一种不同硅、锰含量中铬超纯铁素体不锈钢表面酸洗方法与流程
1.本发明涉及轧钢技术领域,尤其涉及一种不同硅、锰含量中铬(铬含量17-23%)超纯铁素体不锈钢带钢表面酸洗方法。
背景技术:
2.中铬(铬含量17-23%)超纯铁素体在成品线退火改善材料组织时,表面同时被氧化,存在较厚的氧化层,需要通过化学酸洗去除表面氧化层并钝化表面。
3.在工业生产中发现,中铬超纯铁素体不锈钢中微量元素硅、锰含量的差异,对成品酸洗后表面色泽、耐蚀性影响明显。而硅、锰作为冶炼残余元素,或者硅作为冶炼的脱氧材料,在不锈钢中含量无法保持同一水平,这对冷轧成品退火酸洗造成很大影响。本发明涉及成品连续退火酸洗时,一种不同硅、锰含量中铬超纯铁素体不锈钢带钢表面酸洗方法。
4.通过研究及工业实践,发明了一种针对不同硅、锰含量的中铬超纯铁素体不锈钢带钢表面酸洗方法。通过调整酸洗工艺,解决不锈钢表面色泽一致和提高耐蚀性的问题,并实现工业化连续生产。
技术实现要素:
5.本发明的目的就是针对上述问题,提供一种不同硅、锰含量中铬超纯铁素体不锈钢表面酸洗方法。
6.本发明的目的是这样实现的:一种不同硅、锰含量中铬超纯铁素体不锈钢表面酸洗方法,包括:电解硫酸钠浓度、电流、电解时间和混酸浓度;化学电解介质:酸洗介质为硫酸钠,浓度为1.1-1.2g/cm3,温度≤85℃;混酸酸洗介质1:硝酸140
±
30g/l;氢氟酸10
±
5g/l;温度35~40℃;铁离子<30g/l;混酸酸洗介质2:硝酸160
±
30g/l;氢氟酸15
±
5g/l;温度35~40℃;铁离子<30g/l;化学电解电流密度:10-20 a/m3;电解时间:12-84s;化学电解时间:12-84s;硅锰含量在0-0.35%,猛含量在0-0.3%,酸洗介质使用化学电解介质和混酸酸洗介质1;硅锰含量超过0.35%或者猛含量超过0.3%时,酸洗介质使用化学电解介质和混酸酸洗介质2。
7.化学电解时间根据硅锰含量进行调整:硅锰含量低于0.12%时,电解时长12-30s;硅锰含量0.12-0.20%时,电解时长31-60s;硅锰含量0.20-0.35%时,电解时长61-84s。
8.本发明的有益效果是:本发明的实施及应用,解决了不同硅、锰含量的中铬超纯铁素体不锈钢带钢表面的酸洗问题,通过快捷、可操作的调整酸洗工艺,达到去除表面氧化皮,钝化表面的目的,最终保证不锈钢成品退火酸洗后表面均匀一致,耐蚀性提升,并实现工业化连续生产。
附图说明
9.下面结合附图对本发明作进一步的描述。
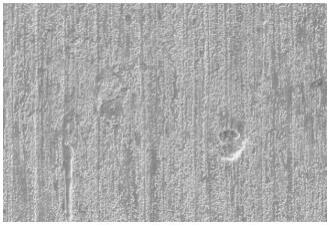
10.图1是低硅、猛含量中铬铁素体电解+混酸酸洗时常见的表面形貌图,该表面形貌
的不锈钢耐蚀性明显降低,本发明旨在改善该表面形貌。
具体实施方式
11.本发明涉及成品连续退火酸洗时,一种不同硅、锰含量中铬(铬含量17-23%)超纯铁素体不锈钢带钢表面酸洗方法。
12.在工业生产中,针对不同硅、锰含量的中铬超纯铁素体不锈钢带钢表面的酸洗问题,通过快捷、可操作的调整酸洗工艺,达到去除表面氧化皮,钝化表面的目的,最终保证不锈钢成品退火酸洗后表面均匀一致,耐蚀性提升。
13.本发明通过调整电解硫酸钠浓度、电流、电解时间调整、以及混酸浓度、酸洗时间,适应不同硅、锰含量的中铬超纯铁素体不锈钢带钢表面酸洗;并在众多影响因素中找出可以快速操作,同时不是影响生产效率的一种控制方法,从而实现工业化连续生产。
14.本发明目的在于成品连续退火酸洗时,通过调整酸洗工艺参数,生产不同硅、锰含量中铬(铬含量17-23%)超纯铁素体不锈钢带钢表面,使得表面酸洗均匀,色泽一致,耐蚀性提升。
15.本发明要点如下:1. 化学电解介质:酸洗介质为硫酸钠,浓度为1.1-1.2g/ cm3,温度≤85℃。
16.2. 混酸酸洗介质:硝酸140
±
30g/l;氢氟酸10
±
5g/l;温度35~40℃;铁离子《30g/l。
17.3. 混酸酸洗介质:硝酸160
±
30g/l;氢氟酸15
±
5g/l;温度35~40℃;铁离子《30g/l。
18.4. 化学电解电流密度:10-20 a/m3;电解时间:12-84s。
19.5. 化学电解时间:12-84s,根据硅锰含量进行调整。硅锰含量低于0.12%时,电解时长12-30s;硅锰含量0.12-0.20%时,电解时长31-60s;硅锰含量0.20-0.35%时,电解时长61-84s。
20.6. 硅锰含量在0-0.35%,猛含量在0-0.3%,酸洗介质使用1和2;硅锰含量超过0.35%或者猛含量超过0.3%时,酸洗介质使用1和3。
21.按照以上操作,不同硅、锰含量的中铬超纯铁素体带钢表面连续酸洗,洗后表面均匀一致,耐蚀性提升。
22.按照以上技术方式,连续生产铬含量在17-23%的中铬超纯铁素体不锈钢,表面酸洗均匀,色泽一致,耐蚀性提升。
23.在工业生产中,具体实施如下。
24.实施例1超纯铁素体不锈钢带钢的cr(%):20.4,mn(%):0.27,si(%):0.08;化学电解介质:酸洗介质为硫酸钠,浓度为1.12g/ cm3,温度为83℃;混酸酸洗介质:硝酸121g/l;氢氟酸11.2g/l;温度39℃;铁离子21g/l;化学电解电流密度:16.2 a/m3;电解时间:12s。
25.按照以上技术方式,连续生产的中铬超纯铁素体不锈钢,表面酸洗均匀,色泽一致,耐蚀性提升。
26.实施例2超纯铁素体不锈钢带钢的cr(%):21.2,mn(%):0.22,si(%):0.29;化学电解介质:
酸洗介质为硫酸钠,浓度为1.12g/ cm3,温度为82℃;混酸酸洗介质:硝酸132g/l;氢氟酸10.3g/l;温度37℃;铁离子14g/l;化学电解电流密度:16.1 a/m3;电解时间:84s。
27.按照以上技术方式,连续生产的中铬超纯铁素体不锈钢,表面酸洗均匀,色泽一致,耐蚀性提升。
28.实施例3超纯铁素体不锈钢带钢的cr(%):20.7,mn(%):0.65,si(%):0.27;化学电解介质:酸洗介质为硫酸钠,浓度为1.12g/ cm3,温度为80℃;混酸酸洗介质:硝酸165g/l;氢氟酸16.4g/l;温度36℃;铁离子12g/l;化学电解电流密度:18.8 a/m3;电解时间:84s。
29.按照以上技术方式,连续生产的中铬超纯铁素体不锈钢,表面酸洗均匀,色泽一致,耐蚀性提升。
30.以上所述仅为本发明的具体实施例,但本发明所保护范围的结构特征并不限于此,任何本领域的技术人员在本发明的领域内,所作的变化或修饰皆涵盖在本发明的专利范围内。
技术特征:
1.一种不同硅、锰含量中铬超纯铁素体不锈钢表面酸洗方法,其特征在于:包括:电解硫酸钠浓度、电流、电解时间和混酸浓度;化学电解介质:酸洗介质为硫酸钠,浓度为1.1-1.2g/cm3,温度≤85℃;混酸酸洗介质1:硝酸140
±
30g/l;氢氟酸10
±
5g/l;温度35~40℃;铁离子<30g/l;混酸酸洗介质2:硝酸160
±
30g/l;氢氟酸15
±
5g/l;温度35~40℃;铁离子<30g/l;化学电解电流密度:10-20 a/m3;电解时间:12-84s;化学电解时间:12-84s;硅锰含量在0-0.35%,猛含量在0-0.3%,酸洗介质使用化学电解介质和混酸酸洗介质1;硅锰含量超过0.35%或者猛含量超过0.3%时,酸洗介质使用化学电解介质和混酸酸洗介质2。2.根据权利要求1所述的一种不同硅、锰含量中铬超纯铁素体不锈钢表面酸洗方法,其特征在于:化学电解时间根据硅锰含量进行调整:硅锰含量低于0.12%时,电解时长12-30s;硅锰含量0.12-0.20%时,电解时长31-60s;硅锰含量0.20-0.35%时,电解时长61-84s。
技术总结
本发明涉及轧钢技术领域。一种不同硅、锰含量中铬超纯铁素体不锈钢表面酸洗方法,包括:电解硫酸钠浓度、电流、电解时间和混酸浓度;化学电解介质:酸洗介质为硫酸钠;混酸酸洗介质1:硝酸140
技术研发人员:刘治宏 赵晋雷 邹勇 段维芳 杨西才 郭晓雷 兰俊杰 郑正
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:2022.06.14
技术公布日:2022/8/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1