耗基本上相等。
68.通过实验发现,每个催化剂床中基本上相等的氢消耗允许再循环比率最小化。减小的再循环比率导致增加的硫、氮、金属去除和增加的芳烃饱和。
69.在本发明的一些实施方案中,氢可在床之间进料,以增加催化剂床之间的产品流出物中的氢含量。氢溶于不含催化剂的区中的液体流出物中,使得催化剂床为全液反应区。因此,可在不含催化剂区处,将新鲜氢加入进料/稀释剂/氢混合物或来自在前反应器(串联)的流出物中,其中新鲜的氢在接触后续催化剂床之前溶解于所述混合物或流出物中。在催化剂床之前的不含催化剂区示出在例如美国专利7,569,136中。
70.在本发明的一些实施方案中,新鲜氢在每两个催化剂床之间添加。在一些实施方案中,新鲜氢在每个反应器的入口处添加。在一些实施方案中,新鲜氢在第一全液反应区中的每两个催化剂床之间添加,并且还在第二全液反应区的入口处添加。在一些实施方案中,新鲜氢在第一全液反应区中的每个反应器的入口处添加,并且还在第二全液反应区的入口处添加。
71.在第一全液反应区中,将有机氮和有机硫分别转化成氨(加氢脱氮)和硫化氢(加氢脱硫)。在将流出物给料到第二全液反应(开环)区之前,不存在氨和硫化氢以及剩余氢与第一全液反应区的流出物(第一产物流出物)的分离。使氢化处理步骤后所得的氨和硫化氢溶于液体第一产物流出物中。
72.在氢化处理阶段(即,第一全液反应区)期间基本上不制备石脑油,并且因此步骤(b)中产生的第一产物流出物中的石脑油的体积分数低至不存在。
73.在常规方法中,选择性开环(即,第二全液反应区)与氢化处理(即,第一全液反应区)作为两个不同的过程分开,这是因为硫和氮化合物对开环催化剂的毒化效应。因此,此类方法要求独立的步骤以从加氢处理产物中移除硫化氢和氨,尤其是氨。在另选的方法中,在将流出物再循环之前,将气体与产物流出物分离。此类分离均是不可取的,因为它们可导致氢从产物流出物中损失。在本发明的一些实施方案中,氢与第二产物流出物的再循环部分一起再循环,但不损失气相氢。在本发明的一些实施方案中,将第二产物流出物的再循环部分再循环并与烃进料混合,而不从第二产物流出物中分离氨、硫化氢和剩余的氢。
74.第二全液反应区提供选择性开环过程。第二催化剂可以为沸石开环催化剂或无定形开环催化剂。选择第二催化剂(其为选择性开环催化剂)、以及第二全液反应区中的操作条件诸如温度、压力和液时空速(lhsv)以导致第一产物流出物的选择性开环并避免第一产物流出物裂解成较轻(例如石脑油)馏分。该阶段中的反应导致相对于第一产物流出物的密度的有利降低和十六烷指数的增加。
75.优选地,所述第一催化剂和第二催化剂为颗粒的形式,更优选为成型颗粒的形式。所谓“成型颗粒”是指所述催化剂为挤出物的形式。挤出物包括圆柱体物、粒料或球体物。圆柱形形状可具有中空内部空间以及一个或多个加固肋。可使用三叶、四叶式立体交叉的矩形和三角形管状、十字形和“c”形催化剂。当使用填料床反应器时,成型催化剂颗粒的直径优选为约0.25至约13mm(约0.01至约0.5英寸)。更优选地,催化剂颗粒的直径为约0.79至约6.4mm(约1/32至约1/4英寸)。此类催化剂可商购获得。
76.在使用之前和/或期间,可通过在升高的温度下使催化剂与含硫化合物接触使所述催化剂硫化。适宜的含硫化合物包括硫醇、硫化物、二硫化物、h2s、或它们中的两种或更多种的组合。通过在进料或稀释剂中引入少量含硫化合物,可将所述催化剂在使用前硫化(“预硫化”)或在过程期间硫化(“硫化”)。可使所述催化剂原位预硫化或异位预硫化,并且进料或稀释剂可用加入的含硫化合物定期补充以将所述催化剂维持在硫化状态。实施例提供预硫化程序。
77.本公开的氢化处理和选择性开环方法两者均有助于高氢需求和消耗。在第一全液反应区和第二全液反应区中,进料至所述方法的氢的总量大于100标准升氢/升进料(n l/l)或大于560scf/bbl。在本发明的一些实施方案中,进料至所述方法的氢的总量为约200至约530n l/l(1125-3000scf/bbl)。在一些实施方案中,进料至所述方法的氢的总量为约300至约450n l/l(1685-2527scf/bbl)。
78.本公开的全液方法可在宽范围的条件下操作。第一全液反应区和第二全液反应区两者的温度可在约300℃至约450℃的范围内,并且在一些实施方案中,可在约300℃至约400℃的范围内。在本发明的一些实施方案中,第一全液反应区的温度范围为约350℃至约400℃。在一些实施方案中,第一全液反应区的温度范围为约350℃至约380℃。在本发明的
一些实施方案中,第二全液反应区的温度范围为约350℃至约400℃。在一些实施方案中,第二全液反应区的温度范围为约370℃至约400℃。
79.第一全液反应区和第二全液反应区两者的压力可在约3.45mpa(34.5巴)至约17.3mpa(173巴)的范围内,并且在一些实施方案中,可在约6.9至约13.9mpa(69至139巴)的范围内。在本发明的一些实施方案中,第一全液反应区和第二全液反应区两者的压力范围为约10至约13.9mpa(100至139巴)。
80.宽范围的合适的催化剂浓度可用于第一全液反应区和第二全液反应区。在一些实施方案中,催化剂占每个反应区的反应器内容物的约10重量%至约50重量%。将烃进料以一定速率进料至第一全液反应区以提供约0.1至约10hr-1
的液时空速(lhsv)。在本发明的一些实施方案中,将烃进料以约0.2至约8.0hr-1
的液时空速(lhsv)进料至第一全液反应区。在一些实施方案中,将烃进料以约0.4至约4.0hr-1
的液时空速(lhsv)进料至第一全液反应区。
81.收集不再循环的第二产物流出物的部分作为产物流。在本发明的一些实施方案中,第二产物流出物包含不多于25重量%的石脑油。在一些实施方案中,第二产物流出物包含不多于20重量%、19重量%、18重量%、17重量%、16重量%、15重量%、14重量%、13重量%、12重量%、11重量%、10重量%、9重量%、8重量%、7重量%、6重量%、5重量%、4重量%或3重量%的石脑油。
82.在本发明的一些实施方案中,在15.6℃下,第二产物流出物的密度相比于烃进料的密度减少了至少约70kg/m3、75kg/m3、80kg/m3、85kg/m3或90kg/m3。
83.在本发明的一些实施方案中,第二产物流出物十六烷增加为至少约10、11、12、13或14。
84.在本发明的一些实施方案中,第二产物流出物具有不多于约10、9、8、7、6、5、4、3、2或1wppm的氮含量。
85.在本发明的一些实施方案中,第二产物流出物具有不多于约50、45、40、35、30、25、20、15、或10wppm的硫含量。
86.在本发明的一些实施方案中,第二产物流出物具有不多于约10重量%、9重量%、8重量%、7重量%、6重量%、5重量%、或4重量%的多环芳族化合物含量。
87.在被蒸馏以产生柴油范围产物之前,根据需要进一步处理不再循环的第二产物流出物的部分。例如,在蒸馏之前,第二产物流出物可氢化处理以移除硫化合物,诸如硫醇。又如,可在蒸馏之前移除气体,诸如剩余的氢、nh3、h2s、和c1至c4烃。
88.在本发明的一些实施方案中,将第二产物流出物蒸馏以回收至少柴油馏分。例如,第二产物流出物可分级成石脑油馏分、柴油馏分和底馏分。
89.在本发明的一些实施方案中,石脑油收率不多于25重量%。在一些实施方案中,石脑油收率不多于20重量%、19重量%、18重量%、17重量%、16重量%、15重量%、14重量%、13重量%、12重量%、11重量%、10重量%、9重量%、8重量%、7重量%、6重量%、5重量%、4重量%或3重量%。
90.在本发明的一些实施方案中,柴油范围产物的收率为至少75重量%。在一些实施方案中,柴油范围产物的收率为至少80重量%、81重量%、82重量%、83重量%、84重量%、85重量%、86重量%、87重量%、88重量%、89重量%、90重量%、91重量%、92重量%、93重量%、94重量%、95重量%、96重量%或97重量%。
91.在本发明的一些实施方案中,在15.6℃下,柴油产物密度的减小为至少约65kg/m3。在一些实施方案中,在15.6℃下,柴油产物密度的减小为至少约70kg/m3。在一些实施方案中,在15.6℃下,柴油产物密度的减小为至少约75kg/m3。在一些实施方案中,在15.6℃下,柴油产物密度的减小为至少约80kg/m3。
92.在本发明的一些实施方案中,柴油产物十六烷增加为至少约10、11、12、13、14、15或16。
93.在本发明的一些实施方案中,柴油产物具有不多于约10、9、8、7、6、5、4、3、2或1wppm的氮含量。
94.在本发明的一些实施方案中,柴油产物具有不多于约50、45、40、35、30、25、20、15或10wppm的硫含量。
95.在本发明的一些实施方案中,柴油产物具有不多于约10重量%、9重量%、8重量%、7重量%、6重量%、5重量%、或4重量%的多环芳族化合物含量。
96.在本发明的一些实施方案中,柴油产物具有小于50wppm的硫含量,小于10wppm的氮含量,小于10重量%的多环芳族化合物含量,小于40重量%的总芳族化合物含量,以及小于1wppm的重金属含量。
97.在本发明的一些实施方案中,石脑油收率不大于16重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约65kg/m3。在本发明的一些实施方案中,石脑油收率不大于10重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3。在本发明的一些实施方案中,石脑油收率不大于约6重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3。在本发明的一些实施方案中,石脑油收率不大于约5重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3。在本发明的一些实施方案中,石脑油收率不大于约5重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约75kg/m3。
98.当第二催化剂为沸石开环催化剂时,第二催化剂的总量与第一催化剂的总量的体积比为约0.2至约1.5;在一些实施方案中,体积比为约0.2至约1.2;在一些实施方案中,体积比为约0.5至约1.2;在一些实施方案中,体积比为约0.7至约1.2;在一些实施方案中,体积比为约0.2至0.95;在一些实施方案中,体积比为约0.5至0.95;在一些实施方案中,体积比为约0.7至0.95;在一些实施方案中,体积比为约0.80至0.95;在一些实施方案中,体积比为约0.2至约0.90;在一些实施方案中,体积比为约0.5至约0.90;在一些实施方案中,体积比为约0.7至约0.90;并且在一些实施方案中,体积比为约0.80至约0.90。
99.在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.2至约1.2,石脑油收率不多于16重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约65kg/m3。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.2至0.95,石脑油收率不多于10重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约65kg/m3。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.2至0.95,石脑油收率不多于约6重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约65kg/m3。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.5至0.95,石脑油收率不多于10重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约
70kg/m3。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.5至0.95,石脑油收率不多于约6重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.7至0.95,石脑油收率不多于约6重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.5至约0.90,石脑油收率不多于约5重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.7至约0.90,石脑油收率不多于约5重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.80至0.95,石脑油收率不多于约6重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约75kg/m3。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.80至约0.90,石脑油收率不多于约5重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约75kg/m3。
100.在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.2至约1.2,石脑油收率不多于16重量%,与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约65kg/m3,并且柴油产物十六烷增加为至少约10。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.5至0.95,石脑油收率不多于6重量%,与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3,并且柴油产物十六烷增加为至少约11。在一些实施方案中,沸石开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.7至约0.90,石脑油收率不多于5重量%,与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3,并且柴油产物十六烷增加为至少约11。
101.当第二催化剂为无定形开环催化剂时,第二催化剂的总量与第一催化剂的总量的体积比为约0.2至约3.0;在一些实施方案中,体积比为约0.6至约3.0;在一些实施方案中,体积比为约0.6至约2.5;在一些实施方案中,体积比为约0.6至约2.0;在一些实施方案中,体积比为约0.6至约1.6;在一些实施方案中,体积比为约0.8至约1.6;在一些实施方案中,体积比为约0.8至约1.4;在一些实施方案中,体积比为约0.9至约1.4;在一些实施方案中,体积比为约0.9至约1.3;在一些实施方案中,体积比为约0.9至约1.2;在一些实施方案中,体积比为约1.0至约1.4;在一些实施方案中,体积比为约1.0至约1.3;并且在一些实施方案中,体积比为约1.0至约1.2。
102.在本发明的一些实施方案中,无定形开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.8至约1.4,石脑油收率不多于约10重量%,并且与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3。
103.在本发明的一些实施方案中,无定形开环催化剂的总量与氢化处理催化剂的总量的体积比为约0.8至约1.4,石脑油收率不多于约10重量%,与烃进料的密度相比,在15.6℃下柴油产物的密度减少了至少约70kg/m3,并且柴油产物十六烷增加为至少约10。
104.当第二催化剂为沸石开环催化剂时,在一些实施方案中,在步骤(b)中产生的第一产物流出物具有不多于约10wppm的氮含量;在一些实施方案中,步骤(b)中产生的第一产物
流出物具有不多于约5wppm的氮含量;在一些实施方案中,步骤(b)中产生的第一产物流出物具有不多于约2wppm的氮含量;在一些实施方案中,步骤(b)中产生的第一产物流出物具有在约2wppm至约10wppm范围内的氮含量。
105.当第二催化剂为无定形开环催化剂时,在一些实施方案中,步骤(b)中产生的第一产物流出物具有不多于约100wppm的氮含量;在一些实施方案中,步骤(b)中产生的第一产物流出物具有不多于约50wppm的氮含量;在一些实施方案中,步骤(b)中产生的第一产物流出物具有不多于约10wppm的氮含量。
106.许多方面和实施方案已描述于上文中,并且仅是示例性的和非限制性的。在阅读本说明书后,技术人员应认识到,在不脱离本发明的范围的情况下,其它方面和实施方案也是可能的。
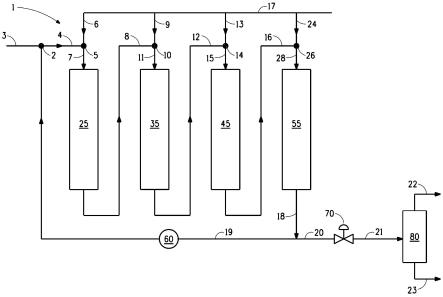
107.附图描述图1提供了本公开的烃转换方法的一个实施方案的例证。为了简洁起见并且为了展示所述方法的主要特征,所提出方法的某些详细结构未示出,诸如泵和压缩机、分离设备、进料槽、换热器、产物回收容器和其它辅助工艺设备。此类辅助特征将是本领域技术人员了解的。还应当理解,此类辅助和次要设备可易于由本领域技术人员设计和使用,而无需任何困难的或任何过度的实验或发明。
108.图1示出整体的示例性烃处理单元1。新鲜的烃进料诸如轻质循环油经由管线3引入并且与反应器55(反应器4)的流出物的一部分经由管线19在混合点2处混合。管线19中流出物的一部分通过泵60泵送至混合点2以提供混合的液体进料4。氢气流与混合的液体进料4经由管线6在混合点5处混合,以引入足够的氢使混合的液体进料4饱和。所得的混合的液体进料/氢混合物流动通过管线7到第一氢化处理反应器25(反应器1)中。
109.主氢头17是补充所有反应器(反应器1、2、3和4)的氢源。
110.来自氢化处理床25、管线8的馏出物与经由管线9给料的附加新鲜氢气在混合点10处混合并且混合的基本上液体流经由管线11流至第二氢化处理反应器35(反应器2)。氢化处理的馏出物经由管线12离开氢化处理反应器35。管线12中的氢化处理馏出物与经由管线13给料的附加新鲜氢气在混合点14处混合以提供液体进料。来自混合点14的液体进料经由管线15进料至第一开环反应器45(反应器3)。来自第一开环反应器45、管线16的馏出物与经由管线24给料的附加新鲜氢气在混合点26处混合并且混合的基本上液体流经由管线28流至第二开环反应器55(反应器4)。来自开环反应器55的流出物经由管线18移除。来自管线18的流出物的一部分经由管线19返回到第一氢化处理反应器25,其流经泵60,达到混合点2。来自管线18的流出物的剩余部分经由管线20发送至控制阀70。从控制阀70,流出物经由管线21进料至分离器80。气体产物经由管线22移除。总液体产物(tlp)经由管线23移除。来自管线23的产物可以在其它地方分馏(蒸馏)以从基本上较大量的柴油共混原料中分离较小的石脑油(汽油)共混原料。
111.图1中的液体流(烃进料、再循环产物流和氢)表示为通过反应器1-4的下行流。优选所述进料/稀释剂/氢混合物和产物流出物以下行流模式进料到反应器。然而,本文还设想了上行流方法。
112.图2是实施例的概述,其产生并例证了石脑油收率和柴油产物密度减小与沸石开环催化剂总量对氢化处理催化剂总量的体积比的关系。x轴示出,沸石开环催化剂的总量与
氢化处理催化剂的总量的体积比。右侧y轴示出按重量百分比计的石脑油收率。左侧y轴示出在15.6℃下柴油产物密度减小。
113.图2展示了石脑油收率随催化剂比率增加而增加。然而,柴油产物密度减小在催化剂比率为约0.80至约0.95时到达顶点。
实施例
114.本文所描述的概念将在以下实施例中进一步描述,所述实施例不限制权利要求中描述的本发明的范围。
115.分析方法和术语astm标准所有astm标准都购自astm international(west conshohocken,pa),www.astm.org。
116.硫和氮的量以每百万重量份的份数(wppm)表示。
117.总硫使用astm d4294(2008)“standard test method for sulfur in petroleum and petroleum products by energy dispersive x-ray fluorescence spectrometry”,doi:10.1520/d4294-08,和astm d7220(2006)“standard test method for sulfur in automotive fuels by polarization x-ray fluorescence spectrometry”,doi:10.1520/d7220-06来测量。
118.总氮使用astm d4629(2007)“standard test method for trace nitrogen in liquid petroleum hydrocarbons by syringe/inlet oxidative combustion and chemiluminescence detection”,doi:10.1520/d4629-07和astm d5762(2005)“standard test method for nitrogen in petroleum and petroleum products by boat-inlet chemiluminescence”,doi:10.1520/d5762-05来测量。
119.芳族含量采用astm standard d5186
ꢀ‑ꢀ
03(2009)“standard test method for determination of aromatic content and polynuclear aromatic content of diesel fuels and aviation turbine fuels by supercritical fluid chromatography”,doi:10.1520/d5186-03r09来测定。
120.沸点分布采用astm d2887(2008)“standard test method for boiling range distribution of petroleum fractions by gas chromatography”,doi:10.1520/d2887-08来测定。astm d86当量沸点使用astm d2887标准内提供的相关性来计算。
121.密度、比重和api比重使用astm标准d4052(2009),“standard test method for density, relative density, and api gravity of liquids by digital density meter”,doi:10.1520/d4052-09来测量。
[0122]“api比重”是指美国石油协会(american petroleum institute)比重,其为石油液体相比于水重多少或轻多少的量度。如果石油液体的api比重大于10,则其比水轻并漂浮;如果小于10,则其比水重并下沉。因此,api比重是石油液体的相对密度和水密度的反向测量,并且被用于比较石油液体的相对密度。
[0123]
由比重(sg)获得石油液体的api比重的公式为:api比重=(141.5/sg)
–
131.5当不能获得测试引擎或如果样品尺寸太小而不能直接测定该性能时,十六烷指数
al2o3载体上的nimo。其为约1.3mm直径和10mm长的四叶体挤出物的形式。反应器1装填有33ml(底部)和34ml(顶部)的玻璃珠层;反应器2装填有16ml(底部)和17ml(顶部)的玻璃珠层;并且反应器3装填有2ml(底部)和3ml(顶部)的玻璃珠层。
[0128]
反应器4和5包含不同量的沸石开环催化剂kc-2610以获得不同实施例的不同氢化裂解催化剂与氢化处理催化剂体积比。该催化剂kc-2610为购自albemarle的沸石载体上的niw催化剂。其为约1.5mm直径和10mm长的圆柱形挤出物的形式。
[0129]
将每个反应器置于7.6cm(3")od和120cm长填充有细沙的管道中的温度控制沙浴中。监测每个反应器的入口和出口处以及各沙浴中的温度。使用卷绕所述3"od管道并且连接至温度控制器的加热带,控制每个反应器中的温度。在离开实施例1-4中的反应器5和实施例5-6中的反应器3后,流出物被分成再循环产物流和产物流出物。所述液体再循环流流动通过活塞式计量泵,在第一反应器的入口处混入新鲜的烃进料。
[0130]
氢从压缩气体钢瓶馈送,并且使用质量流量控制器测量流量。氢被注入,并且与合并的新鲜lco进料和反应器1前的再循环产物流混合。合并的“新鲜lco/氢/再循环产物流”料流向下流动通过6mm od管材中的第一温控砂浴,然后以上升流模式通过反应器1。在离开反应器1后,将附加的氢注入在反应器1的流出物(反应器2的进料)中。反应器2的进料向下流过6mm od管中的第二控温砂浴,然后以上行流模式通过反应器2。在离开反应器2后,将更多的氢溶于反应器2的流出物(反应器3的进料)中。反应器3、4和5的液体进料遵循相同的模式,其中在每个反应器之前进行氢气注入。
[0131]
在实施例1-4中,如上所述,将氢化处理催化剂(总共150ml)和沸石开环催化剂(对于实施例1-2而言总共180ml并且对于实施例3-4而言总共130ml)装入反应器中。在实施例5-6中,仅装入氢化处理催化剂(总共150ml)以获得零氢化裂解催化剂与氢化处理催化剂体积比。在210至350标准立方厘米每分钟(sccm)氢的总流量下,将催化剂在115℃下干燥过夜。压力为6.9mpa(69巴)。用通过催化剂床的流动木炭点火液将所述装有催化剂的反应器加热至176℃。在176℃下将硫增量剂(1重量%硫,作为1-十二硫醇添加)和氢气引入到木炭点火液中以开始预硫化所述催化剂。压力为6.9mpa(69巴)。使每个反应器的温度逐渐上升至320℃。在320℃下继续预硫化直至硫化氢(h2s)在最后反应器的出口处穿透。预硫化后,通过在320℃至355℃的温度下和在6.9mpa(1000psig或69巴)下使直馏柴油(srd)进料流动通过催化剂床10小时,来稳定所述催化剂。
[0132]
在预硫化和稳定催化剂之后,使用往复泵以达到0.40-0.60hr-1
的总lhsv的流速将新鲜的lco进料泵送至反应器1。总氢进料速率为342-450标准升每升(n l/l)的新鲜烃进料(1900-2500scf/bbl)。反应器1、2和3各自具有366℃的重均床温度或wabt。就实施例1-4而言,反应器4和5各自具有379-382℃的wabt。压力为13.8mpa(2000psig或138巴)。再循环比率为6。在每个实施例中,试点单元在这些条件下再保持6-10小时,以确保催化剂完全预焦化,并且体系通过管线输出,同时测定产物样品的总硫、总氮、堆密度、沸点分布的模拟蒸馏和芳族化合物。沸点分布用于测定石脑油收率。柴油密度基于总液体产物(tlp)密度和石脑油收率与tlp到柴油的密度增加的相关性来测定。此类相关性示于表2中。实施例1-6的进料和加工条件提供于表3中并且结果提供于表4中。
[0133]
表2:石脑油收率和tlp到柴油的密度增加之间的相关性
表3:实施例1-6的进料和加工条件hdt为氢化处理sro为选择性开环rr为再循环比率。
[0134]
表4:实施例1-6的概述
实施例号sro/hdt催化剂体积比在15.6℃下的tlp密度(g/ml)tlp硫wppmtlp氮wppm石脑油收率重量%在15.6℃下的柴油密度(g/ml)tlp多环芳族化合物重量%tlp总芳族化合物重量%tlp十六烷指数11.200.84738.72.713.90.8676.736.037.721.200.84035.61.715.20.862
ꢀꢀ
39.630.870.85627.40.20.60.8594.028.540.440.870.85123.00.13.80.8603.826.539.8500.8634.8000.8632.721.139.6600.87422.10.200.8744.230.537.6
在实施例1-2中,反应区中存在多达氢化处理催化剂1.20倍的沸石开环催化剂;在实施例3-4中,反应区中存在多达氢化处理催化剂0.87倍的沸石开环催化剂;并且在实施例5-6中,反应区中仅存在氢化处理催化剂并且不存在沸石开环催化剂。石脑油收率(柴油损失)的量随沸石开环催化剂与氢化处理催化剂的体积比从实施例1和2到实施例5和6减小而减小。柴油产物密度减小在具有0.87催化剂体积比的实施例3和4中处于其最大值(最低柴油密度)。在实施例3和4中,柴油产物密度减小为0.076-0.077g/ml。石脑油收率为0.6-3.8重量%并且氮含量小于2wppm。多环芳族化合物从39重量%减少至约4重量%并且十六烷指数从26增加至约40。
[0135]
实施例7-10得自实施例7-10中所用商业精炼器的不同轻质循环油(lco)的特性示于表5中。在包含五个串联固定床反应器的实验试点装置中加氢处理所述lco。每个反应器为19mm(
¾
")od 316l不锈钢管材并且长度为约49cm(19
¼
")至61cm(24"),在各端部上具有至6mm (
¼
")的减径管。反应器的两个末端首先用金属网封端以防止催化剂渗漏。在金属网下方,在两个末端处用1mm玻璃珠层装填所述反应器。将催化剂装填在反应器的中间段中。
[0136]
表5:用于实施例7-10中的轻质循环油的特性前三个反应器,反应器1、2和3包含与实施例1-6中所用相同的加氢脱氮(hdn)、加氢脱硫(hds)和加氢脱芳族(hda)的氢化处理催化剂。在实施例7和10中,将约22ml、56ml和90ml的催化剂分别装载到第一反应器、第二反应器和第三反应器中。在实施例8和9中,将约18ml、52ml和80ml的催化剂分别装载到第一反应器、第二反应器和第三反应器中。催化剂kf-860为得自albemarle corp.(baton rouge,la)的γ-al2o3载体上的nimo。反应器的剩余顶部和底部部分以与实施例1-6相似的方式装填有玻璃珠。
[0137]
反应器4和5包含不同量的沸石开环催化剂kc-2610,与实施例1-4中所用相同的催化剂,以获得不同实施例的不同氢化裂解催化剂与氢化处理催化剂体积比。该催化剂kc-2610为购自albemarle的沸石载体上的niw催化剂。
[0138]
将每个反应器置于7.6cm(3")od和120cm长填充有细沙的管道中的温度控制沙浴中。监测每个反应器的入口和出口处以及各沙浴中的温度。使用卷绕所述3"od管道并且连接至温度控制器的加热带,控制每个反应器中的温度。在离开反应器5后,流出物被分成再循环产物流和产物流出物。所述液体再循环流流动通过活塞式计量泵,在第一反应器的入口处混入新鲜的烃进料。
[0139]
氢从压缩气体钢瓶馈送,并且使用质量流量控制器测量流量。氢被注入,并且与合并的新鲜lco进料和反应器1前的再循环产物流混合。合并的“新鲜lco/氢/再循环产物流”料流向下流动通过6mm od管材中的第一温控砂浴,然后以上升流模式通过反应器1。在离开反应器1后,将附加的氢注入在反应器1的流出物(反应器2的进料)中。反应器2的进料向下流过6mm od管中的第二控温砂浴,然后以上行流模式通过反应器2。在离开反应器2后,将更多的氢溶于反应器2的流出物(反应器3的进料)中。反应器3、4和5的液体进料遵循相同的模式,其中在每个反应器之前进行氢气注入。
[0140]
将氢化处理催化剂(就实施例7和10而言总共168ml,并且就实施例8和9而言总共150ml)和沸石开环催化剂(就实施例7而言总共126ml,就实施例8而言130ml,并且就实施例9-10而言180ml)两者装入如上所述的反应器中。在210至350标准立方厘米每分钟(sccm)氢的总流量下,将催化剂在115℃下干燥过夜。压力为6.9mpa(69巴)。用通过催化剂床的流动木炭点火液将所述装有催化剂的反应器加热至176℃。在176℃下将硫增量剂(1重量%硫,作为1-十二硫醇添加)和氢气引入到木炭点火液中以开始预硫化所述催化剂。压力为6.9mpa(69巴)。使每个反应器的温度逐渐上升至320℃。在320℃下继续预硫化直至硫化氢(h2s)在最后反应器的出口处穿透。预硫化后,通过在320℃至355℃的温度下和在6.9mpa(1000psig或69巴)下使直馏柴油(srd)进料流动通过催化剂床10小时,来稳定所述催化剂。
[0141]
在预硫化和稳定催化剂之后,使用往复泵以达到0.25-0.50hr-1
的总lhsv的流速将新鲜的lco进料泵送至反应器1。总氢进料速率为342-450标准升每升(n l/l)的新鲜烃进料(1900-2500scf/bbl)。反应器1、2和3各自具有360-366℃的重均床温度或wabt。反应器4和5各自具有377-382℃的wabt。压力为13.8mpa(2000psig或138巴)。再循环比率为6。在每个实施例中,试点单元在这些条件下再保持6-10小时,以确保催化剂完全预焦化,并且体系通过管线输出,同时测定产物样品的总硫、总氮、堆密度、沸点分布的模拟蒸馏和芳族化合物。沸点分布用于测定石脑油收率。柴油密度基于总液体产物(tlp)密度和石脑油收率与tlp到柴油的密度增加的相关性来测定。此类相关性示于表2中。实施例7-10的进料和加工条件提供于表6中并且结果提供于表7中。
[0142]
表6:实施例7-10的进料和加工条件
hdt为氢化处理sro为选择性开环rr为再循环比率。
[0143]
表7:实施例7-10的概述
实施例号sro/hdt催化剂体积比在15.6℃下的tlp密度(g/ml)tlp硫wppmtlp氮wppm石脑油收率重量%在15.6℃下的柴油密度(g/ml)tlp多环芳族化合物重量%tlp总芳族化合物重量%tlp十六烷指数70.750.88739.92.50.40.8876.938.135.380.870.87215.10.92.70.8795.230.637.291.200.86540.05.010.30.882
ꢀꢀ
36.4101.000.86525.85.98.30.880
ꢀꢀ
36.5
在实施例7、8、9和10中,在反应区中分别存在多达氢化处理催化剂0.75、0.87、1.20和1.00倍的沸石开环催化剂。石脑油收率(柴油损失)的量随沸石开环催化剂与氢化处理催化剂的体积比在实施例中减小而减小。柴油产物密度减小在具有0.87催化剂体积比的实施例8中处于其最大值(最低柴油密度)。在实施例8中,柴油产物密度减小为0.081g/ml。石脑油收率为2.7重量%并且氮含量小于2wppm。多环芳族化合物从46重量%减少至5重量%并且十六烷指数从24增加至37。
[0144]
应注意到的是,并不是所有的上文一般性描述或实施例中所描述的活动都是必需的,一部分特定活动不是必需的,并且除了所描述的那些以外,还可实施一个或多个其它活动。此外,所列活动的顺序不必是它们实施的顺序。
[0145]
在上述说明书中,已参考具体的实施方案描述了多个概念。然而,本领域的普通技术人员认识到在不脱离以下权利要求中所示出的本发明范围的情况下可以作出多种变型和改变。因此,说明书被认为是例证性的而非限制性的,并且所有此类变型旨在包括于本发明的范围内。
[0146]
以上已针对具体的实施方案描述了有益效果、其它优点以及问题的解决方案。然而,有益效果、优点、问题的解决方案、以及可致使任何有益效果、优点或解决方案产生或变得更显著的任何特征不可解释为是任何或全部权利要求的关键、必需或基本特征。
[0147]
应当认识到,为清楚起见,本文不同实施方案的上下文中所描述的某些特征也可在单个实施方案中以组合方式提供。反之,为简明起见,在单个实施方案的上下文中所描述的多个特征也可单独或以任何子组合的方式提供。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1