成孔方法、金属工件及金属制品与流程
1.本技术涉及金属材料领域,尤其涉及一种成孔方法、金属工件及金属制品。
背景技术:
2.便携式消费类电子产品在人们生活中得到越来越多的使用。消费者对电子产品的外观以及壳体的性能要求也越来越高。现有壳体成型工艺一般由单一金属件上形成孔,再将塑胶注入孔中成型,形成壳体。传统的成孔方法在金属件上形成的孔与材料体结合不牢靠。
技术实现要素:
3.有鉴于此,有必要提供一种成孔方法,以解决传统成孔方法无法在金属件形成与材料体结合不牢靠的孔的问题。
4.一种成孔方法,用于在金属件表面形成第一孔,包括以下步骤:
5.将金属件放入第一溶液中,以金属件为阳极,施加第一电压至金属件,以在金属件表面形成第一孔;以及
6.清洗并干燥带有第一孔的金属件;其中,
7.第一溶液包括有机溶剂、氯化物和磷酸化合物。
8.在本技术一些实施方式中,有机溶剂选自乙二醇、丙二醇、二乙二醇以及丙三醇中的至少一种。
9.在本技术一些实施方式中,氯化物选自氯化钠、氯化钾、氯化铜以及氯化铁中的至少一种。
10.在本技术一些实施方式中,磷酸化合物选自磷酸、磷酸二氢盐、磷酸一氢盐、磷酸盐以及偏磷酸盐中的至少一种。
11.在本技术一些实施方式中,施加第一电压至金属件的步骤中,第一电压由直流电源输出,第一电压的增加速率的范围为1v/s~2v/s,电流密度的范围为1a/dm
2-10a/dm2。
12.在本技术一些实施方式中,施加第一电压至金属件的步骤中,第一溶液的温度范围为25℃-55℃,施加第一电压的时间范围为10min-25min。
13.在本技术一些实施方式中,在将金属件放入第一溶液中的步骤之前,还包括:
14.将金属件放入第二溶液中,以金属件作为阳极,施加第二电压至金属件以使金属件表面形成第二孔,其中,
15.第二溶液包括有机溶剂和可解离出cl-的物质。
16.在本技术一些实施方式中,可解离出cl-的物质中包括含有结晶水的化合物。
17.在本技术一些实施方式中,可解离出cl-的物质选自nacl、kcl、fecl3·
6h2o、fecl3、cucl2·
12h2o以及cucl2中的至少一种。
18.在本技术一些实施方式中,第一溶液还包括可解离出fe
3+
以及cu
2+
中至少一种的物质。
19.在本技术一些实施方式中,可解离出fe
3+
、cu
2+
的物质中包括含有结晶水的化合物。
20.在本技术一些实施方式中,可解离出fe
3+
的物质选自fecl3·
6h2o以及fecl3中的至少一种;可解离出cu
2+
的物质选自cucl2·
12h2o以及cucl2中的至少一种。
21.在本技术一些实施方式中,施加第二电压至金属件的步骤中,第二电压由直流电源输出,第二电压的范围为60v-100v,电流密度的范围为1a/dm
2-3a/dm2。
22.在本技术一些实施方式中,施加第二电压至金属件的步骤中,第二溶液的温度范围为50℃-70℃,施加第二电压的时间范围为5分钟-20分钟。
23.在本技术一些实施方式中,在将金属件放入第一溶液中的步骤之后,还包括:
24.将带有第一孔的金属件放入电解液中,以金属件为阳极,施加第三电压,以在金属件表面形成第三孔;其中,
25.金属件的材料选自铝、铝合金和铝合金-不锈钢复合材料中的至少一种,第三孔位于金属件包含铝或铝合金的部分。
26.在本技术一些实施方式中,金属件的材料选自铝,铝合金,不锈钢中的至少一种。
27.一种金属件,包括金属基体及孔,孔位于金属基体的表面;其中,金属基体的材料选自铝、铝合金、不锈钢中的至少一种;孔的孔密度范围为20%-90%。
28.在本技术一些实施方式中,金属件由铝合金部分和不锈钢部分复合而成,孔位于不锈钢部分和铝合金部分的表面,位于铝合金部分表面的孔的内腔呈珊瑚状,至少一个位于不锈钢部分表面的孔的内腔的直径大于孔的孔口的直径。
29.在本技术一些实施方式中,位于铝合金部分的孔径范围为60μm-150μm,位于铝合金部分的孔深范围为80μm-100μm,位于铝合金部分的孔密度范围为60%-90%。
30.在本技术一些实施方式中,位于不锈钢部分的孔径范围为60μm-120μm,位于不锈钢部分的孔深范围为50μm-100μm,位于不锈钢部分的孔密度范围为20%-55%。
31.在本技术一些实施方式中,金属基体的材料选自不锈钢,孔的至少一个内腔直径大于孔口直径。
32.在本技术一些实施方式中,金属基体的材料选自铝和铝合金中的至少一种,孔的内腔呈珊瑚状。
33.在本技术一些实施方式中,孔的内腔中还包括氧化膜孔,氧化膜孔为纳米级孔。
34.在本技术一些实施方式中,孔的内腔中还包括氧化膜孔,氧化膜孔为纳米级孔。
35.一种金属制品,包括金属件以及材料体,金属件包含金属基体和设置在金属基体表面上的孔;材料体设置于孔中;其中金属基体的材料选自铝、铝合金、不锈钢中的至少一种;孔的孔密度范围为20%-90%。
36.在本技术一些实施方式中,材料体的材料选自金属、聚合物、陶瓷、玻璃中的至少一种。
37.本技术提供的成孔方法,通过在以有机溶剂为主的第一溶液中加入具有腐蚀性的离子,有机溶剂能够增加腐蚀离子(如cl-)迁移所需要的能量,降低腐蚀离子(如cl-)的扩散速率,使腐蚀离子(如cl-)不会由于反应活性的影响而导致分布不均,反而可以将腐蚀成孔的有效离子均匀地束缚在金属件表面,cl-基于其半径小、穿透能力强的特点,因此能够优先地选择吸附在氧化物上,把氧原子排挤掉,然后和氧化物中的阳离子结合成可溶性氯化
物,从而在金属件表面形成第一孔;另外,po
43-能够与金属反应形成一层磷酸盐,从而形成珊瑚状的第一孔。
附图说明
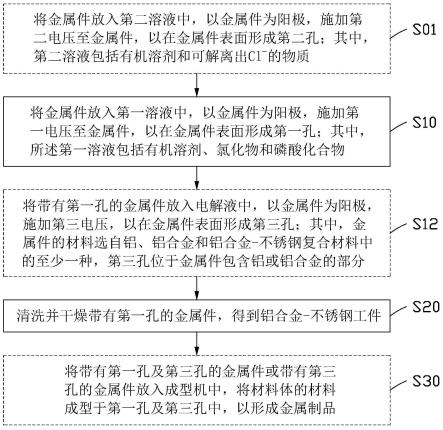
38.图1为本技术一些实施例提供的成孔方法的流程图。
39.图2为本技术一些实施例提供的以金属件为阳极,施加第二电压至金属件上的示意图。
40.图3为本技术一些实施例提供的对金属件的表面依次形成第一孔和第三孔的结构示意图。
41.图4为在金属件表面形成第一孔之前形成第二孔的结构示意图。
42.图5为使用基恩士激光显微镜拍摄的本技术实施例1-2制作的具有第一孔的金属工件注塑后形成金属制品的剖面图。
43.图6为图5所示的金属制品的局部放大图。
44.图7为图5所示的金属制品的不锈钢部分的放大图。
45.图8为使用电子显微镜测试的本技术实施例1-2制作的具有第二孔的铝合金-不锈钢工件中铝合金部分的图片。
46.图9为使用电子显微镜测试的本技术实施例1-2制作的具有第二孔的铝合金-不锈钢工件中不锈钢部分的图片。
47.图10为使用基恩士激光显微镜拍摄的本技术实施例5-1制作的具有第二孔的铝合金-不锈钢工件的图片。
48.图11为图10所示的铝合金部分局部放大图。
49.图12为图10所示的不锈钢部分局部放大图。
50.图13为图12所示的不锈钢部分局部放大图以及沿线段a-a的孔径孔深测试图。
51.图14为使用基恩士激光显微镜拍摄的本技术实施例6-3制作的金属工件的不锈钢部分表面具有第一孔以及第二孔的图片。
52.图15为图14所示的不锈钢部分局部放大图。
53.图16为电子显微镜拍摄本技术实施例6-3制作的具有第一孔以及第二孔的铝合金-不锈钢工件注塑后形成金属制品的剖面图。
54.图17为电子显微镜拍摄本技术实施例6-3制作的具有第一孔以及第二孔的铝合金-不锈钢工件注塑后形成金属制品的剖面图。
55.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
56.为了能够更清楚地理解本技术的上述目的、特征和优点,下面结合附图和具体实施方式对本技术进行详细描述。需要说明的是,在不冲突的情况下,本技术的实施方式及实施方式中的特征可以相互组合。在下面的描述中阐述了很多具体细节以便于充分理解本技术,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
57.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的所有的和任意的组合。
58.请一并参阅图1至图4,本技术实施例提供一种成孔方法,用于在金属件100表面形成第一孔30。
59.如图1所示,成孔方法包括以下步骤s10-s20。
60.步骤s10:将金属件100放入第一溶液70中,以金属件100为阳极,施加第一电压至金属件100(请参阅图2),以在金属件100表面形成第一孔30(请参阅图3);其中,第一溶液70包括有机溶剂、氯化物和磷酸化合物。
61.第一溶液70中还包括水,第一溶液70中的氯化物在水中能够解离出氯离子(cl-),磷酸化合物在水中能够解离出磷酸根离子(po
43-)。
62.有机溶剂可为可以与水互溶的醇类,包括但不限于乙二醇、丙二醇、二乙二醇以及丙三醇中的至少一种。有机溶剂与水互溶,以使水解离出的离子均匀分散于有机溶剂中,从而在施加电压过程中,有利于离子均匀负载在金属件100表面。
63.金属件100的材料选自铝、铝合金和铝合金-不锈钢复合材料中的至少一种。
64.在一些实施方式中,以铝合金材料为例,在施加第一电压过程中,铝合金部分10表面的金属被氧化形成氧化物,cl-基于其半径小、穿透能力强的特点,因此能够优先地选择吸附在氧化物上,把氧原子排挤掉,然后和氧化物中的阳离子结合成可溶性氯化物从而在铝合金部分10的表面会形成珊瑚状的第一孔30;另外,po
43-能够与铝合金部分10中的铝反应形成一层磷酸铝膜负载在铝合金部分10表面,反应式为al
3+
+po
43+
=alpo4,从而保护铝合金部分10的表面防止形成过度腐蚀。
65.在一些实施方式中,以铝合金-不锈钢复合材料为例,金属件100包括铝合金部分10与不锈钢部分20。在施加第一电压过程中,铝合金部分10与不锈钢部分20表面的金属都被氧化形成氧化物,cl-基于其半径小、穿透能力强的特点,因此能够优先地选择吸附在氧化物上,把氧原子排挤掉,然后和氧化物中的阳离子结合成可溶性氯化物,从而在不锈钢部分20的表面形成第一孔30;另外,po
43-能够与铝合金部分10中的铝反应形成一层磷酸铝膜负载在铝合金部分10表面,反应式为al
3+
+po
43+
=alpo4,从而在铝合金部分10表面形成珊瑚状的孔。即铝合金部分10表面与不锈钢部分20表面均形成的第一孔30,其中,铝合金部分10表面为珊瑚状的孔,不锈钢部分20表面为点蚀状的孔。
66.水可以是单独加入第一溶液70中的水,也可以是加入第一溶液70中含有结晶水的化合物产生的水。水可以用于解离氯化物生成cl-、解离磷酸化合物生成po
43-。
67.氯化物可以选自氯化钠、氯化钾、氯化铜以及氯化铁中的至少一种。
68.在一些实施方式中,氯化物选自氯化铁,这是氯化铁在第一溶液70中不但能够解离出cl-,还能够解离出铁离子(fe
3+
),其中,fe
3+
能够与不锈钢部分20中的铁(fe)反应,以进一步形成点蚀状的第一孔30。
69.磷酸化合物可以选自磷酸、磷酸二氢盐、磷酸一氢盐、磷酸盐以及偏磷酸盐中的至少一种。
70.第一电压由直流电源输出,以使第一溶液70中的离子有秩序的迁移。电流密度的
范围可以为1a/dm
2-10a/dm2。在一些实施例中,电流密度可以是1.6a/dm2、3.2a/dm2、5.6a/dm2、7.8a/dm2。
71.第一电压还可以采用渐变式的直流电源输出。第一电压的增加速率的范围可以为1v/s-2v/s。在一些实施例中,第一电压的增加速率可以是1.2v/s、1.4v/s、1.6v/s、1.8v/s。采用渐变式的直流电源,可以防止突然电压过大,导致电荷集中放电,在金属件100表面形成不符合要求的大孔。
72.施加第一电压至金属件100的步骤中,第一溶液70的温度范围可以为25℃-55℃,施加第一电压的时间范围可以为10min-25min。
73.步骤s20:清洗并干燥带有第一孔30的金属件100,得到金属工件80。
74.将金属件100表面负载的离子以及有机溶剂等清洗后并干燥,以得到洁净的具有第一孔30的金属工件80。
75.进一步地,在一些实施方式中,在步骤s10之前,还可以包括步骤s01:
76.步骤s01:将金属件100放入第二溶液中,以金属件100为阳极,施加第二电压至金属件100,以在金属件100表面形成第二孔40(如图4所示);其中,第二溶液包括有机溶剂和可解离出cl-的物质。
77.在施加第二电压的过程中,有机溶剂能够增加腐蚀离子(cl-)迁移所需要的能量,降低腐蚀离子(如cl-)的扩散速率,使腐蚀离子(如cl-)不会由于反应活性的影响而导致分布不均,反而可以将腐蚀成孔的有效离子均匀地束缚在金属件100表面,从而避免在纯水溶液中由于铝合金部分10和不锈钢部分20电位差的存在而在电场中形成原电池,防止腐蚀离子(如cl-)集中在作为阳极的铝合金部分10的表面与铝合金部分10反应,避免出现不锈钢部分20不被腐蚀离子(如cl-)蚀刻造孔的现象。通过电化学的牵引对金属件100表面形成弱腐蚀。由于不锈钢部分20与铝合金部分10在材质上存在差别,铝合金部分10表面形成氧化膜(氧化铝),对铝合金部分10形成一定的保护,从而避免腐蚀离子对铝合金部分10表面的过度腐蚀,因此,能够在保护铝合金部分10的同时在不锈钢部分20表面形成高密度的第二孔40结构。
78.第二溶液包括水,水可以是单独加入第二溶液中的水,也可以是加入第二溶液中含有结晶水的化合物产生的水。水用于解离出cl-。
79.水在第二溶液中的质量分数为7%-63%。水的含量不宜过多。一方面,防止水过量(超过63%),则有机溶剂含量减少,起不到束缚腐蚀离子的作用;另一方面,防止腐蚀离子在过量的水中迁移过快而快速腐蚀铝合金部分10表面。水的含量不应太低(低于7%),否则腐蚀离子迁移速率太慢,导致反应效率低,增加时间成本、能耗成本。在一些实施方式中,部分水也可由化合物中自带的结晶水来提供。
80.可解离出cl-的物质选自nacl、kcl、fecl3·
6h2o、fecl3、cucl2·
12h2o以及cucl2中的至少一种。
81.进一步地,第二溶液还包括能够解离出fe
3+
以及cu
2+
中至少一种的物质。
82.可解离出fe
3+
、cu
2+
、cl-的物质中包括含有结晶水的化合物。
83.其中,可解离出fe
3+
的物质可以选自fecl3·
6h2o以及fecl3中的至少一种;可解离出cu
2+
的物质可以选自cucl2·
12h2o以及cucl2中的至少一种;可解离出cl-的物质可以选自nacl、kcl、fecl3·
6h2o、fecl3、cucl2·
12h2o以及cucl2中的至少一种。
84.其中,当第二溶液中含有fe
3+
以及cu
2+
中至少一种离子时,fe
3+
与cu
2+
的电位均比单质铁(fe)的电位高,均能够与不锈钢部分20中的铁发生置换反应,有利于刻蚀不锈钢部分20以进一步形成更大的第二孔40。其中,cu
2+
与fe之间的电位差大于fe
3+
与fe之间的电位差,包含cu
2+
的第二溶液相较于包含fe
3+
的第二溶液更有利于形成具有更大孔径以及更大孔深的第二孔40。
85.有机溶剂可为可以与水互溶的醇类,包括但不限于乙二醇、丙二醇、二乙二醇以及丙三醇中的至少一种。有机溶剂与水互溶,以使水解离出的离子均匀分散于有机溶剂中,从而在施加电压过程中,有利于腐蚀离子均匀负载在金属件100表面。
86.第二电压由直流电源输出,以使第二溶液中的离子有秩序的迁移。
87.第二电压的范围可以为60v-100v,电流密度的范围可以为1a/dm
2-3a/dm2。在本技术的一些实施例中,第二电压可以是65v、76v、88v、95v,电流密度可以是1.5a/dm2、1.9a/dm2、2.3a/dm2、2.8a/dm2。
88.在施加第二电压至金属件100的步骤中,第二溶液的温度的范围可以为50℃-70℃。在本技术的一些实施例中,第二溶液的温度可以是55℃、59℃、63℃、68℃。第二溶液的温度过低,则在不锈钢部分20形成的第二孔40的密度低;第二溶液的温度过高,为离子的迁移提供了能量,导致铝合金部分10被腐蚀。
89.施加第二电压的时间范围可以为5min-20min。在本技术的一些实施例中,施加第二电压的时间可以是7min、9min、13min、17min。其中,可以根据所需要形成第二孔40的孔径、孔深以及孔密度等因素调整施加第二电压的时间。
90.在一些实施方式中,在金属件100表面形成第二孔40的步骤之前还包括对金属件100进行表面处理的步骤,以先去除金属件100表面的杂质、油污、氧化层等,再进行造孔。其中,表面处理包括除油处理以及剥黑膜处理。
91.进一步地,在一些实施方式中,在步骤s10之后以及步骤s20之前,还可以包括步骤s12:
92.请再次参阅图3,将带有所述第一孔30的所述金属件100放入电解液中,以所述金属件100为阳极,施加第三电压,以在所述金属件100表面形成第三孔50;其中,所述金属件100的材料选自铝、铝合金和铝合金-不锈钢复合材料中的至少一种,所述第三孔50位于所述金属件100包含所述铝或铝合金的部分。
93.在一些实施方式中,步骤s12中采用的金属件100还可以包括第二孔40。
94.其中,此过程可以是阳极氧化过程,电解液中主要以水作为溶剂,以在铝合金部分10形成阳极氧化膜孔。
95.本技术还提供一种上述成孔方法形成的金属工件80,包括金属基体210以及孔,孔位于金属基体210的表面,其中,金属基体210的材料可以选自铝、铝合金以及不锈钢中的至少一种。孔的孔密度范围为20%-90%。其中,孔即为上述第一孔30。
96.在一些实施方式中,金属基体210的材质由铝合金部分和不锈钢部分复合而成,即金属基体210包括铝合金部分10a和不锈钢部分20a,孔位于不锈钢部分20a和铝合金部分10a的表面,位于铝合金部分10a表面的孔的内腔呈珊瑚状,至少一个位于不锈钢部分20a表面的孔的内腔的直径大于孔的孔口的直径,即位于不锈钢部分的孔为“倒钩状”。
97.位于铝合金部分10a的孔径范围为60μm-150μm,位于铝合金部分10a的孔深范围为
80μm-100μm,位于铝合金部分10a的孔密度范围为60%-90%。
98.位于不锈钢部分20a的孔径范围为60μm-120μm,位于不锈钢部分20a的孔深范围为50μm-100μm,位于不锈钢部分20a的孔密度范围为20%-55%。
99.金属工件80还包括氧化膜孔,氧化膜孔即为上述第三孔50,氧化膜孔位于铝合金部分10a的表面。氧化膜孔的孔径范围为1nm-900nm。氧化膜孔的形状大致为圆柱形。
100.在一些实施方式中,金属基体210的材质为铝和铝合金中的至少一种,孔的内腔呈珊瑚状。
101.进一步地,孔的内腔中还包括氧化膜孔,氧化膜孔为纳米级孔,孔的内腔中还包括氧化膜孔,氧化膜孔为纳米级孔。
102.本技术还提供一种金属制品200,金属制品200包括上述金属工件80以及材料体220,材料体220设置于孔中从而与金属工件80结合,孔的设置,有利于增加材料体220与金属工件80的结合力。
103.材料体220可以选自金属、聚合物、陶瓷以及玻璃中的至少一种。需要说明的是,聚合物包括常用的塑胶或树脂。
104.在一些实施方式中,金属工件80包括孔(即第一孔30),材料体220设置于孔中,以增加材料体220与金属工件80的结合力。
105.在一些实施方式中,金属工件80还可以包括氧化膜孔(即第三孔50),材料体220还可以设置于氧化膜孔中,以进一步增加材料体220与金属工件80的结合力。
106.进一步地,在一些实施例中,在步骤s20之后,还可包括步骤s30:
107.请再次参阅图3,将带有第一孔30的金属件100放入成型机中,将材料体220的材料成型于第一孔30及第三孔50中,以形成金属制品200。
108.在一些实施例中,成型机可以是注塑成型机,用于将聚合物注塑进第一孔30及第三孔50中形成金属制品200。
109.以下通过具体实施例以及对比例来对本技术进行说明。需要说明的是,实施例1-1至实施例5-4以及对比例2-1采用的金属件100是经过表面处理后的工件,金属件100的型号为铝合金6013/不锈钢316;实施例6-1至9-3以及对比例6-1至8-1中提供的金属件100均是经过实施例2-1处理后的工件。
110.表面处理的步骤包括:先将金属件100置于质量分数为35%脱脂剂(汉高公司的bonderite c-ak 1523r)、温度为55℃的水溶液中超声清洗3min,再将金属件100置于质量分数为35%的硝酸中处理1min。金属件100经过成孔处理后得到的金属工件80通过光学显微镜测试其成孔情况。
111.实施例1-1至实施例1-4
112.将经过表面处理的金属件100放入第一溶液70中,实施例1-1至1-4中的第一溶液70中均包括质量分数为40%的丙二醇、5%的乙二醇、10%的磷酸、5%的氯化钠以及45%的水,其中,实施例1-1至1-4分别控制反应温度为20℃、30℃、40℃以及50℃。以金属件100作为阳极,施加第一电压15min至金属件100以使金属件100表面形成第一孔30,其中,控制电流密度为3a/dm2。最后取出具有第一孔30的金属件100水洗,在80℃的温度下烘干20min。
113.请参阅表1,为实施例1-1至1-4的主要区别条件以及测试结果。
114.表1
[0115][0116]
请参阅图5、图6、图7,为经过本技术实施例1-2的成孔方法后得到的铝合金-不锈钢金属工件80注塑塑胶后形成的金属制品200的测试图片,其中,铝合金部分10表面以及不锈钢部分20表面均具有第一孔30,材料体220围绕于金属工件80的周围并形成于金属工件80的第一孔30中。从图7中可以测量出第一孔30的孔径以及孔深范围,测试出的一些第一孔30的孔深例如46.96μm、50.58μm、39.74μm、62.62μm、55.39μm、48.17μm、59.00μm。此处需要说明的是,图7仅为实施例1-2的铝合金-不锈钢金属工件80上部分第一孔30的结构,实施1-2中第一孔30的孔深范围为第一孔30在整个铝合金-不锈钢金属工件80上的第一孔30的平均孔深的范围。铝合金部分10表面形成珊瑚状的第一孔30(请参阅图8),不锈钢部分20表面形成点蚀状的第一孔30(请参阅图9)。
[0117]
从表中的测试结果可以看出:实施例1-1至1-4均能在铝合金部分10以及不锈钢部分20的表面形成第一孔30,其中,随着反应温度的增加,形成的第一孔30的孔深以及孔密度均有一定的增加。主要原因在于温度增加,cl-的腐蚀活性增加,带来孔深及孔密度的提升。从实施例1-1和实施例1-2的测试结果中可以看出,当温度在20℃时,孔的孔径反而增大,具体原因是磷酸的结晶温度为21℃,在低于结晶温度的温度下,磷酸的粘度增大,在反应过程中,磷酸会附着在新生成的第一孔30中,导致cl-无法接触到新生成的孔的内壁,无法形成较深的第一孔30,cl-就会在第一孔30的边缘腐蚀金属,造成窜孔的发生,导致孔径增大,但孔深相对较小。
[0118]
实施例2-1至实施例2-5
[0119]
将经过表面处理的金属件100放入第二溶液中,实施例2-1至实施例2-5的第二溶液中均包括1l丙二醇以及浓度分别为50g/l、75g/l、100g/l、150g/l、200g/l的fecl3·
6h2o,第二溶液的温度为55℃;以金属件100为阳极、石墨作为阴极,施加80v的第二电压至金属件100以形成第二孔40,施加第二电压的时间为10min;清洗后并在80℃的温度下干燥,形成带有第二孔40的金属工件80。
[0120]
对比例2-1
[0121]
与实施例2-1不同的是:采用水作为溶剂。
[0122]
其他步骤与实施例2-1相同,这里不再赘述。
[0123]
请参阅表2,为实施例2-1至2-5以及对比例2-1的主要区别条件以及测试结果。
[0124]
表2
[0125][0126][0127]
从表2测试结果可以看出:对比例1中的溶剂全部采用水,采用与实施例2-1至2-5相同的成孔流程后,铝合金部分10被大量腐蚀,且无法在不锈钢部分20造孔;实施例2-1至2-5形成分别较为均匀的第二孔40,且第二孔40主要分布在不锈钢部分20。形成上述结果的原因是:在水溶液中,铝合金部分10的活性比不锈钢部分20活性高,施加电压时,铝合金部分10优先被离子腐蚀,且无法在不锈钢部分20表面形成均匀的孔;在有机溶液中时,有机溶剂增加了离子的迁移所需要的能量,将腐蚀成孔的有效离子均匀地束缚在金属件100表面,通过电化学的牵引对金属件100表面形成弱腐蚀,在施加电压开始时,铝合金部分10表面形成氧化膜(氧化铝),对铝合金部分10形成一定的保护,后续继续施加电压过程中,离子无法与包覆于氧化膜内的铝合金部分10继续反应,离子从而与不锈钢部分20反应,在不锈钢表面形成均匀分布的第二孔40。其中,从实施例2-1至2-5可以看出,随着fecl3·
6h2o质量分数的变化,对第二孔40的分布情况、孔深以及孔密度均具有一定的影响,增加fecl3·
6h2o质量分数可以增加第二孔40的密度。
[0128]
实施例3-1至实施例3-4
[0129]
将一金属件100放入第二溶液中,实施例3-1至实施例3-4的第二溶液中均包括1l丙二醇,还分别包括在第二溶液中能够解离出cl-摩尔浓度均为300mmol/l的不同的盐,第二溶液的温度为65℃;以金属件100为阳极,施加80v的第二电压至金属件100以形成第二孔40,施加第二电压的时间为8min;清洗并干燥带有第二孔40的金属工件80。
[0130]
请参阅表3,为实施例3-1至3-4的主要区别条件以及测试结果。
[0131]
表3
[0132][0133][0134]
请参阅图10、图11、图12以及图13,为经过本技术实施例3-1的成孔方法后得到的金属工件80,铝合金部分10表面基本未被腐蚀(请参阅图11),不锈钢部分20表面具有高密度的、均匀的第二孔40(请参阅图13)。
[0135]
请参阅图13,测试在不锈钢部分20形成的第二孔40的孔径以及孔深,其中,一个第二孔40的孔径为35.23μm,一个第二孔40的孔深为6.72μm,从测试图可以计算出第二孔40的孔径以及孔深的大致范围。
[0136]
从表3的测试结果可以看出:选择不同种类的氯化物均可以在不锈钢部分20表面形成均匀分布的第二孔40。其中,以氯化钠(实施例3-1)作为腐蚀离子(cl-)的来源时,在不锈钢部分20表面形成的第二孔40的孔径和孔深均较小,且容易出现窜孔现象;而实施例3-2至3-4中的腐蚀离子除cl-之外,还可以有fe
3+
或者cu
2+
,在施加电压过程的同时,fe
3+
或者cu
2+
与单质铁反应,形成孔径以及孔深均更大的第二孔40,其中,实施例3-2中的孔深明显大于实施例3-3。
[0137]
实施例4-1至实施例4-5
[0138]
将一金属件100放入第二溶液中,实施例4-1至实施例4-5中均分别包括总质量分数为95%的不同有机溶剂,还均包括质量分数为5%的fecl3·
6h2o,第二溶液的温度为50℃;以金属件100为阳极,施加70v的第二电压至金属件100以形成第二孔40,施加第二电压的时间为5min;清洗并干燥带有第二孔40的金属工件80。
[0139]
请参阅表4,为实施例4-1至4-5的主要区别条件以及测试结果。
[0140]
表4
[0141]
[0142][0143]
从表4的测试结果可以看出:选择不同的醇类作为有机溶剂均可以在不锈钢部分20表面形成均匀分布的第二孔40,其中,选择不同的醇类对形成的第二孔40的密度有一定的影响,但均没有出现铝合金部分10被腐蚀的现象。
[0144]
实施例5-1至实施例5-4
[0145]
将一金属件100放入第二溶液中,实施例5-1至实施例5-4的第二溶液中均包含质量分数为95%的丙二醇、质量分数为5%的fecl3·
6h2o,第二溶液的温度为60℃;以金属件100为阳极,分别施加20v、60v、80v、100v的第二电压至金属件100以形成第二孔40,施加第二电压的时间为15min;清洗并干燥带有第二孔的金属工件80。
[0146]
请参阅表5,为实施例5-1至5-4的主要区别条件以及测试结果。
[0147]
表5
[0148][0149]
从表5的测试结果可以看出:随着第二电压的增加,有利于增加孔密度。其中,第二电压过大,不锈钢部分20边缘容易出现过度腐蚀,可以通过减小电压避免上述现象。
[0150]
实施例6-1至实施例6-3
[0151]
将经过实施例2-1处理后的金属件100置于35℃的第一溶液70中,实施例6-1至6-3中的第一溶液70中均包括质量分数为40%的丙二醇、5%的乙二醇、10%的磷酸以及45%的水,实施例6-1至6-3中的第一溶液70中还分别包括浓度为2g/l、4g/l、8g/l的氯化钠。以金属件100作为阳极,施加第一电压15min至金属件100以使金属件100表面形成第一孔30,其中,控制电流密度为2a/dm2。最后取出具有第一孔30的金属件100水洗,在80℃的温度下烘
干20min。
[0152]
对比例6-1
[0153]
与实施例6-2不同的是:第一溶液70不含有机溶剂,水的质量分数为90%。其他与实施例6-2相同,这里不再赘述。
[0154]
对比例6-2
[0155]
与实施例6-1不同的是:第一溶液70不含氯化钠。其他与实施例6-1相同,这里不再赘述。
[0156]
请参阅表6,为实施例6-1至6-3以及对比例6-1至6-2的主要区别条件以及测试结果。
[0157]
表6
[0158][0159][0160]
请参阅图14以及图15,为经过本技术实施例6-3的成孔方法后得到的具有第一孔30的金属工件80的不锈钢部分20的测试图片,从放大图中可以测量出第一孔30的孔径以及孔深范围。请参阅图16以及图17,为上述金属工件80注塑材料体220后形成的金属制品200的测试图片,不锈钢部分20表面形成点蚀状、倒钩状的第一孔30。
[0161]
从表6中的测试结果可以看出:对比实施例6-1至6-3以及对比例6-1,实施例6-1至6-3均可以在不锈钢部分20表面形成倒钩状点蚀孔结构,这是由于通过有机溶剂的加入,可以平衡不锈钢部分20与铝合金部分10化学特性差异;仅在水溶液体系中,由于铝合金部分10的化学活性高于不锈钢部分20,因此反应体系会以铝合金部分10化学腐蚀为主,从而无法在不锈钢部分20表面。
[0162]
对比实施例6-1至6-3以及对比例6-2,实施例6-1至6-3均可以在不锈钢部分20表面形成倒钩状点蚀孔结构,而对比例6-2中不锈钢部分20表面被抛光,说明cl-具有在不锈钢部分20表面成孔的能力。比较实施例6-1至6-3,随着cl-浓度的增加,成孔能力增加,孔径
以及孔深均增大,其中,当氯化钠浓度高于8g/l时,对表面形成的第一孔30的孔径以及孔深不再有明显变化。
[0163]
实施例7-1至实施例7-3
[0164]
将经过实施例2-1处理后的金属件100置于30℃的第一溶液70中,实施例7-1至7-3中的第一溶液70中均包括质量分数为40%的丙二醇、5%的乙二醇、10%的磷酸以及45%的水,实施例7-1至7-3中的第一溶液70中还分别包括能够解离出cl-摩尔浓度均为200mmol/l的氯化钾、氯化铁、氯化铜。以金属件100作为阳极,施加第一电压5min至金属件100以使金属件100表面形成第一孔30,其中,控制电流密度为4a/dm2。最后取出具有第一孔30的金属件100水洗,在80℃的温度下烘干20min。
[0165]
请参阅表7,为实施例7-1至7-3的主要区别条件以及测试结果。
[0166]
表7
[0167][0168][0169]
从表7中的测试结果可以看出:第一溶液70中含有氯化铁和氯化铜的实施例中,孔深相对会降低,这是由于氯化铁中的fe
3+
会和不锈钢部分20中的fe元素发生氧化反应生成fe
2+
,氯化铜中的cu
2+
会和不锈钢部分20中的fe元素发生置换反应生成单质铜,在反应前期会表现出反应迅速,可使孔径和孔深变大,但是由于氧化反应生成的fe
2+
和置换反应生成的单质铜会堆积在孔中,影响反应的进一步进行,导致最终的孔深相对较低,孔密度相对较低。由于不锈钢部分20含有较多的fe元素,在相同cl-解离浓度下,氯化铜中cu
2+
的摩尔浓度会大于氯化铁中的fe
3+
的摩尔浓度,故导致在蚀刻反应初期,会有更多的cu
2+
与铁发生置换反应,含有氯化铜的第一溶液70蚀刻出的孔的孔径会比含有氯化铁的第一溶液70蚀刻出的孔的孔径更大,且对铝合金部分10无负面影响。
[0170]
实施例8-1至实施例8-3、对比例8-1
[0171]
将经过实施例2-1处理后的金属件100置于45℃的第一溶液70中,实施例8-1至8-3及对比例8-1中的第一溶液70中均包括质量分数为40%的丙二醇、5%的乙二醇、5%的氯化钠以及45%的水,实施例8-1至8-3及对比例8-1中的第一溶液70中还分别包括浓度为50g/l、100g/l、200g/l、0g/l的磷酸。以金属件100作为阳极,施加第一电压10min至金属件100以使金属件100表面形成第一孔30,其中,控制电流密度为6a/dm2。最后取出具有第一孔30的金属件100水洗,在80℃的温度下烘干20min。
[0172]
请参阅表8,为实施例8-1至8-3及对比例8-1的主要区别条件以及测试结果。
[0173]
表8
[0174][0175][0176]
从表8的测试结果可以看出:适量的磷酸能够提高倒钩孔的密度,但过高的磷酸会使得不锈钢部分20表面发生电化学抛光,不加磷酸无法形成倒钩状的点蚀孔。
[0177]
实施例9-1至实施例9-3
[0178]
将经过实施例2-1处理后的金属件100置于25℃的第一溶液70中,实施例9-1至9-3中的第一溶液70中均包括质量分数为40%的丙二醇、5%的乙二醇、5%的氯化钠、45%的水以及浓度为5g/l的磷酸。以金属件100作为阳极,施加第一电压12min至金属件100以使金属件100表面形成第一孔30,其中,实施例9-1至实施例9-3分别控制电流密度为2a/dm2、5a/dm2、8a/dm2。最后取出具有第一孔30的金属件100水洗,在80℃的温度下烘干20min。
[0179]
请参阅表9,为实施例9-1至9-3的主要区别条件以及测试结果。
[0180]
表9
[0181][0182][0183]
从表9的测试结果可以看出:适当的电流密度能够在复合材料的表面形成高密度的倒钩孔结构。其中,电流密度过低无法形成孔结构,电流密度过低过高,则容易对不锈钢部分20产生电化学抛光,从而出现窜孔。
[0184]
本技术提供的成孔方法,通过在以有机溶剂为主的第一溶液70中加入具有腐蚀性的离子,有机溶剂能够增加腐蚀离子(如cl-)迁移所需要的能量,降低腐蚀离子(如cl-)的扩散速率,使腐蚀离子(如cl-)不会由于反应活性的影响而导致分布不均,反而可以将腐蚀成孔的有效离子均匀地束缚在金属件100表面,cl-基于其半径小、穿透能力强的特点,因此能够优先地选择吸附在氧化物上,把氧原子排挤掉,然后和氧化物中的阳离子结合成可溶性氯化物,从而在金属件100表面形成第一孔30;另外,po
43-能够与金属反应形成一层磷酸盐,从而形成珊瑚状的第一孔30。
[0185]
以上实施方式仅用以说明本技术的技术方案而非限制,尽管参照以上较佳实施方式对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换都不应脱离本技术技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1