一种简单去除气缸体加工残留铁环的方法、气缸体及模具与流程
1.本发明涉及气缸体加工技术领域,特别是涉及一种简单去除气缸体加工残留铁环的方法、气缸体及模具。
背景技术:
2.现阶气缸体等铸造件,铸造后续需要进行粗加工、精加工等机加工工序,在加工过过程中会出现一些加工铁屑出现在气道、油道、水道之中,在加工完成后需要进行铁屑的清理,一般采用人工用压缩空气吹和检查,但是部分较大的铁屑难以从气缸体夹窄气道、油道、水道取出,切屑出来的铁屑容易卡死在水道中,特别是水堵孔、工艺孔内侧的切削加工遗留的铁环,这种铁环主要加工是镗刀镗穿水道刀具不能刀断,从而形成一整圈铁环,这种铁环在水道用压缩孔无法吹出来,容易卡在水道转角位置,检查时也无法以发现。余留在水道的铁环中影响水流量和水道清洁度。
3.以上背景技术内容的公开仅用于辅助理解本发明的构思及技术方案,其并不必然属于本专利申请的现有技术,在没有明确的证据表明上述内容在本专利申请的申请日已经公开的情况下,上述背景技术不应当用于评价本申请的新颖性和创造性。
技术实现要素:
4.本发明目的在于提出一种结构简单、容易实现的能够去除气缸体加工残留铁环的方法,以及气缸体的结构和制造气缸体的模具。
5.为此,本发明提出一种简单去除气缸体加工残留铁环的方法、气缸体及模具。
6.优选地,本发明还可以具有如下技术特征:
7.一种能够去除加工残留铁环的发动机气缸体,包括缸体,所述缸体的加工孔内侧的端面设有至少2个槽口。
8.进一步地,所述加工孔为水堵孔或工艺孔。
9.进一步地,所述槽口长3~5mm,宽3~5mm,高3~5mm。
10.进一步地,包括所述槽口的缸体铸造成型。
11.进一步地,所述槽口有4个,4个所述槽口分别设在待加工孔的四个顶点处,呈十字形布置。
12.一种简单去除气缸体加工残留铁环的处理方法,包括如下步骤:
13.1)在待加工孔的内侧端部设有至少2个槽口;
14.2)对待加工孔进行切削加工;
15.3)加工完成后清理残留在气缸体的碎屑。
16.进一步地,所述切削加工为镗孔。
17.一种用于生产能够去除加工残留铁环的发动机气缸体模具,包括模具主体,所述模具主体在气缸体加工孔的内侧的四周设置若干处凸起或凹面,进而使得到的气缸体加工孔内侧的端面形成槽口。
18.进一步地,所述凸起或凹面至少有2处;所述凸起或凹面的长3~5mm,宽3~5mm,高3~5mm。
19.进一步地,所述加工孔为水堵孔或工艺孔。
20.本发明与现有技术对比的有益效果包括:通过开设槽口,使孔的内侧端部的径向截面由原来的圆形变为弧线或多段弧线,进而破坏原来加工残留的铁环结构,形成多段小的弧形铁料,便于清理出来气缸体,提高水道的水流量和水道清洁度。
附图说明
21.图1是现有气缸体的水堵孔结构示意图。
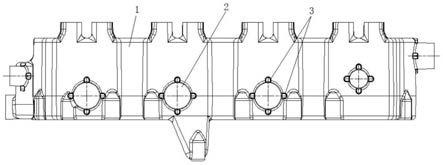
22.图2是本发明的结构示意图。
23.图3是本发明的水堵孔结构示意图。
具体实施方式
24.下面结合具体实施方式并对照附图对本发明作进一步详细说明。应该强调的是,下述说明仅仅是示例性的,而不是为了限制本发明的范围及其应用。
25.参照以下附图,将描述非限制性和非排他性的实施例,其中相同的附图标记表示相同的部件,除非另外特别说明。
26.一种简单去除气缸体加工残留铁环的处理方法,包括如下步骤:
27.1)在待加工孔的内侧端部设有至少2个槽口31;气缸体的水堵孔2、工艺孔内侧的切削加工时遗留有铁环,这种铁环是由于加工时镗刀镗穿水道,刀具不能刀断,从而形成一整圈铁环,这种铁环在水道用压缩孔无法吹出来,容易卡在水道转角位置,检查时也无法以发现。通过开设槽口3,使孔的内侧端部的径向截面由原来的圆形变为弧线或多段弧线,进而破坏原来加工残留的铁环结构,形成多段小的弧形铁料,便于清理出来气缸体。
28.2)对待加工孔进行镗孔;经过步骤1的开槽口3后,待加工孔在进行镗孔时,受槽口3的作用,原来加工形成的铁环从槽口3出断开。
29.3)加工完成后清理残留在气缸体的碎屑。清理时,残留铁屑只能从水堵孔2顶面上水孔清理出来,形成的铁环无法吹出来。经改进后的孔,利用槽口3将形成的铁环的条件破坏,进而在加工后得到多段小弧形铁料。
30.所述待加工孔包括水堵孔2或工艺孔。
31.结合图2,所述槽口3相对设置。优选的,槽口3有4个,并分别开设在待加工孔的四个顶点处,呈十字形布置。加工时,原来产生的圆形铁环被分为四段弧形铁料,整体的体积变小,通过吹气即可将四段弧形铁料吹出来。保障水道内部的通畅,确保水道清洁度和剔除铁环铁屑对水流量的影响。更具体的,所述槽,3的长、宽、高的取值应满足孔加工的要求,加工完成后,槽口3还存在。优选的,所述槽口3长3~5mm,宽3~5mm,高3~5mm。
32.本处理方法适用于所用镗孔工序,通过在待加工孔的内侧开槽口3,起到断屑作用,破坏镗孔时形成铁环的条件,解决镗孔形成的铁环难以清理的技术问题。
33.如图2~3所示的一种能够去除加工残留铁环的发动机气缸体,包括缸体1,改进在于,在现有缸体1的基础上,为避免镗孔时产生铁环,在所述缸体1的加工孔内侧(处于缸体内部侧)的端面设有至少2个槽口3。
34.所述加工孔为水堵孔2或工艺孔。
35.优选的,所述槽口3长3~5mm,宽3~5mm,高3~5mm。
36.包括所述槽口3的缸体1铸造成型。
37.一种用于生产能够去除加工残留铁环的发动机气缸体模具,包括模具主体,所述模具主体为现有的气缸体模具结构,其改进在于,所述模具主体在对应气缸体加工孔的内侧的四周设置若干处凸起或凹面,进而使得到的气缸体加工孔内侧的端面形成槽口3。
38.所述加工孔为水堵孔2或工艺孔。
39.所述凸起或凹面的长3~5mm,宽3~5mm,高3~5mm。
40.本领域技术人员将认识到,对以上描述做出众多变通是可能的,所以实施例和附图仅是用来描述一个或多个特定实施方式。
41.尽管已经描述和叙述了被看作本发明的示范实施例,本领域技术人员将会明白,可以对其作出各种改变和替换,而不会脱离本发明的精神。另外,可以做出许多修改以将特定情况适配到本发明的教义,而不会脱离在此描述的本发明中心概念。所以,本发明不受限于在此披露的特定实施例,但本发明可能还包括属于本发明范围的所有实施例及其等同物。
技术特征:
1.一种能够去除加工残留铁环的发动机气缸体,包括缸体,其特征在于:所述缸体的加工孔内侧的端面设有至少2个槽口。2.如权利要求1所述的一种能够去除加工残留铁环的发动机气缸体,其特征在于:所述加工孔为水堵孔或工艺孔。3.如权利要求1所述的一种能够去除加工残留铁环的发动机气缸体,其特征在于:所述槽口长3~5mm,宽3~5mm,高3~5mm。4.如权利要求1所述的一种能够去除加工残留铁环的发动机气缸体,其特征在于:包括所述槽口的缸体铸造成型。5.如权利要求1所述的一种能够去除加工残留铁环的发动机气缸体,其特征在于:所述槽口有4个,4个所述槽口分别设在待加工孔的四个顶点处,呈十字形布置。6.一种简单去除气缸体加工残留铁环的处理方法,其特征在于:包括如下步骤:1)在待加工孔的内侧端部设有至少2个槽口;2)对待加工孔进行切削加工;3)加工完成后清理残留在气缸体的碎屑。7.如权利要求6所述的一种简单去除气缸体加工残留铁环的处理方法,其特征在于:所述切削加工为镗孔。8.一种用于生产能够去除加工残留铁环的发动机气缸体模具,包括模具主体,其特征在于:所述模具主体在气缸体加工孔的内侧的四周设置若干处凸起或凹面,进而使得到的气缸体加工孔内侧的端面形成槽口。9.如权利要求8所述的一种用于生产能够去除加工残留铁环的发动机气缸体模具,其特征在于:所述凸起或凹面至少有2处;所述凸起或凹面的长3~5mm,宽3~5mm,高3~5mm。10.如权利要求8所述的一种用于生产能够去除加工残留铁环的发动机气缸体模具,其特征在于:所述加工孔为水堵孔或工艺孔。
技术总结
本发明公开了一种简单去除气缸体加工残留铁环的方法、气缸体及模具,所述气缸体包括缸体,所述缸体的加工孔内侧的端面设有至少2个槽口。本发明通过开设槽口,使孔的内侧端部的径向截面由原来的圆形变为弧线或多段弧线,进而破坏原来加工残留的铁环结构,形成多段小的弧形铁料,便于清理出来气缸体,提高水道的水流量和水道清洁度。水流量和水道清洁度。水流量和水道清洁度。
技术研发人员:仇海龙 樊心龙 陈晓克 谭树纯
受保护的技术使用者:广西玉柴机器股份有限公司
技术研发日:2022.01.26
技术公布日:2022/4/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1