一种织构化基体表面陶瓷基自润滑复合涂层及其制备方法
1.本发明属于金属表面处理领域,具体涉及一种织构化基体表面陶瓷基自润滑复合涂层及其制备方法。
背景技术:
2.公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
3.铝合金因其比强度高、易加工等优点,在机械装备等领域中被广泛应用,但铝合金表面硬度低、摩擦磨损性能差是制约其应用的关键因素之一。为减小摩擦、降低磨损,对铝合金进行表面改性是有效的解决途径之一。
4.微弧氧化是一种基于阳极氧化发展起来的表面改性技术。它突破了传统阳极氧化技术的限制,可以在特定的电解液和电解参数下通过高压放电,在铝、镁、钛等金属表面原位生长一层高硬度的陶瓷多孔氧化层。但陶瓷层存在着与基体结合界面不可控,陶瓷层表面的微孔、微裂纹等固有缺陷存在着使表面在干摩擦工况下摩擦系数大,加剧对磨件磨损等问题。
5.超声表面滚压加工是通过滚压头沿表面法线方向给材料施加一定幅度的超声机械振动,并在一定静压力和进给速度条件下,滚压头将压力和超声冲击振动传递给被加工材料表面,利用金属在常温状态下的冷塑性特点,可以使材料产生弹塑性变形。在完成加工后,可形成和基体组织之间没有明显断层的硬化层,大幅提高金属表面硬度,产生分布较深的残余压应力,使基体表面的晶粒被明显细化,从而提高了金属材料的疲劳极限及耐磨性。
6.表面织构技术在降低摩擦、减小磨损、改善润滑、提高承载力等方面的优异表现,使之逐渐成为解决摩擦磨损问题的一种有效手段。另外,表面织构可以提高涂层与基体的结合强度,从而延长涂层的使用寿命。超声滚压织构化技术可以在织构形状加工时获得上述表面晶粒细化、大幅提高表面硬度等强化效果,从而可以实现一步加工同时完成织构形状加工和表面强化,简化工序。
7.在表面引入自润滑固体膜层是减摩的有效方法之一,常用的自润滑材料有二硫化钼、石墨、聚四氟乙烯等。在微弧氧化形成的陶瓷层表面利用固体润滑膜进行封孔可以利用其多孔结构作为织构,起到提高润滑膜与陶瓷层结合强度的效果,而且可以有效降低陶瓷层表面的摩擦系数。常见的固体润滑膜制备方法,如旋涂法、物理气相沉积(pvd)、激光熔覆法等已被广泛研究,但这些方法有着成本高、效率低或涂层质量存在缺陷等问题。电射流沉积技术是一种基于电流体动力学的微液滴喷射沉积成型技术。它利用液态流体在电场力、自身重力、表面张力及粘滞力等力的作用下形成稳定的精细射流,并喷射出纳米级液滴沉积在基底上,通过层层累加实现材料的沉积成型。电射流沉积可以在常温常压下实现纳米液滴的按需喷涂,更易实现材料的致密均匀制备,且能耗低、材料利用率高。电射流沉积作为一种新型喷涂技术,具有沉积速率高、可控性强、油墨适应性广、经济性好等优点。
技术实现要素:
8.为了解决铝合金表面硬度低、摩擦磨损性能差的问题,本发明提供了一种织构化基体表面陶瓷基自润滑复合涂层及其制备方法,以提高铝合金表面的摩擦学性能。
9.为实现上述技术目的,本发明采用的技术方案如下:
10.本发明的第一个方面,提供了一种织构化基体表面陶瓷基自润滑复合涂层的制备方法,包括:
11.对基体表面进行超声滚压,形成织构化表面;
12.在所述织构化表面进行微弧氧化,生成陶瓷层;
13.在所述陶瓷层表面采用电射流沉积法喷涂固体润滑膜材料进行封孔,即得。
14.本发明的第二个方面,提供了上述的方法制备的织构化基体表面陶瓷基自润滑复合涂层。
15.本发明的有益效果在于:
16.(1)超声滚压织构化增加了铝合金基体表面的硬度和残余压应力,提高了基体材料的抗疲劳性能,从而提高了复合涂层膜基体系的承载能力,减小了磨损;
17.(2)超声滚压织构化作为一种可控加工技术,实现了对微弧氧化陶瓷层与基体界面的主动调控,加大了陶瓷层和基体的接触面积提高了膜基结合力,同时残余压应力的增加分散了微弧氧化陶瓷层的内应力和膜基界面的应力集中,从而提升了复合涂层的耐磨能力;
18.(3)采用电射流沉积技术喷涂固体润滑膜材料对微弧氧化形成的陶瓷层进行封孔,具有设备简单、成本低、可沉积材料范围广、沉积效率高等优点,且能够有效的降低陶瓷层表面的摩擦系数,减小磨损。
附图说明
19.构成本技术的一部分的说明书附图用来提供对本技术的进一步理解,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。
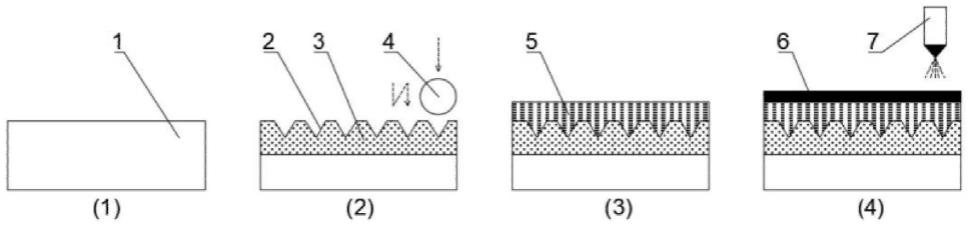
20.图1是一种织构化基体表面陶瓷基自润滑复合涂层的制备方法的流程图。
21.1铝合金基体;2超声滚压织构化形成的微米级沟槽直线织构;3硬化层;4滚压球;5微弧氧化生成的陶瓷层;6电射流沉积技术喷涂的固体润滑膜;7金属喷针。
22.图2是实施例所制得的微米级沟槽直线织构的三维形貌图。
具体实施方式
23.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本技术使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
24.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
25.一方面,一种织构化基体表面陶瓷基自润滑复合涂层的制备方法,先在金属基体
表面进行超声滚压织构化,随后在织构化表面通过微弧氧化生成陶瓷层,最后利用电射流沉积技术在微弧氧化形成的陶瓷层表面喷涂固体润滑膜材料进行封孔。
26.另一方面,一种织构化基体表面陶瓷基自润滑复合涂层,由上述制备方法获得。
27.在一些实施例中,所述在基体表面利用超声滚压加工的织构为微米级沟槽直线织构。织构化加工前需将铝合金基体表面研磨抛光后进行超声清洗以去除表面污渍。所述织构的槽宽为50-200μm,深度为2-8μm,间距为100-400μm。
28.在一些实施例中,所述利用电射流沉积技术喷涂的固体润滑膜材料可根据实际工况需求选择一种或多种混合。具体喷涂步骤包括:
29.制备用于电射流沉积的浆料;
30.采用电射流沉积的方法在微弧氧化形成的陶瓷层表面喷涂固体润滑膜材料进行封孔,利用控制金属喷针移动的方式均匀喷涂满整个陶瓷层表面,多次进行整个表面的喷涂至完成封孔;
31.每完成一次整个表面的喷涂,将涂层依次置于70℃和140℃的预热平台上进行70s的干燥热解处理;
32.将陶瓷基自润滑复合涂层(由陶瓷层、固体润滑剂层组成)进行烧结。
33.在一些实施例中,所述用于电射流沉积的浆料的制备步骤包括:将固体润滑剂粉末、粘结剂、分散剂、有机溶剂、偶联剂经磁力搅拌混合6h制备成电射流沉积所需的浆料。固体润滑剂粉末可根据实际工况需求选择一种或多种混合,其粒径为20-1000nm。固体润滑剂粉末、粘结剂、分散剂、有机溶剂、硅烷偶联剂的质量比为5~8:5~8:2~4:50:1~1.5,优选地,为5:5:2:50:1。
34.在一些实施例中,所述电射流沉积过程的参数有:金属喷针距离基体表面的距离为4-12mm,金属喷针的移动速度为5-25mm/s,直流电压的大小为3.8kv,悬浮液的流量为6-20μl/min。
35.在一些实施例中,所述复合涂层烧结的温度为380℃,保温时间为15min,升温速率为2.5℃/min。
36.下面结合具体的实施例,对本发明做进一步的详细说明,应该指出,所述具体实施例是对本发明的解释而不是限定。
37.实施例1:
38.本发明的一种典型实施方式,提供了一种织构化基体表面陶瓷基自润滑复合涂层的制备方法,基体材料为2024-t4铝合金。首先在铝合金基体表面进行超声滚压织构化,随后在织构化表面通过微弧氧化生成陶瓷层,最后利用电射流沉积技术在微弧氧化形成的陶瓷层表面喷涂固体润滑膜材料进行封孔,制备方法的流程如图1所示。
39.进一步地,所述在铝合金基体表面利用超声滚压加工的织构为微米级沟槽直线织构。织构化加工前需将铝合金基体表面研磨抛光后进行超声清洗以去除表面污渍。所述织构的槽宽为150μm,深度为5μm,间距为300μm,微米级沟槽直线织构的三维形貌图如图2所示。
40.进一步地,所述微米级沟槽织构的超声滚压加工参数包括:静压力为0.15mpa,振幅为7μm,振动频率为30khz,进给速度为1200mm/min,采用直径为6mm的硬质合金滚压球,沿间距为150μm的平行直线路径滚压加工1次。
41.进一步地,所述微弧氧化过程中,采用去离子水将硅酸钠、六偏磷酸钠、氢氧化钠混合搅拌并超声震荡获得电解液,其中硅酸钠15g/l、六偏磷酸钠5g/l、氢氧化钠2g/l。以铝合金基体为正极,电解槽作为负极,采用25℃恒温水浴环境,微弧氧化电参数包括:频率为500hz,占空比为20%,电压为450v,处理时间为30min。最后将微弧氧化后的基体置于无水乙醇中进行超声清洗,经自然晾干后即获得表面覆有微弧氧化陶瓷层的基体。
42.所述利用电射流沉积技术喷涂的固体润滑膜材料为聚四氟乙烯(ptfe)和二硫化钼(mos2)的混合,具体喷涂步骤包括:
43.制备用于电射流沉积的浆料;
44.采用电射流沉积的方法在微弧氧化形成的陶瓷层表面喷涂固体润滑膜材料进行封孔,利用控制金属喷针移动的方式均匀喷涂满整个陶瓷层表面,多次进行整个表面的喷涂至完成封孔;
45.每完成一次整个表面的喷涂,将涂层依次置于70℃和140℃的预热平台上进行70s的干燥热解处理;
46.将陶瓷基自润滑复合涂层(由陶瓷层、固体润滑剂层组成)进行烧结。
47.进一步地,所述用于电射流沉积的浆料的制备步骤包括:将固体润滑剂粉末、粘结剂、分散剂、有机溶剂、偶联剂经磁力搅拌混合6h制备成电射流沉积所需的浆料。固体润滑剂粉末、粘结剂、分散剂、有机溶剂、硅烷偶联剂的质量比为5:5:2:50:1。所述固体润滑剂粉末为ptfe粉末和mos2粉末的混合,ptfe粉末的粒径为400nm,mos2粉末的粒径为200nm。所述粘结剂为聚苯硫醚粉末(pps),所述分散剂为乙基纤维素,所述有机溶剂为无水乙醇,所述偶联剂为kh-570。ptfe粉末、mos2粉末、pps粉末、乙基纤维素、无水乙醇、kh570偶联剂的质量比为4:1:5:2:50:1。
48.进一步地,所述电射流沉积过程的参数有:金属喷针距离基体表面的距离为5mm,金属喷针的移动速度为10mm/s,悬浮液的流量为8μl/min。
49.进一步地,所述陶瓷基自润滑复合涂层的烧结温度为380℃,保温时间为15min,升温速率为2.5℃/min。
50.对比例1:
51.一种织构化基体表面微弧氧化陶瓷层的制备方法,基体材料为2024-t4铝合金。首先在铝合金基体表面进行超声滚压织构化,随后在织构化表面通过微弧氧化生成陶瓷层。
52.进一步地,所述在铝合金基体表面利用超声滚压加工的织构为微米级沟槽型直线织构。织构化加工前需将铝合金基体表面研磨抛光后进行超声清洗以去除表面污渍。作为其中的一种实施方式,所述织构的槽宽为150μm,深度为5μm,间距为300μm。
53.进一步地,所述微米级沟槽织构的超声滚压加工参数包括:静压力为0.15mpa,振幅为7μm,振动频率为30khz,进给速度为1200mm/min,采用直径为6mm的硬质合金滚压球,沿间距为150μm的平行直线路径滚压加工1次。
54.进一步地,所述微弧氧化过程中,采用去离子水将硅酸钠、六偏磷酸钠、氢氧化钠混合搅拌并超声震荡获得电解液,其中硅酸钠15g/l、六偏磷酸钠5g/l、氢氧化钠2g/l。以铝合金基体为正极,电解槽作为负极,采用25℃恒温水浴环境,微弧氧化电参数包括:频率为500hz,占空比为20%,电压为450v,处理时间为30min。最后将微弧氧化后的基体置于无水乙醇中进行超声清洗,经自然晾干后即获得表面覆有微弧氧化陶瓷层的基体。
55.对比例2:
56.一种基体表面微弧氧化陶瓷层的制备方法,基体材料为2024-t4铝合金,通过微弧氧化在基体表面生成陶瓷层。微弧氧化前需将铝合金基体表面研磨抛光后进行超声清洗以去除表面污渍。
57.进一步地,所述微弧氧化过程中,采用去离子水将硅酸钠、六偏磷酸钠、氢氧化钠混合搅拌并超声震荡获得电解液,其中硅酸钠15g/l、六偏磷酸钠5g/l、氢氧化钠2g/l。以铝合金基体为正极,电解槽作为负极,采用25℃恒温水浴环境,微弧氧化电参数包括:频率为500hz,占空比为20%,电压为450v,处理时间为30min。最后将微弧氧化后的基体置于无水乙醇中进行超声清洗,经自然晾干后即获得表面覆有微弧氧化陶瓷层的基体。
58.对上述对比例1和对比例2进行球盘式往复摩擦磨损实验。摩擦磨损实验参数为:温度为常温25℃,对磨材料为si3n4球,其直径为9.525毫米,恒定负载为5n、行程长度为5mm、移动速度为5mm/s,测试时间为20min。
59.对比例1和对比例2的性能对比结果如表1所示。
60.表1
61.实验组对比例1对比例2平均摩擦系数0.750.83磨损寿命1027s621s
62.由表1可知,对比例1相比于对比例2平均摩擦系数降低,磨损寿命提高,说明本发明中的超声滚压织构化处理能够提升微弧氧化陶瓷层的磨损寿命,超声滚压织构化所带来的基体强化和膜基界面性能改善是超声滚压织构化基体表面微弧氧化陶瓷层耐磨性提高的主要原因。
63.对实施例1和对比例1进行球盘式往复摩擦磨损实验。摩擦磨损实验参数为:温度为常温25℃,对磨材料为si3n4球,其直径为9.525毫米,恒定负载为5n、行程长度为5mm、移动速度为5mm/s,测试时间为20min。
64.实施例1和对比例1的性能对比结果如表2所示。
65.表2
66.实验组实施例对比例1平均摩擦系数0.150.74
67.由表2可知,实施例1相比对比例1的平均摩擦系数表现出明显降低,说明本发明中电射流沉积的固体润滑膜可以有效地发挥自润滑性能,大幅降低了干摩擦工况下的摩擦系数,提高了复合涂层整体的摩擦学性能。
68.最后应该说明的是,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明保护范围的限制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1