一种缸内直喷喷油器装配结构及其装配方法与流程
本发明涉及喷油器,尤其涉及一种缸内直喷喷油器装配结构及其装配方法。
背景技术:
1、直喷喷油器是一种用于内燃机的喷油系统。其主要优点是可以实现更精确的喷油控制,从而提高油耗效率和减排。早期直喷技术难题重大,需要逆转压比压进油嘴实现高压供油,此技术自20世纪90年代起开始蓬勃发展,目前国内外许多车型已经采用直喷技术。缸内直喷喷油器的发展使得发动机能够实现更高的燃烧效率、更低的燃油消耗和更少的排放物排放。它在汽车工业中得到广泛应用,并不断进行改进和创新,以满足不断提高的环保和能源效率要求。
2、然而,现有的喷油器结构的装配过于复杂,尤其是其中的电磁阀部件的安装,这也导致生产成本增加的问题,而且衔铁在长期使用过程中也容易对喷油器的电磁阀部件造成磨损,这会降低喷油器的工作稳定性,并可能导致功能偏差。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种缸内直喷喷油器装配结构及其装配方法。
2、为了实现上述目的,本发明采取的技术方案为:
3、一种缸内直喷喷油器装配结构,其中,包括:
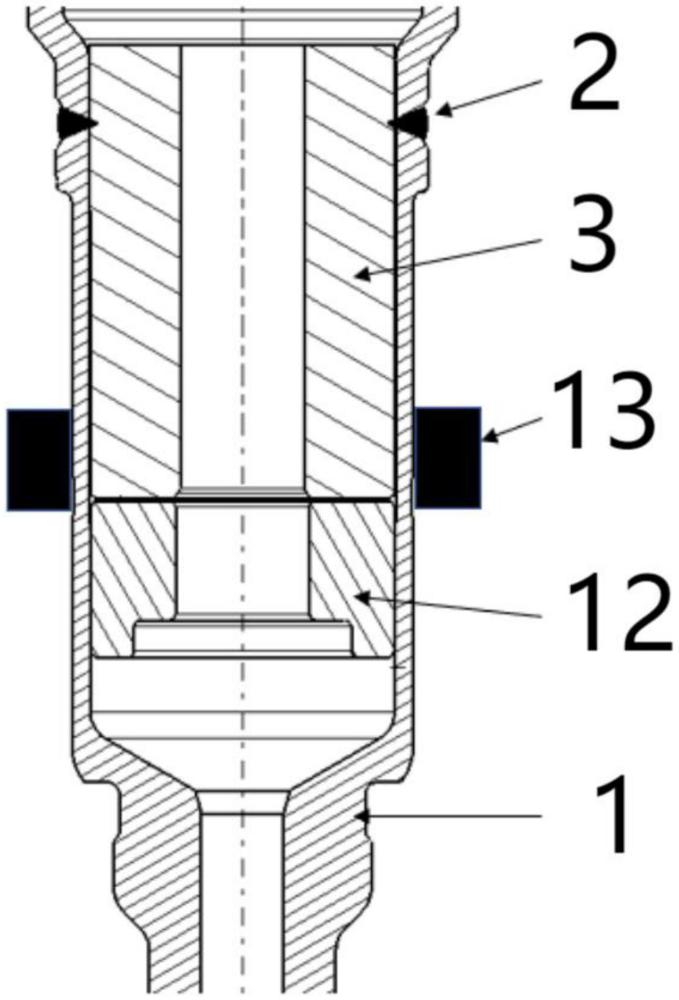
4、喷油器主体,所述喷油器主体沿轴向开设有一安装槽,所述喷油器主体上具有待焊接部,所述待焊接部环绕所述喷油器主体的外侧壁设置;
5、磁极块,所述磁极块安装于所述安装槽内,所述磁极块具有沿轴向依次连接的第一部分和第二部分,所述第一部分沿轴向远离所述第二部分的一端具有一工作面,所述工作面上设置有第一涂层,所述第一部分的周向外侧壁上设置有第二涂层,所述第二部分与所述待焊接部焊接连接;
6、电磁线圈,所述电磁线圈套装于所述喷油器主体的外部,所述电磁线圈正对所述第一部分设置;
7、衔铁,所述衔铁可移动地安装于所述安装槽内,所述衔铁可操作地抵于所述第一涂层。
8、上述的缸内直喷喷油器装配结构,其中,所述磁极块内沿轴向开设有一通孔。
9、上述的缸内直喷喷油器装配结构,其中,所述通孔的内壁上设置有第三涂层。
10、上述的缸内直喷喷油器装配结构,其中,所述第一涂层、所述第二涂层和所述第三涂层均为镍涂层。
11、上述的缸内直喷喷油器装配结构,其中,所述第一涂层的厚度、所述第二涂层的厚度和所述第三涂层的厚度均为0.010mm~0.014mm。
12、上述的缸内直喷喷油器装配结构,其中,所述磁极块的径向外轮廓与所述安装槽的径向内轮廓相匹配。
13、上述的缸内直喷喷油器装配结构,其中,所述第二部分沿轴向的长度大于所述待焊接部沿轴向的长度。
14、上述的缸内直喷喷油器装配结构,其中,所述第二部分沿轴向的长度为5.9mm~6.1mm。
15、为了实现上述目的,本发明采取的技术方案还包括:
16、一种装配方法,用于上述的缸内直喷喷油器装配结构,所述装配方法包括:
17、步骤s1:将所述磁极块的表面镀有一镍涂层;
18、步骤s2:将所述磁极块安装在外部车床或外部磨床上;
19、步骤s3:通过所述外部车床车削去除或所述外部磨床磨削去除所述第二部分的外壁的所述镍涂层;
20、步骤s4:将所述衔铁插入地安装于所述安装槽内;
21、步骤s5:将所述磁极块插入地安装于所述安装槽内,所述磁极块设置于所述衔铁的上方;
22、步骤s6:通过激光焊接装置对所述第二部分与所述待焊接部进行焊接;
23、步骤s7:将所述电磁线圈套装在所述喷油器主体的外部正对所述磁极块的位置。
24、本发明由于采用了上述技术,使之与现有技术相比具有的积极效果是:
25、(1)本发明提供了一种缸内直喷喷油器装配结构,简化了喷油器设计的复杂程度,通过对磁极块的局部设置镍涂层,并对磁极块未设镍涂层的部分与喷油器主体进行激光焊接,在满足磁极块耐磨性的基础上,消除了磁极块激光焊接后的开裂风险,能够以较低的制造成本实现产品功能要求,具有可观的经济效益。
技术特征:
1.一种缸内直喷喷油器装配结构,其特征在于,包括:
2.根据权利要求1中所述的缸内直喷喷油器装配结构,其特征在于,所述磁极块内沿轴向开设有一通孔。
3.根据权利要求2中所述的缸内直喷喷油器装配结构,其特征在于,所述通孔的内壁上设置有第三涂层。
4.根据权利要求3中所述的缸内直喷喷油器装配结构,其特征在于,所述第一涂层、所述第二涂层和所述第三涂层均为镍涂层。
5.根据权利要求3中所述的缸内直喷喷油器装配结构,其特征在于,所述第一涂层的厚度、所述第二涂层的厚度和所述第三涂层的厚度均为0.010mm~0.014mm。
6.根据权利要求1中所述的缸内直喷喷油器装配结构,其特征在于,所述磁极块的径向外轮廓与所述安装槽的径向内轮廓相匹配。
7.根据权利要求1中所述的缸内直喷喷油器装配结构,其特征在于,所述第二部分沿轴向的长度大于所述待焊接部沿轴向的长度。
8.根据权利要求8中所述的缸内直喷喷油器装配结构,其特征在于,所述第二部分沿轴向的长度为5.9mm~6.1mm。
9.一种装配方法,其特征在于,用于上述权利要求1至8中任意一项所述的缸内直喷喷油器装配结构,所述装配方法包括:
技术总结
本发明公开了一种缸内直喷喷油器装配结构及其装配方法,包括:喷油器主体、磁极块、电磁线圈和衔铁,喷油器主体沿轴向开设有一安装槽,喷油器主体上具有待焊接部;磁极块安装于安装槽内,磁极块具有依次连接的第一部分和第二部分,第一部分上设置有镍涂层,第二部分与待焊接部焊接连接,电磁线圈套装于喷油器主体的外部正对第一部分的位置,衔铁可移动地安装于安装槽内。本发明提供了一种缸内直喷喷油器装配结构,简化了喷油器的复杂程度,通过对磁极块的局部设置镍涂层,并对磁极块未设镍涂层的部分与喷油器主体进行激光焊接,在满足磁极块耐磨性的基础上,消除了磁极块激光焊接后的开裂风险,能够以较低的制造成本实现产品功能要求。
技术研发人员:刘新
受保护的技术使用者:马瑞利(中国)有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!