一种电解铝阴极组装的磷生铁冷态浇铸方法与流程
1.本发明属于电解铝设备技术领域,具体涉及一种电解铝阴极组装的磷生铁冷态浇铸方法。
背景技术:
2.电解铝行业为了实现大幅降低铝电解电能消耗,逐步推广了一些节能技术,其中效果最明显的当属磷生铁浇铸电解铝阴极组装技术,此项技术已经在多家电解铝企业得到了生产应用,炉底压降普遍控制在220-240mv,并能长期维持在此范围内,节能效果明显,已经逐步被业内人士所认同,并开始大面积推广。目前,磷生铁浇铸电解铝阴极组装方式都是需要先将阴极炭块与阴极钢棒进行位置组装形成阴极组,组装后的阴极组再通过天然气或电力进行整体预热,在一定温度下浇铸磷生铁铁水,以达到组装目的。然而,现有的这种磷生铁浇铸电解铝阴极组装方式,阴极炭块与阴极钢棒组装后再进行整体预热的过程中,需要消耗大量的能源,而且还存在天然气爆炸、电力火灾和漏电、触电风险。以500ka电解槽阴极炭块为例,将阴极炭块与阴极钢棒组装后在铸前加热炉进行整体加热至550℃的过程中,每个阴极组消耗60nm3的天然气或等热值的其他能源,同时在阴极预热的过程中,会产生大量的烟气,其中包括天然气尾气、阴极炭块挥发物,对环境也会造成一定程度的影响。此外,阴极组整体预热的过程中,温度较高,而又难以做到完全隔绝空气,不可避免浇铸前阴极炭块和阴极钢棒发生氧化,而氧化层会直接影响后期阴极组的电导率。而且,针对目前应用较多的30%及50%高石墨质阴极,这种电解铝阴极组装方式对加热设备、浇注温度、铁水成分要求也较高,在实际浇铸过程中不可避免的还会出现阴极炭块损坏报废的情况,造成一定程度的经济损失。因此,现有的磷生铁浇铸电解铝阴极组装方式成本较高,严重限制了此项技术的推广。
技术实现要素:
3.针对上述情况,本发明提供了一种电解铝阴极组装的磷生铁冷态浇铸方法,可省略现有的铸前预热工序,阴极组不再需要提前加热,即可满足磷生铁浇铸条件。
4.为了实现以上目的,本发明采用如下技术方案:
5.一种电解铝阴极组装的磷生铁冷态浇铸方法,采用磷生铁冷态浇铸装置进行浇铸,磷生铁冷态浇铸装置包括用于组装阴极组的阴极炭块、阴极钢棒和磷生铁铁水,阴极炭块上设置有用于容纳阴极钢棒的燕尾槽,还包括用于磷生铁冷态浇铸作业的压力调整平台,压力调整平台上设置有测力装置和压力装置,测力装置包括用于对称夹紧阴极炭块两外侧壁的两个测力杆,两测力杆之间连接有调节螺栓,调节螺栓上设置有拉力传感器,压力装置包括用于对称压紧阴极炭块两外侧壁的两个压力臂,两压力臂各自对应连接有一液压缸,两液压缸均固定安装在压力调整平台上,两压力臂之间设置有压力传感器,压力调整平台外侧配套设置有液压系统和控制系统,两液压缸均与液压系统相连接,拉力传感器和压力传感器及液压系统均与控制系统电连接,磷生铁冷态浇铸的步骤如下:
6.步骤1、将阴极炭块和阴极钢棒进行预组装形成阴极组,将阴极组放置到压力调整平台上;
7.步骤2、调整压力调整平台的测力杆夹紧阴极炭块燕尾槽的两外侧壁,夹紧压强为80-120kpa,调整压力调整平台的压力臂与阴极炭块的两外侧壁相抵触,抵触压强为60-90kpa;
8.步骤3、将磷生铁铁水注入阴极组的阴极炭块燕尾槽与阴极钢棒之间的空隙内,磷生铁铁水与阴极钢棒之间发生热传导,阴极钢棒升温膨胀,同时磷生铁铁水降温凝固,此时阴极钢棒的膨胀应力作用于阴极炭块燕尾槽侧壁上,向外挤压;
9.步骤4、测力杆实时检测阴极炭块燕尾槽两侧壁受到向外的挤压力,并将检测信号传输给压力调整平台的控制系统,控制系统控制启动液压系统通过压力臂向阴极炭块燕尾槽两侧壁施加向内的拘束力,使阴极炭块燕尾槽侧壁内外侧所受到的挤压力和拘束力抵消后的合力,保持在不至于破裂的安全范围内;
10.步骤5、待磷生铁铁水完全凝固,阴极组自然冷却过程中,阴极炭块燕尾槽侧壁内外侧所受到的挤压力逐渐减小,同时控制系统根据测力杆实时检测到的挤压力,控制压力臂同步减小拘束力,直至挤压力下降到安全范围,解除压力臂拘束力,即完成阴极组的磷生铁冷态浇铸。
11.进一步地,所述磷生铁铁水为磷生铁原料通过中频炉加热至1350-1450℃熔化制得。铁水浇铸时,阴极钢棒与阴极炭块同时接触到铁水,产生热交换,铁水中的热量传导给阴极钢棒,导致阴极钢棒升温膨胀,同时铁水凝固。
12.进一步地,所述控制系统为pid控制系统。通过pid调节方式控制作用力大小,使燕尾槽单方向上的受力始终在安全范围内,确保阴极炭块尤其是燕尾槽不会因内侧膨胀应力而被撑裂,也不至于因压力臂施加过大压力而被拘破。
13.本发明还包括能够使其正常使用的其它组件,均为本领域的常规手段,另外,本发明中未加限定的装置或组件,例如:阴极炭块、阴极钢棒、磷生铁铁水、压力调整平台等,均采用本领域的现有技术。
14.本发明的有益效果如下:
15.本发明提供的电解铝阴极组装的磷生铁冷态浇铸方法,在进行磷生铁浇铸时,通过压力调整平台给阴极炭块燕尾槽外侧施加向内的拘束力,来抵抗阴极钢棒受热膨胀应力对阴极炭块燕尾槽所产生向外的挤压力,防止阴极炭块燕尾槽被涨破,实现了磷生铁冷态浇铸;省去了现有的磷生铁浇铸方式中浇铸前对阴极组的预加热,极大地节约了阴极炭块预热所需耗用的时间和能源,提高工作效率,降低生产成本;同时很好地避免了预热过程中天然气爆炸、电力火灾和漏电、触电等重大安全隐患,以及预热造成的阴极钢棒和阴极炭块氧化和环境污染隐患,也有利于保证阴极组后期的电导率,该磷生铁冷态浇铸方法具有极高的经济价值和推广前景。
附图说明
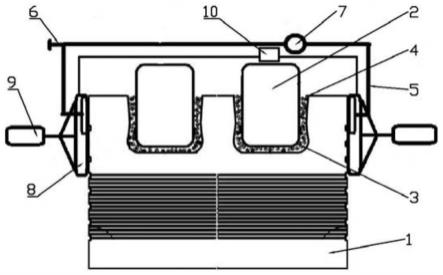
16.图1为实施例中阴极组磷生铁冷态浇铸装置的俯视示意图。
17.图2为实施例中阴极组磷生铁冷态浇铸装置的侧视示意图。
具体实施方式
18.下面将结合具体的实施例,对本发明的技术方案进行清晰完整地描述,显然,所描述实施例仅仅是本发明的部分实施例,而非全部实施例。
19.需要说明的是,术语“上”、“下”、“内”、“外”等所指示的方位或位置关系均为基于附图所示,仅为便于描述。
20.实施例
21.如图1-2所示,一种电解铝阴极组装的磷生铁冷态浇铸方法,采用磷生铁冷态浇铸装置进行浇铸,磷生铁冷态浇铸装置包括用于组装阴极组的阴极炭块1、阴极钢棒2和磷生铁铁水3,阴极炭块上设置有用于容纳阴极钢棒的燕尾槽4,还包括用于磷生铁冷态浇铸作业的压力调整平台(图中未示出),压力调整平台上设置有测力装置和压力装置,测力装置包括用于对称夹紧阴极炭块两外侧壁的两个测力杆5,两测力杆之间连接有调节螺栓6,调节螺栓上设置有拉力传感器7,压力装置包括用于对称压紧阴极炭块两外侧壁的两个压力臂8,两压力臂各自对应连接有一液压缸9,两液压缸均固定安装在压力调整平台上,两压力臂之间设置有压力传感器10,压力调整平台外侧配套设置有液压系统(图中未示出)和控制系统(图中未示出),两液压缸均与液压系统相连接,拉力传感器和压力传感器及液压系统均与控制系统电连接,磷生铁冷态浇铸的步骤如下:
22.步骤1、将阴极炭块和阴极钢棒进行预组装形成阴极组,将阴极组放置到压力调整平台上;
23.步骤2、调整压力调整平台的测力杆夹紧阴极炭块燕尾槽的两外侧壁,夹紧压强为100kpa,调整压力调整平台的压力臂与阴极炭块的两外侧壁相抵触,抵触压强为80kpa;
24.步骤3、将磷生铁铁水注入阴极组的阴极炭块燕尾槽与阴极钢棒之间的空隙内,磷生铁铁水与阴极钢棒之间发生热传导,阴极钢棒升温膨胀,同时磷生铁铁水降温凝固,此时阴极钢棒的膨胀应力作用于阴极炭块燕尾槽侧壁上,向外挤压;
25.步骤4、测力杆实时检测阴极炭块燕尾槽两侧壁受到向外的挤压力,并将检测信号传输给压力调整平台的控制系统,控制系统控制启动液压系统通过压力臂向阴极炭块燕尾槽两侧壁施加向内的拘束力,由于实际浇铸中使用的阴极炭块和阴极钢棒的材质以及铁水成分存在一定差异,压力臂施加的拘束力也不完全固定,需要跟随燕尾槽内侧所受到的膨胀挤压力实时同步变化,一般压力臂施加最高压强可达20mpa以上,使阴极炭块燕尾槽侧壁内外侧所受到的挤压力和拘束力抵消后的合力,保持在不至于破裂的安全范围内;
26.步骤5、待磷生铁铁水完全凝固,阴极组自然冷却过程中,阴极炭块燕尾槽侧壁内外侧所受到的挤压力逐渐减小,同时控制系统根据测力杆实时检测到的挤压力,控制压力臂同步减小拘束力,直至挤压力下降到安全范围,解除压力臂拘束力,即完成阴极组的磷生铁冷态浇铸。
27.所述阴极炭块上部平行开设有两道燕尾槽,两道燕尾槽内对称放置四根阴极钢棒,阴极钢棒的外端超出燕尾槽的两端面,阴极钢棒与阴极炭块中间浇铸磷生铁填充连接。
28.所述磷生铁铁水为磷生铁原料通过中频炉加热至约1450℃熔化制得。铁水浇铸时,阴极钢棒与阴极炭块同时接触到铁水,产生热交换,铁水中的热量传导给阴极钢棒,导致阴极钢棒升温膨胀,同时铁水凝固,此时,阴极钢棒膨胀的应力将作用于阴极炭块燕尾槽内侧,向外挤压。
29.所述控制系统为pid控制系统。铁水浇铸时,阴极炭块外侧测力杆将实时监测到阴极炭块向外的膨胀挤压力增大,并在安全范围内启动液压系统通过压力臂向阴极炭块燕尾槽外侧施加向内的抵抗拘束力,通过pid控制系统调节方式控制作用力大小,使燕尾槽单方向上的受力始终在安全范围内。浇铸完成后的阴极组自然冷却的过程中,体积开始收缩,对阴极炭块燕尾槽的应力逐渐降低,此时pid控制系统逐渐减少压力臂对阴极炭块施加的作用力,始终将燕尾槽内外侧的受力调节到安全范围,直至燕尾槽内侧膨胀应力下降到安全范围后,解除压力臂的作用力,收回压力臂,拆除测力杆,阴极组浇铸完成,吊离压力台,进行后续常规作业。
30.通过试验找到浇铸前后阴极炭块外力作用的最佳受力点,确保两侧挤压力小于阴极炭块的抗压强度。通过调整磷生铁配方,减小两侧作用力的大小,同时满足浇铸后的冷态电阻值。针对不同材质的阴极炭块,不同尺寸的阴极钢棒建立数据库,输入压力调节平台的控制系统中,以方便浇铸时选择性操作。
31.本发明的技术方案并不限于上述具体实施例的限制,在不偏离所说明实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的,凡在本发明的精神和原则之内,所作的任何技术变形,均落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1