一种金刚石线锯的加厚槽装置的制作方法
1.本技术涉及电镀线材技术领域,尤其涉及一种金刚石线锯的加厚槽装置。
背景技术:
2.金刚石线锯是通过钢线电镀金刚砂形成的。金刚石线锯的电镀过程包括加厚的步骤,加厚的工艺在加厚槽中进行。现有的一种加厚槽的阳极是设置于线体的下方,其槽内进液口的进液方式为单层圆孔方式进液。上述加厚槽的缺点为:阳极消耗后难以补加,需剪断线体后进行补加,导致生产效率低下;采用单层圆孔方式进液,镀液冲击力大,镀液挥发严重,导致镀液成分在持续生产中不稳定。
技术实现要素:
3.基于上述背景技术的问题,本技术提供了一种金刚石线锯的加厚槽装置,阳极补加方便,提高生产效率,减小进液口液流冲击力,降低了镀液挥发性。
4.本技术的一个实施例提供一种金刚石线锯的加厚槽装置,包括:槽体,包括底板、封板、前侧板、后侧板、第一隔板和第二隔板,所述前侧板、后侧板、第一隔板和第二隔板设置于所述底板上,形成加厚槽;所述第一隔板上设置第一穿线孔,所述第二隔板上设置第二穿线孔;所述封板设置于底板上,位于所述第一隔板和第二隔板的外侧;阳极组件,设置于穿过第一穿线孔和第二穿线孔的线体的上方。
5.根据本技术的一些实施例,所述加厚槽内设置内板,所述内板封闭所述加厚槽的底部。
6.根据本技术的一些实施例,所述内板与所述底板之间设置支撑板。
7.根据本技术的一些实施例,所述金刚石线锯的加厚槽装置还包括:匀流管,设置于所述内板上,所述匀流管连通所述加厚槽的进液口,所述匀流管上设置多个进液孔;罩板,覆盖所述匀流管,所述罩板上设置出液孔。
8.根据本技术的一些实施例,所述加厚槽的进液口设置于所述后侧板上。
9.根据本技术的一些实施例,所述阳极组件包括:支撑框,所述支撑框的两端分别设置在所述前侧板和后侧板上;钛篮,设置于所述支撑框上,所述钛篮与支撑框电连接;阳极袋,设置于所述钛篮的外侧。
10.根据本技术的一些实施例,所述支撑框的外层为包胶层。
11.根据本技术的一些实施例,所述金刚石线锯的加厚槽装置还包括:第一挡板,遮挡所述第一穿线孔,所述第一挡板上设置第五穿线孔,所述第五穿线孔的截面小于所述第一穿线孔;第二挡板,遮挡所述第二穿线孔,所述第二挡板上设置第六穿线孔,所述第六穿线孔的截面小于所述第二穿线孔。
12.根据本技术的一些实施例,所述金刚石线锯的加厚槽装置还包括:导电棒,用于向线体供电;第一包胶辊,设置于所述导电棒的一侧;第二包胶辊,设置于所述导电棒的另一侧。
13.根据本技术的一些实施例,所述第一包胶辊上设置多个导向槽。
14.与现有技术相比,本实用新型的有益效果:
15.1、本实用新型的阳极放置在线体上方,有利于阳极消耗后的补加,从而提高了生产效率。
16.2、本实用新型的匀流装置设计,大大降低了进液时液流的冲击力,降低了镀液的挥发性,提高了镀液成分的稳定性,增强了产品的稳定性。
17.3、本实用新型的钛框采用包胶方式,有效的提高了绝缘性能,避免了阳极框架的边缘效应。
附图说明
18.为了更清楚地说明本技术的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图,而并不超出本技术要求保护的范围。
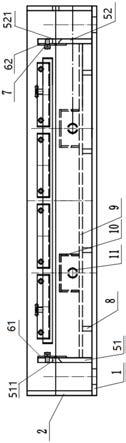
19.图1是本技术一实施例加厚槽装置的主视图;
20.图2是本技术一实施例加厚槽装置的俯视图;
21.图3是本技术一实施例加厚槽装置的侧视图;
22.图4是本技术另一实施例加厚槽装置的主视图;
23.图5是本技术另一实施例加厚槽装置的俯视图;
24.图6是本技术导向槽的示意图。
具体实施方式
25.下面结合本技术实施例中的附图,对本技术的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
26.实施例1
27.如图1、图2和图3所示,本实施例提供一种金刚石线锯的加厚槽装置100。加厚槽装置100包括槽体和阳极组件,阳极组件作为电镀的阳极设置于槽体上。加厚槽装置100用于金刚石线锯电镀的加厚段。
28.槽体包括底板1、封板2、前侧板3、后侧板4、第一隔板51和第二隔板52。
29.前侧板3、后侧板4、第一隔板51和第二隔板52设置于底板上1,前侧板3位于底板的前侧,后侧板4位于底板的后侧,第一隔板51和第二隔板52分别位于底板的两端,前侧板3、后侧板4、第一隔板51、第二隔板52和底板1形成顶端开口的加厚槽。第一隔板51上设置第一穿线孔511,第二隔板52上设置第二穿线孔521,第一穿线孔511与第二穿线孔521相对应,用于穿过线体。本实施例中,第一穿线孔511的轴线与第二穿线孔521的轴线位于同一直线上。
30.封板2设置于底板1上,本实施例中封板2的数量为两个,分为位于第一隔板51和第二隔板52的外侧。两个封板2分别与第一隔板51和第二隔板52形成外围槽,加厚槽中的镀液流出后进入外围槽。在外围槽的底部设置出液口,用于镀液的排出。一个封板2上设置第三
穿线孔,第三穿线孔与第一穿线孔511对应,另一个封板2上设置第四穿线孔,第四穿线孔与第二穿线孔521对应,第三穿线孔和第四穿线孔用于线体穿过封板2。
31.阳极组件设置于穿过第一穿线孔511和第二穿线孔521的线体的上方。阳极组件用于金刚石线锯的电镀。阳极组件与线体的距离可根据实际需求设置。
32.本实施例的阳极组件放置在线体上方,便于阳极消耗后的补加,补加阳极时无需剪断线体,从而提高生产效率。
33.一种可选的方案中,在加厚槽中设置内板9,内板9位于底板1的上方,内板9封闭加厚槽的底部,使得内板9与底板1之间形成空腔。在加厚槽中设置内板9可减少加厚槽镀液的体积,在不影响线体加厚电镀效果的同时减少镀液的用量。
34.根据本技术一个可选的技术方案,内板9与底板1之间设置支撑板8。内板9通过支撑板8设置于底板1上,支撑板8对内板9起到支撑作用。
35.一种可选的方案中,在加厚槽中设置罩板10和匀流管11。可选地,匀流管11采用dn25的pp管单面打孔后,孔口朝上作为进液孔,进液孔的数量为多个。匀流管11平铺在内板9上。本实施例中,匀流管11平行于第一隔板51延伸。匀流管11连通加厚槽的进液口。镀液由进液口流入匀流管11中,由匀流管11的进液孔流出。罩板10覆盖在匀流管11上,罩板10与匀流管11之间设置一定的间隙。罩板10上设置多个出液孔,匀流管11中通过进液孔流出的镀液经过罩板10上的出液孔流入加厚槽中用于线体的电镀。匀流管11喷射出的镀液具有一定的压力,罩板10罩在匀流管11上,对匀流管11喷射出的镀液起到阻挡作用,使镀液由罩板10上的出液孔均匀的流出,大大降低了进液时液流的冲击力,降低了镀液的挥发性,提高了镀液成分的稳定性,增强了产品的稳定性。
36.根据本技术一个可选的技术方案,加厚槽的进液口设置于后侧板4上。匀流管11平行于第一隔板51延伸,将进液口设置于后侧板4上,便于匀流管11与进液口的连接。
37.可选地,根据需要可设置多组罩板10和匀流管11,提高加厚槽的进液能力。
38.一种可选的方案中,阳极组件包括支撑框12、钛篮14和阳极袋15。支撑框12为框架结构,本实施例中,支撑框12为钛框。在前侧板3和后侧板4的内壁上均设置多个挂耳13,支撑框12的两端分别按预设位置放置在挂耳13上。钛篮14设置于支撑框12上,钛篮14与支撑框12电连接,支撑框12连接电源线。阳极袋15套装在钛篮14外侧。阳极袋15可有效阻挡钛篮14中的阳极泥进入镀液中。本实施例的阳极材料为镍块,放置在钛篮14内。
39.根据本技术一个可选的技术方案,支撑框12的外层为包胶层。支撑框12采用包胶的方式,有效的提高了绝缘性能,避免了阳极框架的边缘效应。支撑框12与钛篮14电连接的部分不进行包胶。
40.本实施例的加厚槽装置100可同时对多条线体进行加厚电镀,提高生产效率。使用加厚槽装置100时,先将多条线体穿过第一穿线孔511和第二穿线孔521,再将包胶好后的支撑框12放置在挂耳13上面,然后将装好镍块的钛篮14放置在支撑框12上面,最后打开泵开关给槽内进液即可正常生产。
41.一种可选的方案中,加厚槽装置100对多条线体同时进行加厚时,需适当增大第一穿线孔511和第二穿线孔521的尺寸。然而第一穿线孔511和第二穿线孔521的尺寸过大,会导致加厚槽内的镀液流出过快,液位高度难以满足生产的需求。本实施例在第一隔板51上设置第一挡板61,在第二隔板52上设置第二挡板62,第一挡板61上设置截面小于第一穿线
孔511的第五穿线孔,第二挡板62上设置截面小于第二穿线孔521的第六穿线孔。第一挡板61通过螺钉7设置于第一隔板51上,遮挡第一穿线孔511。第二挡板62通过螺钉7设置于第二隔板52上,遮挡第二穿线孔521。加厚槽中镀液通过第一挡板61的第五穿线孔和第二挡板62上的第六穿线孔流出,满足对加厚槽中液位高度的要求。
42.本实施例通过罩板10和匀流管11的作用,使得加厚槽内的液体流动更均匀,提高线体的加厚电镀效果,可减少槽体内的无效电镀长度,从而缩短加厚槽装置100的整体长度。可选地,本实施例的加厚槽装置100的长度为0.5~4米,相对于传统的加厚槽的长度大大缩短,减少金刚石线锯生产线的占地面积。
43.实施例2
44.如图4和图5所示,本实施例的加厚槽装置与实施例1的加厚槽装置的区别在于增加了:导电棒16、第一包胶辊17和第二包胶辊18。
45.本实施例的加厚槽装置在前侧板3和后侧板4的外侧分别设置支架。导电棒16穿过前侧板3和后侧板4,导电棒16的两端分别铰接于两个支架。线体进行输送时与导电棒16接触,导电棒16用于向线体供电。本实施例中,在其中一个支架上设置水银滑环19,导电棒16连接水银滑环19使得导电棒16既可旋转又能导电。
46.第一包胶辊17的两端分别铰接于两个支架。第二包胶辊18的两端分别铰接于两个支架。第一包胶辊17和第二包胶辊18分别位于导电棒16的两侧。本实施例中,导电棒16位于第一包胶辊17和第二包胶辊18的上方。线体呈v型绕过导电棒16、第一包胶辊17和第二包胶辊18,提高线体与导电棒16的接触面积,保证导电棒16对线体导电的稳定性。
47.本实施例采用双导电单元,双导电单元分别为阳极组件导电和导电棒16导电。通过双导电单元大大降低了多线生产的电压,有效提高了生产速度。
48.如图6所示,根据本技术一个可选的技术方案,第一包胶辊17的外壁上设置多个导向槽171。导向槽171沿第一包胶辊17的圆周方向延伸,对线体起到导向作用。线体输送时,不同的线体位于不同的导向槽171中,有效的解决多线生产共槽的问题。
49.以上对本技术实施例进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明仅用于帮助理解本技术的技术方案及其核心思想。因此,本领域技术人员依据本技术的思想,基于本技术的具体实施方式及应用范围上做出的改变或变形之处,都属于本技术保护的范围。综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1