清洗装置的制作方法
1.本技术涉及铝箔加工装置领域,尤其涉及一种清洗装置。
背景技术:
2.目前铝蜂窝芯的制造方法以胶粘后拉伸成型为主。通常在铝箔表面涂胶前需要进行清洗,将铝箔表面在生产过程中粘有的油渍和灰尘等处理干净。
3.但是现有的清洗设备对铝箔表面的清洗并不彻底,导致胶条粘接效果不好,会出现胶条剥离等现象,从而影响蜂窝的拉伸强度。
技术实现要素:
4.有鉴于此,本技术提出了一种清洗装置,在铝箔进行表面涂胶前,将铝箔表面的油渍及灰尘处理干净,并进行表面阳极化处理,使胶条在铝箔表面更好的粘接。
5.根据本技术的一方面,提供了一种清洗装置,包括洗槽、电解槽和输送装置;
6.所述洗槽设有两个以上,两个以上的所述洗槽沿水平方向依次分布,两个以上的所述洗槽的内部腔体均适用于放置清洗物料;
7.所述电解槽沿所述洗槽的排布方向设置在所述洗槽的一侧,所述电解槽的内部腔体适用于放置电解液;
8.所述输送装置固定在两个以上的所述洗槽和所述电解槽上,所述输送装置依次贯穿两个以上的所述洗槽的内部腔体和所述电解槽的内部腔体,以使待处理物料依次通过两个以上的所述洗槽和所述电解槽。
9.在一种可能的实现方式中,所述洗槽包括第一碱洗槽和第一水洗槽;
10.所述第一碱洗槽与所述第一水洗槽相邻设置,所述第一碱洗槽的腔体内部设有第一加热装置,所述第一水洗槽的腔体内部设有第二加热装置。
11.在一种可能的实现方式中,所述洗槽还包括第二碱洗槽和第二水洗槽;
12.所述第一碱洗槽、所述第一水洗槽、所述第二碱洗槽和所述第二水洗槽依次相邻分布;
13.所述第二碱洗槽的腔体内部设有第三加热装置,所述第二水洗槽的腔体内部设有第四加热装置。
14.在一种可能的实现方式中,所述洗槽还包括酸洗槽、第一喷淋槽和第二喷淋槽;
15.所述第一喷淋槽设置在所述第二水洗槽远离所述第二碱洗槽的一端;
16.所述第二水洗槽、所述第一喷淋槽、所述酸洗槽和所述第二喷淋槽依次相邻分布;
17.所述第一喷淋槽的腔体内部和所述第二喷淋槽的腔体内部均设有高压液体喷头。
18.在一种可能的实现方式中,还包括第三喷淋槽;
19.所述电解槽设置在所述第二喷淋槽远离所述酸洗槽的一端;
20.所述第二喷淋槽、所述电解槽和所述第三喷淋槽依次相邻分布;
21.所述第三喷淋槽的腔体内部设有高压液体喷头。
22.在一种可能的实现方式中,还包括阳极辊,所述阳极辊设置在所述电解槽靠近所述第二喷淋槽的一端;
23.所述阳极辊用于与所述电解槽配合,使待处理物料与所述电解槽中的电解液发生电解反应。
24.在一种可能的实现方式中,所述输送装置为导向辊;
25.所述导向辊为多个,多个所述导向辊呈折线状依次排布在所述洗槽和所述电解槽处。
26.在一种可能的实现方式中,还包括涂胶单元;
27.所述涂胶单元包括第一烘干箱、涂胶装置和第二烘干箱;
28.所述洗槽、所述电解槽、所述第一烘干箱、所述涂胶装置和所述第二烘干箱沿水平方向依次设置。
29.在一种可能的实现方式中,所述第一烘干箱和所述第二烘干箱均设有通风腔体和安装腔体;
30.所述通风腔体设置在所述安装腔体的上方;
31.所述安装腔体的内部设有热风机,所述热风机通过管路与所述通风腔体相连通。
32.在一种可能的实现方式中,还包括放卷装置和收卷装置;
33.所述放卷装置设置在所述洗槽远离所述涂胶单元的一侧,所述收卷装置设置在所述涂胶单元远离所述洗槽的一侧;
34.所述放卷装置沿放卷轴的轴线方向可移动设置;
35.所述收卷装置沿收卷轴的轴线方向可移动设置。
36.通过设置两个以上的洗槽、电解槽和输送装置,使待处理物料依次通过洗槽的腔体内部和电解槽的内部腔体。洗槽的内部腔体放置有清洗物料,用于去除待处理物料表面的杂质及油污,再进入电解槽进行电解反应,对待处理物料的表面进一步处理,使胶可以更好的附着在待处理物料表面。
37.根据下面参考附图对示例性实施例的详细说明,本技术的其它特征及方面将变得清楚。
附图说明
38.包含在说明书中并且构成说明书的一部分的附图与说明书一起示出了本技术的示例性实施例、特征和方面,并且用于解释本技术的原理。
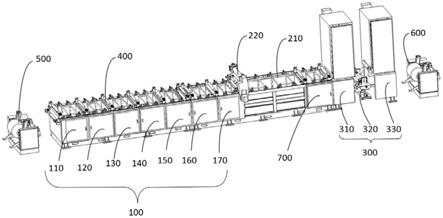
39.图1示出本技术实施例的清洗装置的主体结构图。
具体实施方式
40.以下将参考附图详细说明本技术的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
41.其中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为
了便于描述本实用新型或简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
42.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
43.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。
44.另外,为了更好的说明本技术,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本技术同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件和电路未作详细描述,以便于凸显本技术的主旨。
45.图1示出根据本技术一实施例的主体结构图。如图1所示,该清洗装置包括洗槽100、电解槽210和输送装置。洗槽100设有两个以上,两个以上的洗槽100沿水平方向依次分布,两个以上的洗槽100的内部腔体均适用于放置清洗物料。电解槽210沿洗槽100的排布方向设置在洗槽100的一侧,电解槽210 的内部腔体适用于放置电解液。输送装置固定在两个以上的洗槽100和电解槽210上,输送装置依次贯穿两个以上的洗槽100的内部腔体和电解槽210的内部腔体,以使待处理物料依次通过两个以上的洗槽100和电解槽210。
46.本技术实施例清洗装置通过设置两个以上的洗槽100、电解槽210和输送装置,使待处理物料依次通过洗槽100的腔体内部和电解槽210的内部腔体。洗槽100的内部腔体放置有清洗物料,用于去除待处理物料表面的杂质及油污,再进入电解槽210进行电解反应,对待处理物料的表面进一步处理,使胶可以更好的附着在待处理物料表面。此处,需要说明的是,待处理物料为铝箔。
47.在一种可能的实现方式中,洗槽100包括第一碱洗槽110和第一水洗槽 120。第一碱洗槽110与第一水洗槽120相邻设置,第一碱洗槽110的腔体内部设有第一加热装置,第一水洗槽120的腔体内部设有第二加热装置。第一碱洗槽110的腔体内部放置有碱性溶液,第一水洗槽120的腔体内部放置有水,铝箔依次通过第一碱洗槽110的腔体内部和第一水洗槽120的腔体内部,传输装置使铝箔先通过第一碱洗槽110的腔体内部并被碱性溶液浸没,再通过第一水洗槽120的腔体内部并被水浸没。铝箔在制作时会有残留在表面的油污,利用碱性物质与油脂发生皂化反应和乳化反应进行脱脂,防止后续的加工出现油包和油斑的产生。经过碱洗处理后的铝箔进入第一水洗槽120洗去乳化反应和皂化反应残留在铝箔表面的生成物,及其他杂质,设置在第一碱洗槽 110内部的第一加热装置,用于加热第一碱洗槽110腔体内部的设置的碱性溶液,加速乳化反应和皂化反应,使油污去除得更加彻底。设置在第一水洗槽 120内部的第一加热装置,用于加热第一水洗槽120腔体内部设置的水,使清洗效果更好。
48.在一种可能的实现方式中,洗槽100还包括第二碱洗槽130和第二水洗槽 140。第二碱洗槽130的腔体内部设有第三加热装置,第二水洗槽140的腔体内部设有第四加热装置。第一碱洗槽110、第一水洗槽120、第二碱洗槽130 和第二水洗槽140依次相邻设置。使经过第一碱洗槽110和第一水洗槽120的铝箔再次进入第二碱洗槽130和第二水洗槽140,重复第一碱洗槽110和第一水洗槽120的清洗过程,使清洁更加彻底。
49.此处,需要说明的是,设置在第一碱洗槽110腔体内和第二碱洗槽130腔体内的碱性溶液,可以采用本领域技术人员的常规技术手段来实现,此处,不做赘述。
50.在一种可能的实现方式中,洗槽100还包括酸洗槽160、第一喷淋槽150 和第二喷淋槽170。第一喷淋槽150设置在第二水洗槽140远离第二碱洗槽130 的一端。第二水洗槽140、所述第一喷淋槽150、酸洗槽160和第二喷淋槽170 依次相邻分布。第一喷淋槽150的腔体内部和第二喷淋槽170的腔体内部均设有高压液体喷头。酸洗槽160的腔体内部设有酸性溶液。经过第一碱洗槽110、第一水洗槽120、第二碱洗槽130和第二水洗槽140的铝箔,进入第一喷淋槽 150,第一喷淋槽150腔体内部设置的高压液体喷头用于冲去乳化反应和皂化反应残留在铝箔表面的生成物及残留的碱性溶液,使铝箔进入酸洗槽160后,充分与酸性溶液反应,去除铝箔表面自然形成的氧化铝薄膜。通过酸洗槽160 后的铝箔进入第二喷淋槽170,第二喷淋槽170腔体内部设置的高压液体喷头用于冲去铝箔表面残留的酸性溶液。
51.此处,需要说明的是,设置在酸洗槽160腔体内的酸性溶液为硝酸。
52.在一种可能的实现方式中,还包括第三喷淋槽700。电解槽210设置在第二喷淋槽170远离酸洗槽160的一侧。第二喷淋槽170、电解槽210和第三喷淋槽700依次相邻分布。第三喷淋槽700的腔体内部设有高压液体喷头。经过第二喷淋槽170的铝箔进入电解槽210进行电解反应,然后进入第三喷淋槽700,第三喷淋槽700腔体内部设置的高压液体喷头用于冲去铝箔表面残留的电解液。
53.此处,需要说明的是,设置在电解槽210腔体内部的电解液为磷酸。
54.在一种可能的实现方式中,还包括阳极辊220,阳极辊220设置在电解槽 210靠近第二喷淋槽170的一端。阳极辊220用于与电解槽210配合,使待处理物料与电解槽210中的电解液发生电解反应。阳极辊220与直流电源的阳极一端电连接,铝箔与阳极辊220表面相接触,使铝箔带有正电。电解池与直流电源的阴极一端电连接,使电解液带有负电。铝箔在电解池中氧化还原反应,在铝箔表面形成新的氧化膜,铝箔新的氧化膜比起天然氧化膜,其耐蚀性和耐磨性都有明显的改善和提高,也使胶条可以更好的附着在铝箔表面。
55.此处,需要说明的是,设置在电解槽210腔体内部的电解液为磷酸。
56.在一种可能的实现方式中,输送装置为导向辊400。导向辊400为多个,多个导向辊400呈折线状依次排布在洗槽100和电解槽210处。导向辊400用来限制铝箔的运动轨迹,使铝箔可以依次通过多个洗槽100和电解槽210。洗槽 100的腔体内部和电解槽210的腔体内部均设有导向辊400,设置在洗槽100腔体内部和电解槽210腔体内部的导向辊400均靠近对应腔体的底部,使铝箔可以在导向辊400的引导下,通过洗槽100的腔体内部和电解槽210的腔体内部,进而使铝箔被腔体内的溶液浸没。洗槽100的两端和电解槽210的两端均设有导向辊400,且设置在洗槽100两端和电解槽210两端的导向辊400高于所对应的洗槽100和电解槽210,保证铝箔可以绕过洗槽100的侧壁和电解槽210的侧壁进入洗槽100的腔体内部和电解槽210的腔体内部。
57.此处,需要说明的是,输送装置还包括主动辊,主动辊设置在电解槽210 和第二喷淋槽170之间。主动辊位于整个清洗装置的中部,为铝箔的运动提供动力。
58.在一种可能的实现方式中,还包括涂胶单元300。涂胶单元300包括第一烘干箱310、涂胶装置320和第二烘干箱330。涂胶装置320设置在第一烘干箱 310和第二烘干箱330之间。洗槽100、电解槽210、第一烘干箱310、涂胶装置320和第二烘干箱330沿水平方向依次
设置。铝箔经过电解和喷淋后,进入第一烘干箱310,烘干铝箔表面喷淋后残留的液体,然后进入涂胶装置320涂胶,最后进入第二烘干箱330,对涂胶进行烘干,使胶更好的附着在铝箔的表面。
59.在一种可能的实现方式中,第一烘干箱310和第二烘干箱330均设有通风腔体和安装腔体。通风腔体设置在安装腔体的上方。安装腔体的内部设有热风机,热风机通过管路与通风腔体相连通。铝箔在通风腔体中通过,热风机将空气压缩加热后,通过管路输送到通风腔体,对通风腔体中的铝箔进行烘干。
60.此处,需要说明的是,通风腔体内设有导向辊400,使铝箔在通风腔体内的运行轨迹增长,有更多的烘干时间,提高烘干效果。
61.此处,需要说明的是,第一烘干箱310和第二烘干箱330均设有进料口和出料口用于铝箔进出通风腔体。进料口处和出料口处均设有导向辊400。
62.在一种可能的实现方式中,还包括放卷装置500和收卷装置600。放卷装置500和收卷装置600分别设置在洗槽100的相对两侧。放卷装置500设置在洗槽100远离涂胶单元300的一侧,收卷装置600设置在涂胶单元300远离洗槽 100的一侧。装置500沿放卷轴的轴线方向可移动设置。收卷装置600沿收卷轴的轴线方向可移动设置。放卷装置500用于设置待处理的铝箔,收卷装置 600带有动力,用于使铝箔运动,将处理后的铝箔收集成卷,待处理的铝箔由放卷装置500放出,依次通过第一碱洗槽110、第一水洗槽120、第二碱洗槽130、第二水洗槽140、第一喷淋槽150、酸洗槽160、第二喷淋槽170、电解槽210、第三喷淋槽700、第一烘干箱310、涂胶装置320和第二烘干箱330,最后卷入收卷装置600。收卷装置600的底部和放卷装置500的底部均设有滑轮,地面固定有与滑轮配合的滑轨,使收卷装置600和放卷装置500可以沿垂直于铝箔运动轨迹的方向移动,可以装置运行过程中对收卷装置600或放卷装置500进行调整,避免收卷发生偏移。
63.此处,需要说明的是,放卷装置500靠近洗槽100的一侧和收卷装置600 靠近第二烘干箱330的一侧均设有导向辊400。成卷的待处理铝箔设置在放卷装置500上,待处理铝箔的一端依次通过洗槽100、电解槽210和涂胶单元300 后,由收卷装置600卷起。在收卷装置600的带动下,待处理铝箔先通过第一碱洗槽110、第一水洗槽120、第二碱洗槽130和第二水洗槽140,去除铝箔表面的油渍和其他杂质。再通过第一喷淋槽150在去除铝箔表面清洗后的残留杂质,然后进入酸洗槽160去除铝箔表面的自然形成的氧化膜,接着进入第二喷淋槽170去除铝箔表面的酸性溶液。接着进入电解池210进行电解,形成新的氧化膜,接着进入第三喷淋槽700,去除铝箔表面残留的电解液。经过清洗和表面处理的铝箔进入第一烘干箱310,将铝箔表面的水分烘干,然后经过涂胶装置涂胶320,最后进入第二烘干箱330将铝箔表面的涂胶烘干,完成对铝箔的处理。处理后的铝箔被收卷装置600卷起。
64.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1