一种抗菌性铝合金复合阳极氧化膜制备工艺的制作方法
1.本发明涉及铝合金表面处理技术领域,具体涉及一种抗菌性铝合金复合阳极氧化膜制备工艺。
背景技术:
2.铝合金复合阳极氧化膜因装饰性优,耐蚀性高,质轻,机械强度好,在各行业均有广阔的应用前景。
3.随着生活水平的提高,电子产品、个人护理以及智能家居配件的广泛应用,为了避免微生物对于人们生活的潜在不利影响,铝合金的抗菌性正在逐步成为新的产品需求。现有的铝合金抗菌技术主要有以下几种途径实现:
4.1、通过浸渍方式提供抗菌性,例如cn109881235a公开了一种铝合金的表面处理方法,所述方法是将经过前处理后的铝合金进行阳极氧化,再将带有氧化膜的铝合金浸渍在纳米银溶液中进行超声处理,重复4-5次超声和烘烤操作,自然冷却后即可得到抗菌处理铝合金。所述方法虽然可以赋予一定的抗菌性,但纳米银价格昂贵且稳定性较差,且抗菌物质较为单一,大规模推广较为困难。
5.2、通过电解沉积方式提供抗菌性,例如cn107130276a公开了一种抗菌铝的制造方法,所述方法是先对铝合金进行阳极氧化,再将氧化后的铝合金浸泡在含有硝酸银的溶液中进行电解沉积,再进行沸水封孔即可得到抗菌处理铝合金。所述方法也可赋予一定的抗菌性,但是电解沉积后抗菌性银离子沉积较深,抗菌性能得不到保证,同时电解过程会造成氧化膜颜色的改变,影响铝合金氧化膜多彩的装饰性,另外电解过程浪费电能,硝酸银电解着色液的稳定性较差。
6.3、通过改变氧化方式提供抗菌性,例如cn111647926a公开了一种铝合金阳极氧化制备方法,所述方法是将经过预处理的铝合金,使用脉冲交变电流对铝合金进行阳极氧化和抗菌物质的沉积,然后对膜层进行封孔操作,得到抗菌性铝合金。所述方法可赋予一定的抗菌性,但是由于铝合金氧化膜导电性弱,事实上很难沉积抗菌金属,抗菌性能得不到保证,另外交变电流氧化增加了耗能,且操作繁琐,稳定性也难以控制。
技术实现要素:
7.本发明目的是提供一种抗菌性铝合金复合阳极氧化膜制备工艺,以解决现有技术中的不足。
8.本发明采用以下技术方案:
9.一种抗菌性铝合金复合阳极氧化膜制备工艺,包括如下步骤:脱脂、碱蚀、除渍、阳极氧化、染色、抗菌增强、封孔和干燥;其中,所述抗菌增强是利用抗菌性复合钝化液对铝合金工件进行钝化处理,得到抗菌性复合钝化层;所述抗菌性复合钝化液由氟锆酸及其盐、银盐、铜盐、锌盐组成,所述氟锆酸及其盐浓度为0.1-2.0g/l,所述银盐浓度为0.01-1.0g/l,所述铜盐浓度为0.01-1.0g/l,所述锌盐浓度为0.01-1.0g/l;所述抗菌增强的温度为15-35
℃,时间为1-5min。
10.进一步地,所述氟锆酸及其盐为氟锆酸、氟锆酸钠、氟锆酸钾、氟锆酸铵中的一种或几种。
11.进一步地,所述银盐为硫酸银或硝酸银,所述铜盐为硫酸铜或硝酸铜,所述锌盐为硫酸锌或硝酸锌。
12.进一步地,所述脱脂所用脱脂溶液为磷酸钠、碳酸钠和聚氧乙烯聚氧丙烯醚的混合溶液,所述磷酸钠浓度为10-25g/l,所述碳酸钠浓度为5-15g/l,所述聚氧乙烯聚氧丙烯醚浓度为1-5g/l;所述脱脂的温度为30-60℃,时间为3-10min。
13.进一步地,所述碱蚀所用碱蚀溶液为氢氧化钠、磷酸钠和碳酸钠的混合溶液,所述氢氧化钠浓度为40-70g/l,所述磷酸钠浓度为10-20g/l,所述碳酸钠浓度为 10-20g/l;所述碱蚀的温度为45-70℃,时间为1-3min。
14.进一步地,所述除渍所用除渍溶液为硝酸和硝酸铁的混合溶液,所述硝酸浓度为50-150g/l,所述硝酸铁浓度为5-20g/l;所述除渍的温度为15-40℃,时间为1-3min。
15.进一步地,所述阳极氧化所用阳极氧化溶液为硫酸和硫酸铝的混合溶液,所述硫酸浓度为150-200g/l,所述硫酸铝浓度为2-15g/l;所述阳极氧化的温度为 15-20℃,电压为10-15v,时间为30-50min,阳极氧化膜厚为10-15um。
16.进一步地,所述染色所用染色溶液为染色色粉的水溶液,所述染色色粉为有机染色色粉,所述染色色粉浓度为0.1-10g/l;所述染色的温度为25-55℃,时间为0.5-20min。
17.进一步地,所述封孔所用封孔溶液为醋酸镍系高温封孔剂溶液,其为醋酸镍、亚甲基双萘磺酸钠、醋酸钠和硼酸的混合溶液,所述醋酸镍浓度为5-10g/l,所述亚甲基双萘磺酸钠浓度为0.5-1.5g/l,所述醋酸钠浓度为0.2-1g/l,所述硼酸浓度为0.1-0.5g/l;所述封孔的温度为70-95℃,时间为10-60min。
18.进一步地,所述干燥为烘箱干燥,温度为80-100℃,时间为20-40min。
19.本发明的有益效果:
20.本发明一种抗菌性铝合金复合阳极氧化膜制备工艺,不仅可以得到具有高抗菌性的复合阳极氧化膜,且复合阳极氧化膜中的抗菌性物质安全,稳定,释放缓慢,不会对人体的健康安全产生影响。本发明制备工艺简单,操作方便。主要增益项如下:
21.1、本发明利用抗菌性复合钝化液对铝合金工件进行钝化处理,抗菌性复合钝化液由氟锆酸及其盐、银盐、铜盐、锌盐组成,通过钝化反应生成具有抗菌性的复合钝化层,氟离子腐蚀铝合金工件表面促进铝合金工件表面成膜,锆酸及锆酸盐提供主要的成膜离子,从而在铝合金工件表面形成锆基转化膜,沉积抗菌性金属离子:银离子、铜离子、锌离子。本发明通过钝化的方式可以提高复合阳极氧化膜表面抗菌性物质的沉积量(氟锆酸及其盐钝化可以促进抗菌性金属离子向阳极氧化膜孔内的吸附沉积:氟离子吸附在阳极氧化膜壁上,中和了阳极氧化膜的正电荷使之带负电位,有利于锆盐、银离子、铜离子、锌离子向阳极氧化膜孔中扩散),且能够稳定的长时间的存在(氟离子与阳极氧化膜中的氧化铝反应生成氢氧根,与扩散进入阳极氧化膜孔中的锆盐和部分银离子、铜离子、锌离子结合,生成氢氧化物沉积于膜孔堵塞孔隙,形成稳定的覆膜,可以减缓银离子、铜离子、锌离子的释放过程,从而持续缓慢的提供抗菌性金属离子,且减少了由摩擦、震荡造成的抗菌性金属离子流失的风险),操作简单,能耗少。
22.2、本发明通过将抗菌性的物质进行钝化处理,并通过锆基转化膜与抗菌性金属离子结合的方式,提高抗菌性金属离子的抗氧化性(抗菌性金属离子吸附在阳极氧化膜孔内部,氟锆酸及其盐钝化形成的覆膜减少了抗菌性金属离子与空气中氧气的接触,提高了抗氧化性),提高抗菌剂的使用寿命。
23.3、本发明通过氟锆酸及其盐钝化作用复合银、铜、锌抗菌性金属离子,抗菌离子多样,抗菌性能优异,抗菌率超过99.9%,能满足人们多元且复杂的抗菌需求。
24.4、本发明的抗菌增强工艺为钝化处理,可以在染色后进行,不影响铝合金多彩的装饰性功能(氟锆酸及其盐钝化生成的锆基转化膜无色透明,不影响染色的装饰效果),且具有固色效果(染色后进行钝化,可以防止染色色粉在后续封孔溶液中的流出,减少掉色)。
25.5、本发明的抗菌增强工艺为钝化处理,在耐腐蚀性、耐摩擦性方面有天然优势,制备的抗菌性复合阳极氧化膜具有优良的耐腐蚀性、耐摩擦性,提高了阳极氧化膜的使用寿命,拓宽了适用范围。
26.6、本发明的抗菌增强工艺为钝化处理,操作温度低,能耗低,提高了生产效率,有利于大规模推广使用。
27.7、本发明在对铝合金工件进行抗菌增强处理后,进行封孔处理,通过醋酸镍水解、水合膨胀进行阳极氧化膜孔的封闭,并与复合钝化层相互渗透、共沉积 (封孔工艺主要反应为水合膨胀(水和氧化铝作用生成结晶氧化铝,体积膨胀) 和水解作用(镍盐水解生成氢氧化物沉积),生成的结晶氧化铝和氢氧化物主要沉积在阳极氧化膜孔以及锆基转化膜上,锆盐氢氧化物与镍盐氢氧化物相互渗透、共沉积,而阳极氧化膜孔内的结晶氧化铝不断生成水合膨胀,包埋金属沉积,堵塞阳极氧化膜孔,进一步减缓了抗菌性金属离子的释放,达到持续稳定释放抗菌性金属离子的目的)从而紧密结合,提高封闭效果,且提高了抗菌性金属离子在复合阳极氧化工艺中的浓度与活性,还可通过沉积、包埋等方式可以更缓慢地释放出具有抗菌性的金属离子,安全性更高,抑菌时间更长,且制备工艺简单,操作方便,同时复合钝化层还可有效提高阳极氧化膜的封闭性能(钝化作用相当于增加了一步封闭反应,同时耐腐蚀性优异,可以提高整体阳极氧化膜的封闭质量,增强耐蚀性)。
28.8、本发明在对铝合金工件进行抗菌增强处理前,先进行脱脂、碱蚀、除渍、阳极氧化、染色处理。脱脂可以有效去除铝合金表面机加工造成的油脂和指纹印等,同时润湿表面,使后续碱蚀过程不受干扰,特别的洗净率高,且腐蚀性弱,不含对人体有害的物质,安全性高。碱蚀可以有效去除铝合金工件表面自然形成的薄氧化膜,蚀刻量低,特别的蚀刻表面均匀,可以有效去除机加工痕迹。除渍可以有效去除碱蚀过程中产生的氢氧化物沉积,同时中和残留碱液,特别的处理温度不高,处理时间短,除灰彻底,不影响表面光泽。阳极氧化通过电解作用在铝合金工件表面形成蜂窝状的多孔层,提高铝合金工件表面的吸附性、耐腐蚀性以及硬度,特别的所用溶液成分简单易于管控,形成的阳极氧化膜孔均匀致密,促进染色过程的染料吸附。染色赋予铝合金工件多彩的颜色,提高装饰性。
29.9、本发明在封孔处理后进行干燥处理,可以有效去除残留水分,且高温处理可以加快阳极氧化膜孔内部的水合作用进一步提高封闭效果,提高铝合金工件表面硬度,延长使用寿命。
附图说明
30.图1为实施例1-4及对比例1-2制备的铝合金工件耐腐蚀测试结果图。
具体实施方式
31.下面结合实施例和附图对本发明做更进一步地解释。下列实施例仅用于说明本发明,但并不用来限定本发明的实施范围。
32.一种抗菌性铝合金复合阳极氧化膜制备工艺,包括如下步骤:
33.1)、脱脂:将铝合金工件进行脱脂处理,所述脱脂所用脱脂溶液为磷酸钠、碳酸钠和聚氧乙烯聚氧丙烯醚的混合溶液,所述磷酸钠浓度为10-25g/l,所述碳酸钠浓度为5-15g/l,所述聚氧乙烯聚氧丙烯醚浓度为1-5g/l;所述脱脂的温度为30-60℃,时间为3-10min;该步骤可以有效去除铝合金工件表面机加工造成的油脂和指纹印等,同时润湿表面,使后续碱蚀过程不受干扰,特别的洗净率高,且腐蚀性弱,不含对人体有害的物质,安全性高;
34.2)、碱蚀:将步骤1)铝合金工件进行碱蚀处理,所述碱蚀所用碱蚀溶液为氢氧化钠、磷酸钠和碳酸钠的混合溶液,所述氢氧化钠浓度为40-70g/l,所述磷酸钠浓度为10-20g/l,所述碳酸钠浓度为10-20g/l;所述碱蚀的温度为 45-70℃,时间为1-3min;该步骤可以有效去除铝合金工件表面自然形成的薄氧化膜,蚀刻量低,特别的蚀刻表面均匀,可以有效去除机加工痕迹;
35.3)、除渍:将步骤2)铝合金工件进行除渍处理,所述除渍所用除渍溶液为硝酸和硝酸铁的混合溶液,所述硝酸浓度为50-150g/l,所述硝酸铁浓度为 5-20g/l;所述除渍的温度为15-40℃,时间为1-3min;该步骤可以有效去除碱蚀过程中产生的氢氧化物沉积,同时中和残留碱液,特别的处理温度不高,处理时间短,除灰彻底,不影响表面光泽;
36.4)、阳极氧化:将步骤3)铝合金工件进行阳极氧化处理,所述阳极氧化所用阳极氧化溶液为硫酸和硫酸铝的混合溶液,所述硫酸浓度为150-200g/l,所述硫酸铝浓度为2-15g/l;所述阳极氧化的温度为15-20℃,电压为10-15v,时间为30-50min,阳极氧化膜厚为10-15um;该步骤通过电解作用在铝合金工件表面形成蜂窝状的多孔层,提高铝合金工件表面的吸附性、耐腐蚀性以及硬度,特别的所用溶液成分简单易于管控,形成的阳极氧化膜孔均匀致密,促进染色过程的染料吸附;
37.5)、染色:将步骤4)铝合金工件进行染色处理,所述染色所用染色溶液为染色色粉的水溶液,所述染色色粉为有机染色色粉,所述染色色粉浓度为 0.1-10g/l;所述染色的温度为25-55℃,时间为0.5-20min;该步骤赋予铝合金工件多彩的颜色,提高装饰性;
38.6)、抗菌增强:将步骤5)铝合金工件进行抗菌增强处理,所述抗菌增强是利用抗菌性复合钝化液对铝合金工件进行钝化处理,得到抗菌性复合钝化层;所述抗菌性复合钝化液由氟锆酸及其盐、银盐、铜盐、锌盐组成,所述氟锆酸及其盐为氟锆酸、氟锆酸钠、氟锆酸钾、氟锆酸铵中的一种或几种,所述银盐为硫酸银或硝酸银,所述铜盐为硫酸铜或硝酸铜,所述锌盐为硫酸锌或硝酸锌,所述氟锆酸及其盐浓度为0.1-2.0g/l,所述银盐浓度为0.01-1.0g/l,所述铜盐浓度为 0.01-1.0g/l,所述锌盐浓度为0.01-1.0g/l;所述抗菌增强的温度为15-35℃,时间为1-5min;该步骤在铝合金工件表面形成锆基转化膜,沉积抗菌性金属离子;
39.7)、封孔:将步骤6)铝合金工件进行封孔处理,所述封孔所用封孔溶液为醋酸镍系高温封孔剂溶液,其为醋酸镍、亚甲基双萘磺酸钠、醋酸钠和硼酸的混合溶液,所述醋酸镍浓度为5-10g/l,所述亚甲基双萘磺酸钠浓度为0.5-1.5g/l,所述醋酸钠浓度为0.2-1g/l,所述硼酸浓度为0.1-0.5g/l;所述封孔的温度为70-95℃,时间为10-60min;该步骤通过醋酸镍水解、水合膨胀进行阳极氧化膜孔的封闭,并与抗菌性复合钝化层相互渗透、共沉积,提高封闭效果;
40.8)、干燥:将步骤7)铝合金工件进行干燥处理,所述干燥为烘箱干燥,温度为80-100℃,时间为20-40min;该步骤可以有效去除残留水分,且高温处理可以加快阳极氧化膜孔内部的水合作用进一步提高封闭效果,提高铝合金工件表面硬度,延长使用寿命。
41.以上每道工序后都经过水洗后进入下一道工序。
42.以下实施例和对比例涉及的6063铝合金工件尺寸为100*50*2mm。
43.实施例1
44.选用6063铝合金工件为待处理工件,具体工艺如下:
45.1)将6063铝合金工件置于含磷酸钠20g/l、碳酸钠10g/l、聚氧乙烯聚氧丙烯醚2g/l的55℃水溶液中进行脱脂处理,5min后取出水洗;
46.2)将步骤1)6063铝合金工件置于含氢氧化钠50g/l、磷酸钠15g/l、碳酸钠15g/l的60℃水溶液中进行碱蚀处理,1min后取出水洗;
47.3)将步骤2)6063铝合金工件置于含硝酸100g/l、硝酸铁10g/l的30℃水溶液中进行除渍处理,1min后取出水洗;
48.4)将步骤3)6063铝合金工件置于含硫酸180g/l、硫酸铝5g/l的20℃水溶液中进行阳极氧化,电压13v,40min后取出水洗,得到的阳极氧化膜厚约为12um;
49.5)将步骤4)6063铝合金工件置于含染色色粉(黑色色粉odmsealbk927,杭州和韵科技有限公司)0.5g/l的30℃水溶液中进行染色处理,1min后取出水洗;
50.6)将步骤5)6063铝合金工件置于含氟锆酸钾0.5g/l、硝酸银0.05g/l、硝酸铜0.02g/l、硝酸锌0.05g/l的25℃水溶液中进行抗菌增强处理,2min后取出水洗;
51.7)将步骤6)6063铝合金工件置于醋酸镍8g/l、亚甲基双萘磺酸钠1.0g/l,醋酸钠0.5g/l,硼酸0.2g/l的85℃水溶液中进行封孔处理,30min后取出水洗;
52.8)将步骤7)6063铝合金工件置于烘箱中干燥,设定温度为90℃,30min后取出,即得抗菌铝合金工件。
53.实施例2
54.选用6063铝合金工件为待处理工件,具体工艺如下:
55.1)将6063铝合金工件置于含磷酸钠20g/l、碳酸钠10g/l、聚氧乙烯聚氧丙烯醚2g/l的55℃水溶液中进行脱脂处理,5min后取出水洗;
56.2)将步骤1)6063铝合金工件置于含氢氧化钠50g/l、磷酸钠15g/l、碳酸钠15g/l的60℃水溶液中进行碱蚀处理,1min后取出水洗;
57.3)将步骤2)6063铝合金工件置于含硝酸100g/l、硝酸铁10g/l的30℃水溶液中进行除渍处理,1min后取出水洗;
58.4)将步骤3)6063铝合金工件置于含硫酸180g/l、硫酸铝5g/l的20℃水溶液中进行阳极氧化,氧化电压13v,40min后取出水洗,得到的阳极氧化膜厚约为12um;
59.5)将步骤4)6063铝合金工件置于含染色色粉(黑色色粉odmsealbk927,杭州和韵科技有限公司)0.5g/l的30℃水溶液中进行染色处理,1min后取出水洗;
60.6)将步骤5)6063铝合金工件置于含氟锆酸钾0.3g/l、氟锆酸铵0.2g/l、硝酸银0.1g/l、硝酸铜0.02g/l、硫酸锌0.05g/l的25℃水溶液中进行抗菌增强处理,2min后取出水洗;
61.7)将步骤6)6063铝合金工件置于醋酸镍8g/l、亚甲基双萘磺酸钠1.0g/l,醋酸钠0.5g/l,硼酸0.2g/l的85℃水溶液中进行封孔处理,30min后取出水洗;
62.8)将步骤7)6063铝合金工件置于烘箱中干燥,设定温度为90℃,30min后取出,即得抗菌铝合金工件。
63.实施例3
64.选用6063铝合金工件为待处理工件,具体工艺如下:
65.1)将6063铝合金工件置于含磷酸钠20g/l、碳酸钠10g/l、聚氧乙烯聚氧丙烯醚2g/l的55℃水溶液中进行脱脂处理,5min后取出水洗;
66.2)将步骤1)6063铝合金工件置于含氢氧化钠50g/l、磷酸钠15g/l、碳酸钠15g/l的60℃水溶液中进行碱蚀处理,1min后取出水洗;
67.3)将步骤2)6063铝合金工件置于含硝酸100g/l、硝酸铁10g/l的30℃水溶液中进行除渍处理,1min后取出水洗;
68.4)将步骤3)6063铝合金工件置于含硫酸180g/l、硫酸铝5g/l的20℃水溶液中进行阳极氧化,电压13v,40min后取出水洗,得到的阳极氧化膜厚约为12um;
69.5)将步骤4)6063铝合金工件置于含染色色粉(黑色色粉odmsealbk927,杭州和韵科技有限公司)0.5g/l的30℃水溶液中进行染色处理,1min后取出水洗;
70.6)将步骤5)6063铝合金工件置于含氟锆酸0.3g/l、氟锆酸钠0.2g/l、硝酸银0.2g/l、硝酸铜0.02g/l、硝酸锌0.05g/l的30℃水溶液中进行抗菌增强处理,2min后取出水洗;
71.7)将步骤6)6063铝合金工件置于醋酸镍8g/l、亚甲基双萘磺酸钠1.0g/l,醋酸钠0.5g/l,硼酸0.2g/l的85℃水溶液中进行封孔处理,30min后取出水洗;
72.8)将步骤7)6063铝合金工件置于烘箱中干燥,设定温度为90℃,30min后取出,即得抗菌铝合金工件。
73.实施例4
74.选用6063铝合金工件为待处理工件,具体工艺如下:
75.1)将6063铝合金工件置于含磷酸钠20g/l、碳酸钠10g/l、聚氧乙烯聚氧丙烯醚2g/l的55℃水溶液中进行脱脂处理,5min后取出水洗;
76.2)将步骤1)6063铝合金工件置于含氢氧化钠50g/l、磷酸钠15g/l、碳酸钠15g/l的60℃水溶液中进行碱蚀处理,1min后取出水洗;
77.3)将步骤2)6063铝合金工件置于含硝酸100g/l、硝酸铁10g/l的30℃水溶液中进行除渍处理,1min后取出水洗;
78.4)将步骤3)6063铝合金工件置于含硫酸180g/l、硫酸铝5g/l的20℃水溶液中进行阳极氧化,电压13v,40min后取出水洗,得到的阳极氧化膜厚约为12um;
79.5)将步骤4)6063铝合金工件置于含染色色粉(黑色色粉odmsealbk927,杭州和韵科技有限公司)0.5g/l的30℃水溶液中进行染色处理,1min后取出水洗;
80.6)将步骤5)6063铝合金工件置于含氟锆酸钾0.1g/l、氟锆酸钠0.3g/l、硫酸银0.2g/l、硫酸铜0.02g/l、硫酸锌0.02g/l的30℃水溶液中进行抗菌增强处理,2min后取出水洗;
81.7)将步骤6)6063铝合金工件置于醋酸镍8g/l、亚甲基双萘磺酸钠1.0g/l,醋酸钠0.5g/l,硼酸0.2g/l的85℃水溶液中进行封孔处理,30min后取出水洗;
82.8)将步骤7)6063铝合金工件置于烘箱中干燥,设定温度为90℃,30min 后取出,即得抗菌铝合金工件。
83.对比例1
84.本对比例所述方法参照实施例1的方法,区别在于:无步骤6)的抗菌增强处理过程。
85.对比例2
86.本对比例提供一种未经表面处理的6063铝合金工件。
87.将实施例1-4制备的抗菌铝合金工件和对比例1-2中制备的铝合金工件进行耐腐蚀测试以及抗菌试验。
88.所述耐腐蚀测试为gbt10125-2012的人造气氛腐蚀试验盐雾试验:在盐雾试验机中用5wt%氯化钠溶液对抗菌铝合金工件/铝合金工件进行喷淋48h,用清水洗净后观察抗菌铝合金工件/铝合金工件表面状态。
89.所述抗菌试验参照iso 22196:2011塑料和其他非多孔表面抗菌活性的测量,以金黄色葡萄球菌atcc 6538p、大肠杆菌atcc 8739和白色念珠球菌atcc10231为测试菌种。
90.耐腐蚀测试结果如图1所示(实施例1-4及对比例1采用低浓度的黑色色粉进行染色,得到的外观为浅灰色的工件表面,对比例2是铝合金本身的颜色,因反光严重,扫描后呈现图1显示的颜色),实施例1-4中,经过耐腐蚀测试,抗菌铝合金工件表面无明显腐蚀斑点,说明本发明所制得的抗菌性铝合金复合阳极氧化膜耐腐蚀性能优异;对比例1中铝合金工件表面有轻微腐蚀;对比例2中铝合金工件腐蚀斑点较多,这表明未经处理的铝合金耐腐蚀性很差,而增加一步钝化处理后能有效提高阳极氧化膜的耐腐蚀性。
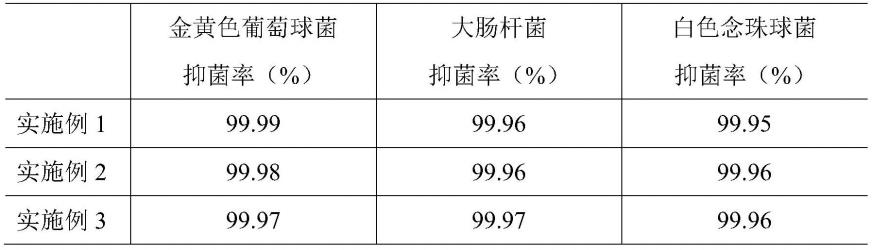
91.实施例1-4制备的抗菌铝合金工件和对比例1-2制备的铝合金工件的抗菌试验结果如表1所示。由表1可知,本发明实施例1-4得到的抗菌铝合金工件对金黄色葡萄球菌、大肠杆菌和白色念珠球菌的抗菌率都可以达到99.9%以上,而对比例1-2中铝合金工件抗菌率大大降低,仅为70%和20%左右。对比例1-2中未进行抗菌增强处理,抗菌性物质较少,抗菌率下降。
92.表1
93.[0094][0095]
本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限与上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。对于所属技术领域的技术人员,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1