一种发孔腐蚀方法、中高压腐蚀箔及其制备方法与流程
1.本发明涉及中高压腐蚀箔制备技术领域,更具体地,涉及一种发孔腐蚀方法、中高压腐蚀箔及其制备方法。
背景技术:
2.电子信息技术和设备的快速发展和迭代,促进铝电解电容器小型化和片式化,这对铝电解电容器用阳极箔的静电等性能提出了更高的要求。
3.目前,中高压铝箔的电解腐蚀工艺一般包括预处理、发孔腐蚀、扩孔腐蚀、后处理四个主要步骤。预处理的主要是将铝箔置于盐酸和硫酸的混合溶液中,除去光箔表面油污、杂质及氧化膜,改善表面状态,促进铝箔下一步发孔腐蚀时形成均匀分布的隧道孔;发孔腐蚀主要是通过将预处理后的铝箔置于硫酸和盐酸的混合溶液中施加直流电腐蚀,在铝箔表面形成具有一定长度和孔径的初始隧道孔;扩孔腐蚀主要是将经过发孔腐蚀的铝箔置于硝酸溶液中加电腐蚀,使隧道孔孔径进一步扩大至所需尺寸,避免化成时隧道孔被氧化膜堵死,获得高静电容量;后处理则主要是将经过扩孔腐蚀的铝箔置于硝酸溶液中,消除铝箔表面残留的金属杂质、箔灰以及隧道孔内的氯离子。
4.在实际生产中,腐蚀孔密度、孔洞形状及孔深入一致性是获得高静电容量的关键。为了控制孔洞形状及孔深入一致性,进而提高静电容量,现有技术公开了一种通过将发孔腐蚀后的铝箔浸入到硝酸或盐酸溶液中实现提高静电容量的方法,但该方法制备得到的腐蚀箔存在无效小孔多的问题。
技术实现要素:
5.本发明的首要目的是克服现有中高压腐蚀箔制备方法制备得到的腐蚀箔无效小孔多的问题,提供一种发孔腐蚀方法。
6.本发明的另一目的是提供一种中高压腐蚀箔的制备方法。
7.本发明的再一目的是提供一种中高压腐蚀箔。
8.本发明的进一步目的是提供所述中高压腐蚀箔的应用。
9.本发明的上述目的通过以下技术方案实现:
10.一种发孔腐蚀方法,步骤如下:
11.将铝箔置于腐蚀液中依次进行第一次大电流腐蚀和第一次小电流腐蚀;所述第一次大电流腐蚀电流密度为0.4~0.8a/cm2;所述第一次小电流腐蚀电流密度为0.05~0.25a/cm2;
12.所述发孔腐蚀总时间为95~170s,其中第一次小电流腐蚀时间为15~50s;
13.所述腐蚀液中盐酸浓度为2~5wt.%,硫酸浓度为25~35wt.%,铝离子浓度为0.3~0.6mol/l,所述腐蚀液温度为65~75℃。
14.本发明所述发孔腐蚀方法在大电流腐蚀之后增加小电流腐蚀,通过控制小电流腐蚀的电流密度和腐蚀时间,可在基本不新增点蚀孔的情况下小幅扩大和深入发孔孔洞,减
少中高压腐蚀箔制备时扩孔过程中铝离子向外扩散的阻力,有利于后续扩孔腐蚀孔洞深入和扩孔的一致性,减少无效小孔对中高压腐蚀箔静电容量的不利影响,从而提高制备得到的腐蚀箔的静电容量。
15.优选地,所述第一次小电流腐蚀电流密度为0.1~0.2a/cm2。
16.优选地,所述发孔腐蚀总时间为110~130s,其中第一次小电流腐蚀时间为20~40s。
17.优选地,所述腐蚀液中盐酸浓度为4wt.%,硫酸浓度为32wt.%,铝离子浓度为0.43mol/l,所述腐蚀液温度为70℃。
18.优选地,所述第一次大电流腐蚀分2段或2段以上进行,相邻两段大电流腐蚀之间进行所述第一次小电流腐蚀。
19.优选地,所述第一次小电流腐蚀后将进行第二次大电流腐蚀,所述第一次大电流腐蚀时间为50~70s,第一次小电流腐蚀时间为20~40s;
20.第二次大电流腐蚀时间为20~40s,电流密度0.5~0.6a/cm2。
21.更优选地,所述第二次大电流腐蚀后进行第二次小电流腐蚀,第二次小电流腐蚀时间为20~40s,电流密度为0.1~0.2a/cm2。
22.本发明还提供一种中高压腐蚀箔的制备方法,包括将铝箔依次进行预处理、发孔腐蚀、扩孔腐蚀和后处理四个步骤,所述发孔腐蚀按照上述发孔腐蚀方法进行。
23.优选地,所述预处理为将铝箔置于硫酸和盐酸混合溶液中处理,溶液温度为55~70℃、处理时间20~30s。
24.更优选地,所述预处理为将铝箔置于4wt.%盐酸和32wt.%硫酸的混合溶液中处理,溶液温度为60℃、处理时间为20s。
25.优选地,所述扩孔腐蚀为将铝箔水洗后置于硝酸浓度为5~10wt.%的溶液中加电腐蚀,电流密度为0.15~0.25a/cm2,加电腐蚀时间为400~480s,溶液温度为65-80℃。
26.更优选地,所述扩孔腐蚀为将铝箔水洗后置于硝酸浓度为8wt.%的溶液中加电腐蚀,电流密度为0.2a/cm2,加电腐蚀时间为450s,溶液温度为70℃。
27.优选地,所述后处理为将经过扩孔腐蚀的铝箔水洗后置于硝酸浓度为5~10wt.%的溶液中处理40~80s,溶液温度为60~80℃,然后烘干。
28.更优选地,所述后处理为将经过扩孔腐蚀的铝箔水洗后置于硝酸浓度为6wt.%的溶液中处理60s,溶液温度为65℃,然后烘干。
29.优选地,所述烘干温度为150~200℃,时间为60~120s。
30.本发明还提供所述方法制备得到的一种中高压腐蚀箔。
31.与现有技术相比,本发明的有益效果是:
32.本发明提供了一种发孔腐蚀方法,所述发孔腐蚀方法在大电流腐蚀之后或大电流腐蚀进行时增加小电流腐蚀,可在基本不新增点蚀孔的情况下小幅扩大和深入发孔孔洞,有利于后续扩孔腐蚀孔洞深入和扩孔的一致性,减少无效小孔对中高压腐蚀箔静电容量的不利影响,提高了制备得到的中高压腐蚀箔的静电容量。
附图说明
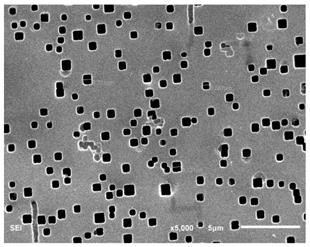
33.图1为实施例12所得腐蚀箔的表面sem图。
34.图2为对比例1所得腐蚀箔的表面sem图。
具体实施方式
35.为了更清楚、完整的描述本发明的技术方案,以下通过具体实施例进一步详细说明本发明,应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明,可以在本发明权利限定的范围内进行各种改变。
36.实施例1
37.本实施例提供一种中高压腐蚀箔的制备方法,包括如下步骤:
38.s1.预处理:取纯度大于或等于99.99%hec130μm厚度软态电子铝箔,在4wt.%盐酸和32wt.%硫酸的混合溶液中处理,处理温度为60℃,处理时间为20s;
39.s2.发孔腐蚀:
40.s21.将经过预处理的铝箔置于盐酸浓度为4wt.%,硫酸浓度为32wt.%,铝离子浓度为0.43mol/l的腐蚀液中进行第一次大电流腐蚀,腐蚀条件为电流密度0.55a/cm2,腐蚀液温度72℃、腐蚀时间90s;
41.s22.步骤s21结束后进行第一次小电流腐蚀,腐蚀条件为电流密度0.05a/cm2、腐蚀液温度为70℃、腐蚀时间15s;小电流腐蚀腐蚀液中盐酸浓度为4wt.%,硫酸浓度为32wt.%,铝离子浓度为0.43mol/l;
42.s3.扩孔腐蚀:s2完成后水洗干净,置于8%的硝酸溶液中,在70℃、电流密度为0.2a/cm2的腐蚀条件下加电腐蚀450s;
43.s4.后处理:经过扩孔腐蚀、水洗后的铝箔置于6%硝酸溶液中处理,处理温度为65℃、处理时间为60s,然后在160℃下烘干,得到中高压腐蚀箔。
44.实施例2
45.本实施例提供另一种中高压腐蚀箔的制备方法,与实施例1的区别仅在于,步骤s22中,电流密度为0.1a/cm2,腐蚀时间为20s。
46.实施例3
47.本实施例提供另一种中高压腐蚀箔的制备方法,与实施例2的区别仅在于,步骤s22中,腐蚀液温度为73℃。
48.实施例4
49.本实施例提供另一种中高压腐蚀箔的制备方法,与实施例2的区别仅在于,步骤s22中,腐蚀液温度为67℃。
50.实施例5
51.本实施例提供另一种中高压腐蚀箔的制备方法,与实施例1的区别仅在于,步骤s22中,电流密度为0.15a/cm2,腐蚀时间为25s。
52.实施例6
53.本实施例提供另一种中高压腐蚀箔的制备方法,与实施例1的区别仅在于,步骤s22中,电流密度为0.20a/cm2,腐蚀时间为40s。
54.实施例7
55.本实施例提供另一种中高压腐蚀箔的制备方法,与实施例1的区别仅在于,步骤s22中,电流密度为0.25a/cm2,腐蚀时间为50s。
56.实施例8
57.本实施例提供另一种中高压腐蚀箔的制备方法,包括如下步骤:
58.s1.预处理:同实施例1步骤s1;
59.s2.发孔腐蚀:
60.s21.将经过预处理的铝箔置于盐酸浓度为4wt.%,硫酸浓度为32wt.%,铝离子浓度为0.43mol/l的腐蚀液中进行第一次大电流腐蚀,腐蚀条件为电流密度0.55a/cm2、腐蚀液温度72℃、腐蚀时间70s;
61.s22.步骤s21结束后进行第一次小电流腐蚀,腐蚀条件为电流密度0.1a/cm2、腐蚀液温度为70℃、腐蚀时间20s;小电流腐蚀腐蚀液中盐酸浓度为4wt.%,硫酸浓度为32wt.%,铝离子浓度为0.43mol/l;
62.s23.步骤s22结束后再将铝箔置于盐酸浓度为4wt.%,硫酸浓度为32wt.%,铝离子浓度为0.43mol/l的腐蚀液中进行第二次大电流腐蚀,腐蚀条件为电流密度0.55a/cm2、温度72℃、腐蚀时间20s;
63.s3.扩孔腐蚀:s2完成后水洗干净,置于8%的硝酸溶液中,在70℃、电流密度为0.2a/cm2的腐蚀条件下加电腐蚀450s;
64.s4.后处理:同实施例1步骤s4。
65.实施例9
66.本实施例提供另一种中高压腐蚀箔的制备方法,与实施例8的区别仅在于,步骤s21中,腐蚀时间50s,步骤s23中,腐蚀时间40s。
67.实施例10
68.本实施例提供另一种中高压腐蚀箔的制备方法,与实施例8的区别仅在于,步骤s21中,腐蚀时间20s,步骤s23中,腐蚀时间70s。
69.实施例11
70.本实施例提供另一种中高压腐蚀箔的制备方法,与实施例8的区别仅在于,步骤s22中,腐蚀时间40s。
71.实施例12
72.本实施例提供另一种中高压腐蚀箔的制备方法,包括如下步骤:
73.s1.预处理:同实施例1步骤s1;
74.s2.发孔腐蚀:
75.s21.将经过预处理的铝箔置于盐酸浓度为4wt.%,硫酸浓度为32wt.%,铝离子浓度为0.43mol/l的腐蚀液中进行第一次大电流腐蚀,腐蚀条件为电流密度0.55a/cm2、腐蚀温度72℃、腐蚀时间70s;
76.s22.步骤s21结束后进行第一次小电流腐蚀,腐蚀条件为电流密度0.1a/cm2、腐蚀温度为70℃、腐蚀时间20s;小电流腐蚀腐蚀液中盐酸浓度为4wt.%,硫酸浓度为32wt.%,铝离子浓度为0.43mol/l;
77.s23.步骤s22结束后再将铝箔置于盐酸浓度为4wt.%,硫酸浓度为32wt.%,铝离子浓度为0.43mol/l的腐蚀液中进行第二次大电流腐蚀,腐蚀条件为电流密度0.55a/cm2、腐蚀温度72℃、腐蚀时间20s;
78.s24.步骤s23结束后进行第二次小电流腐蚀,腐蚀条件为电流密度0.1a/cm2、温度
为70℃、腐蚀时间20s;第二次小电流腐蚀腐蚀液中盐酸浓度为4wt.%,硫酸浓度为32wt.%,铝离子浓度为0.43mol/l;
79.s3.扩孔腐蚀:同实施例1步骤s3;
80.s4.后处理:同实施例1步骤s4。
81.实施例13
82.本实施例提供另一种中高压腐蚀箔的制备方法,与实施例12的区别仅在于,步骤s24中,腐蚀时间40s,电流密度为0.2a/cm2。
83.实施例14
84.本实施例提供一种中高压腐蚀箔的制备方法,包括如下步骤:
85.s1.预处理:取纯度大于或等于99.99%hec130μm厚度软态电子铝箔,在4wt.%盐酸和32wt.%硫酸的混合溶液中处理,处理温度为55℃,处理时间为30s;
86.s2.发孔腐蚀:
87.s21.将经过预处理的铝箔置于盐酸浓度为2wt.%,硫酸浓度为25wt.%,铝离子浓度为0.3mol/l的腐蚀液中进行第一次大电流腐蚀,腐蚀条件为电流密度0.8a/cm2,腐蚀液温度65℃、腐蚀时间80s;
88.s22.步骤s21结束后进行第一次小电流腐蚀,腐蚀条件为电流密度0.25a/cm2、腐蚀液温度为65℃、腐蚀时间15s;小电流腐蚀腐蚀液中盐酸浓度为2wt.%,硫酸浓度为25wt.%,铝离子浓度为0.3mol/l;
89.s3.扩孔腐蚀:s2完成后水洗干净,置于5%的硝酸溶液中,在65℃、电流密度为0.15a/cm2的腐蚀条件下加电腐蚀480s;
90.s4.后处理:经过扩孔腐蚀、水洗后的铝箔置于6%硝酸溶液中处理,处理温度为65℃、处理时间为60s,然后在160℃下烘干,得到中高压腐蚀箔。
91.实施例15
92.本实施例提供一种中高压腐蚀箔的制备方法,包括如下步骤:
93.s1.预处理:取纯度大于或等于99.99%hec130μm厚度软态电子铝箔,在4wt.%盐酸和32wt.%硫酸的混合溶液中处理,处理温度为70℃,处理时间为20s;
94.s2.发孔腐蚀:
95.s21.将经过预处理的铝箔置于盐酸浓度为5wt.%,硫酸浓度为35wt.%,铝离子浓度为0.6mol/l的腐蚀液中进行第一次大电流腐蚀,腐蚀条件为电流密度0.4a/cm2,腐蚀液温度75℃、腐蚀时间120s;
96.s22.步骤s21结束后进行第一次小电流腐蚀,腐蚀条件为电流密度0.05a/cm2、腐蚀液温度为75℃、腐蚀时间50s;小电流腐蚀腐蚀液中盐酸浓度为5wt.%,硫酸浓度为35wt.%,铝离子浓度为0.6mol/l;
97.s3.扩孔腐蚀:s2完成后水洗干净,置于10%的硝酸溶液中,在80℃、电流密度为0.25a/cm2的腐蚀条件下加电腐蚀400s;
98.s4.后处理:经过扩孔腐蚀、水洗后的铝箔置于6%硝酸溶液中处理,处理温度为65℃、处理时间为60s,然后在160℃下烘干,得到中高压腐蚀箔。
99.对比例1
100.本对比例提供一种中高压腐蚀箔的制备方法,与实施例1的区别仅在于,本对比例
不进行步骤s22。
101.对比例2
102.本对比例提供一种中高压腐蚀箔的制备方法,包括如下步骤:
103.s1.前处理:将铝箔放在温度为80℃,含有质量百分比为3%盐酸和35%硫酸的混合溶液中浸泡120s;
104.s2.一级发孔腐蚀:将前处理过的铝箔放在温度75℃的发孔腐蚀液中,施加电流密度为600ma/cm2的直流电进行发孔腐蚀80s,发孔腐蚀液为含有质量百分比为3%盐酸和35%硫酸的混合溶液;
105.s3.中处理:将一级发孔腐蚀后的铝箔浸入到浓度为30g/l,处理温度为50℃的盐酸溶液中处理120s。
106.s4.二级扩孔腐蚀:将中处理后的铝箔直接放在温度为70℃的扩孔腐蚀液中,施加电流密度为100ma/cm2的直流电进行扩孔腐蚀72s,扩孔腐蚀液为含有质量百分比3%硝酸的溶液;
107.s5.后处理:将二级扩孔完的腐蚀箔放在温度为70℃的5%硝酸溶液中浸泡100s,然后水洗干净,得到中高压腐蚀箔。
108.对比例3
109.本对比例提供一种中高压腐蚀箔的制备方法,与实施例1的区别仅在于,步骤s22中腐蚀电流密度为0.30a/cm2。
110.对比例4
111.本对比例提供一种中高压腐蚀箔的制备方法,与实施例1的区别仅在于,步骤s22中腐蚀时间为60s。
112.性能检测
113.对上述实施例1~15和对比例1~4所得中高压腐蚀铝箔进行检测,检测项目为520v静电容量、折曲强度和样品厚度,采用eiaj法小样化成,结果如下表1所示。
114.表1
[0115][0116][0117]
从上表1可知,腐蚀样厚度基本没有差异,折曲强度也在产品要求范围内(65回以上),可见小电流腐蚀处理对腐蚀样品厚度的减薄没有明显的影响,折曲强度下降也不明显。
[0118]
从实施例8~10可以看出,发孔腐蚀中,第一段电流腐蚀时间越长,腐蚀箔静电容量越高。
[0119]
从实施例8和实施例12来看,发孔腐蚀中,第二次大电流腐蚀结束后进行第二次小电流腐蚀,可进一步提高腐蚀箔的静电容量。
[0120]
从实施例1和对比例3~4来看,增大小电流腐蚀电流密度或延长小电流腐蚀时间,不利于静电容量的提高,原因在于小电流腐蚀电流密度过大或时间过长,会产生更多新的点蚀孔,而不是有效地扩大和深入原有的点蚀孔,造成后续扩孔腐蚀无效小孔的比例增加。
[0121]
而从实施例1~15和对比例1~4来看,本发明所述方法均能提高制备得到的腐蚀
箔的静电容量。
[0122]
分别对实施例12和对比例1所述腐蚀箔做sem分析,图1和图2分别为实施例12和对比例1所得腐蚀箔的表面sem图,对比两者的发孔情况,统计结果如下表2所示。
[0123]
表2
[0124][0125][0126]
从sem发孔数量和孔径统计数据看,与对比例1比较,实施例12在抛光5μm厚度上孔数没有明显增加,但随着抛光深度的增加,孔数衰减趋势较缓,孔径衰减趋势也较缓,表明本发明所述发孔腐蚀方法有利于改善后续扩孔腐蚀孔洞深入和扩孔的一致性,减少无效小孔对腐蚀箔静电容量不利影响。实施例1~11和实施例13~15所述腐蚀箔的sem图与实施例12类似。
[0127]
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1