一种水煤浆汽化炉高铬砖拱顶砌筑结构的制作方法
本技术属于耐火材料装置领域,具体涉及一种水煤浆汽化炉高铬砖拱顶砌筑结构。
背景技术:
1、水煤浆汽化炉炉顶为球拱形设计,采用高铬砖进行砌筑。由于高铬砖体积密度较大,且球拱弧度也较大,在砌筑高铬砖拱顶时,需要在内部设置固定支架,支撑高铬砖球拱顶,一方面保证求拱顶内部的平整,另一方面防止拱顶砌筑时高铬砖掉落导致风险,例如cn205473610u、cn212102719u。然而,现有的水煤浆汽化炉高铬砖拱顶砌筑结构复杂、重量大、成本高、操作方法复杂,收纳体积大,不利于现场施工,给拱顶砌筑带来诸多不便。
技术实现思路
1、实用新型目的:本实用新型所要解决的技术问题是针对现有技术的不足,提供一种结构简单、成本低、易于搬运、组装简单水煤浆汽化炉高铬砖拱顶砌筑结构,以提高拱顶的气密性和整体性,以及施工的便利性和经济性。
2、为了实现上述目的,本实用新型采取的技术方案如下:
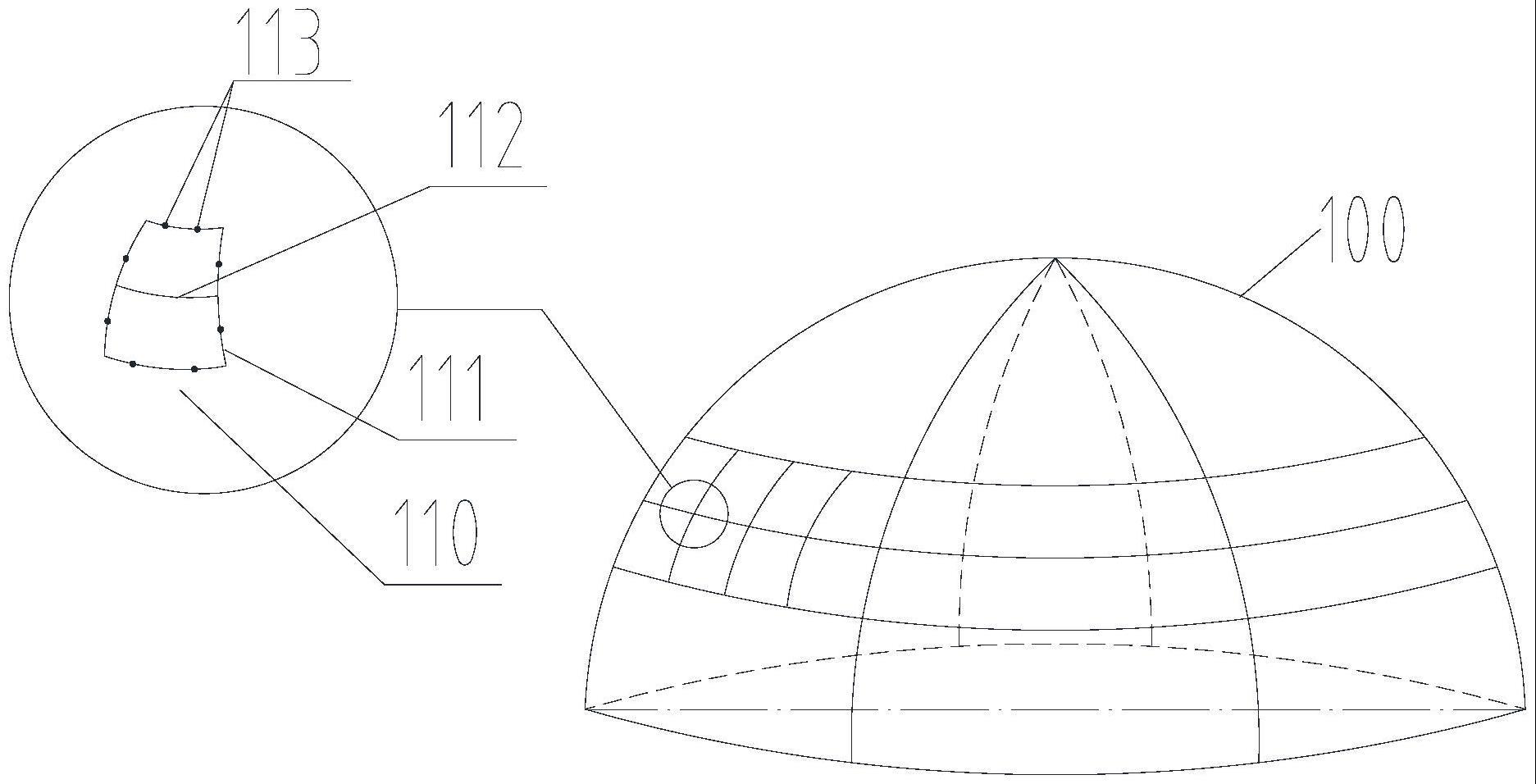
3、一种水煤浆汽化炉高铬砖拱顶砌筑结构,包括钢模胎和砌筑在所述钢模胎上的高铬砖;所述钢模胎包括一组可拆卸的钢模胎单元,所述钢模胎单元沿纬线和经线方向依次搭接形成半球形的钢模胎;所述高铬砖逐层、逐环依次砌筑在所述的钢模胎上。
4、进一步地,所述的钢模胎单元采用钢条或钢板根据高铬砖球形拱顶弧度分解弯曲焊接,形成上短下长的方形框体,所述方形框体内横向搭接有横边,方形框体和横边的内侧面具有与高铬砖球形拱顶内壁相适配的弧度;所述高铬砖设置在高铬砖球形拱顶外钢壳与钢模胎单元之间。
5、进一步地,所述的高铬砖为块状砖体,其上下面、左右面均为弧形面;高铬砖的左右两侧接触面一面为内凹弧面,另一面为外凸弧面,通过左右的凹凸弧形面实现相邻两块高铬砖沿纬线方向依次砌筑衔接,高铬砖的上下两侧接触面一面为内凹弧面,另一面为外凸弧面,通过上下的凹凸弧形面实现相邻两块高铬砖沿经线方向依次砌筑衔接,并最终形成半球形的高铬砖拱顶。
6、更进一步地,所述的钢模胎单元中,方形框体的四边分别设有螺孔,相邻的钢模胎单元边部相互贴合并通过螺栓进行固定,从而实现钢模胎单元的可拆卸搭接。
7、更进一步地,所述高铬砖安装在高铬砖球形拱顶外钢壳与钢模胎单元之间,其外侧的非工作面为与高铬砖球形拱顶外钢壳适配的弧面,钢模胎外侧为与其内侧的工作面适配的弧面。
8、优选地,每个钢模胎单元的宽度为3-5块高铬砖的厚度。
9、进一步地,所述高铬砖交错地砌筑在所述钢模胎单元上,高铬砖与方形框体上/下边,以及横边相接触,保证上层高铬砖有上部钢板条和横边总共两个地方支撑,下层高铬砖有下部钢板条以及下层钢模胎单元的横边支撑,有利于保证上层高铬砖不易掉落,结构更加稳固。
10、有益效果:
11、(1)本实用新型采用可拆卸的钢模胎单元组成钢模胎,各钢模胎单元采用螺栓相互固定,方便拆卸,方便钢模胎一边搭接,高铬砖一边砌筑;钢胎膜结构简单、成本低、易于搬运、组装简单,极大地提高施工便利性和经济性。
12、(2)本实用新型高铬砖上下面、左右面均为弧形面,相邻两个面进行整体弧形式“子母扣”拼接,最大限度增加上下两层高铬砖的接触面积,尽量减小甚至抵消由于上面一层高铬砖重心往里偏移而使其向下掉落的力,使上下两层砖之间紧密咬合,上层砖不易掉落,最终相互拼接形成半球形的高铬砖拱顶,并在拆除钢模胎后,能够通过高铬砖自身之间的支撑作用,形成稳定的高铬砖拱顶结构,同时提高水煤浆汽化炉拱顶的气密性和整体性。
技术特征:
1.一种水煤浆汽化炉高铬砖拱顶砌筑结构,其特征在于,包括钢模胎(100)和砌筑在所述钢模胎(100)上的高铬砖(200),高铬砖(200)构成水煤浆汽化炉的球形拱顶;所述钢模胎(100)包括一组可拆卸的钢模胎单元(110),所述钢模胎单元(110)沿纬线和经线方向依次搭接形成半球形的钢模胎(100);所述高铬砖(200)逐层、逐环依次砌筑在所述的钢模胎(100)上。
2.根据权利要求1所述的水煤浆汽化炉高铬砖拱顶砌筑结构,其特征在于,所述的钢模胎单元(110)采用钢条或钢板根据球形拱顶弧度分解弯曲焊接而成,作为钢模胎(100)的最小组成部分;钢模胎单元(110)包括上短下长的方形框体(111),所述方形框体(111)内横向焊接有横边(112),方形框体(111)和横边(112)的内侧面具有与球形拱顶内壁相适配的弧度;所述高铬砖(200)设置在高铬砖球形拱顶外钢壳与钢模胎单元(110)之间,并在钢模胎单元(110)的支撑下,逐步砌筑形成球形拱顶。
3.根据权利要求1所述的水煤浆汽化炉高铬砖拱顶砌筑结构,其特征在于,所述的高铬砖(200)为块状砖体,其上下面、左右面均为弧形面;高铬砖(200)的左右两侧接触面(203)一面为内凹弧面,另一面为外凸弧面,通过左右的凹凸弧形面实现相邻两块高铬砖(200)沿纬线方向依次砌筑衔接,高铬砖(200)的上下两侧接触面(204)一面为内凹弧面,另一面为外凸弧面,通过上下的凹凸弧形面实现相邻两块高铬砖(200)沿经线方向依次砌筑衔接,并最终形成半球形的高铬砖(200)拱顶。
4.根据权利要求2所述的水煤浆汽化炉高铬砖拱顶砌筑结构,其特征在于,所述的钢模胎单元(110)中,方形框体(111)的四边分别设有螺孔,相邻的钢模胎单元(110)边部相互贴合并通过螺栓(113)进行固定,从而实现钢模胎单元(110)的可拆卸搭接。
5.根据权利要求3所述的水煤浆汽化炉高铬砖拱顶砌筑结构,其特征在于,所述高铬砖(200)在钢模胎单元(110)的支撑下,逐步砌筑形成球形拱顶,其外侧的非工作面(201)为与高铬砖球形拱顶外钢壳适配的弧面,钢模胎(100)外侧为与其内侧的工作面(202)适配的弧面。
6.根据权利要求4所述的水煤浆汽化炉高铬砖拱顶砌筑结构,其特征在于,每个钢模胎单元(110)的宽度为3-5块高铬砖(200)的厚度。
7.根据权利要求2所述的水煤浆汽化炉高铬砖拱顶砌筑结构,其特征在于,所述高铬砖(200)交错地砌筑在所述钢模胎单元(110)上,高铬砖(200)与方形框体(111)上/下边,以及横边(112)相接触。
技术总结
本技术公开了一种水煤浆汽化炉高铬砖拱顶砌筑结构,包括钢模胎和砌筑在所述钢模胎上的高铬砖;所述钢模胎包括一组可拆卸的钢模胎单元,所述钢模胎单元沿纬线和经线方向依次搭接形成半球形的钢模胎;所述高铬砖在所述的钢模胎的支撑下,逐层、逐环依次砌筑。本技术采用可拆卸的钢模胎单元组成钢模胎,各钢模胎单元采用螺栓相互固定,方便拆卸,方便钢模胎一边搭接,高铬砖一边砌筑,大幅降低高铬砖拱顶的施工难度。
技术研发人员:陈磊,蒋明,钱耀华,俞永平,吴忠阳,吴跃峰,陈进良,万周健,张伯南
受保护的技术使用者:宜兴瑞泰耐火材料有限公司
技术研发日:20230417
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!