自动挡皮卡车身防流痕电泳方法与流程
1.本发明涉及防流痕电泳方法技术领域,尤其涉及自动挡皮卡车身防流痕电泳方法。
背景技术:
2.电泳是电泳现象的简称,指的是带电颗粒在电场作用下,向着与其电性相反的电极移动的现象,利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术,在皮卡车身的加工过程中,为了防止其表面在磕碰过程中留下刮痕,通常会在其表面涂覆电泳涂膜,而电泳涂膜在加工时容易出现表面发花的情况,进而影响到了皮卡车身的产品质量。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的自动挡皮卡车身防流痕电泳方法。
4.为了实现上述目的,本发明采用了如下技术方案:自动挡皮卡车身防流痕电泳方法,包括如下步骤:
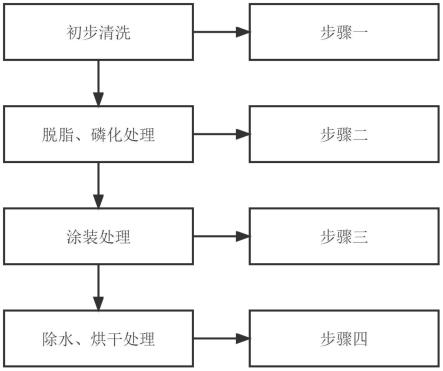
5.步骤一:初步清洗,将皮卡车身置入灌有清洗剂的超声波清洗槽中,通过超声波发生器发出的超声波对皮卡车身进行清洗,清洗后的皮卡车身烘干随后做打磨抛光处理,处理后的皮卡车身再次重复清洗烘干操作;
6.步骤二:脱脂、磷化处理,对清洗后的皮卡车身放入灌有脱脂剂的清洗槽中进行脱脂处理,以满足去除内部杂质的效果,脱脂后的皮卡车身通过纯水清洗,随后再将皮卡车身放入磷化液中进行磷化操作,使其表面形成磷化处理晶粒,磷化后的皮卡车身再利用纯水清洗烘干;
7.步骤三:涂装处理,将脱脂和磷化处理后的皮卡车身放入电泳槽内,同时使皮卡车身和对应的电极位于水溶性涂料和去离子水中,随后进行往复移动的电泳涂装操作;
8.步骤四:除水、烘干处理,通过纯水对皮卡车身表面进行清洗,清洗后的皮卡车身放入烘干腔中用热风烘干,待皮卡车身干透后静置,进而皮卡车身表面得到电泳涂膜。
9.为了初步清洗皮卡车身,本发明改进有,在步骤一中,超声清洗时间为20-35min,所述清洗剂是由乙二醇二乙酸酯、尼龙酸二甲酯、d-柠檬烯和无水乙醇混合制备而成。
10.为了烘干皮卡车身,本发明改进有,在步骤一中,烘干温度保持在75-80℃,烘干时间为20-45min。
11.为了实现脱脂效果,本发明改进有,在步骤二中,脱脂剂是由丙二醇甲醚、苧烯、植物酸钠、聚氧乙烯月桂醇醚硫醚钠、磷酸纤维质正磷酸、三聚磷酸钠、椰子油烷基乙醇二酰胺和去离子水混合制备而成。
12.为了实现脱脂效果,本发明改进有,在步骤二中,脱脂剂的温度为50-60℃,脱脂清洗时间为5-8min,纯水清洗时间为2-3min。
13.为了达到不同效果,本发明改进有,在步骤二中,高温磷化条件为88-98℃,中温磷化52-68℃,常温磷化25-35℃,低温磷化10-30℃。
14.为了实现磷化效果,本发明改进有,在步骤二中,磷化剂是由炔醇衍生物缓蚀剂、醇醚羧酸盐表面活性剂和去离子水混合制备而成。
15.为了进行皮卡车身表面涂装,本发明改进有,在步骤三中,涂装时间为1.5-2.5h,电泳槽液温度控制在20-30℃,其中水溶性涂料含量为20%,去离子水的含量为80%。
16.为了得到电泳涂膜,本发明改进有,在步骤四中,清洗时长为3-5min,烘干温度则控制在90-115℃。
17.与现有技术相比,本发明的优点和积极效果在于,
18.本发明中,通过对皮卡车身的初步清洗以及脱脂、磷化处理,有效的提高了皮卡车身表面的光滑度,同时选用特殊的脱脂剂,使酸洗液能完全彻底的和金属表面接触,保证了酸洗和钝化的质量,同时磷化剂能够加快清除氧化皮、铁锈的速度,进而使皮卡车身在后续电泳涂膜过程中不易出现表面发花的情况,提高了产品质量,同时加工成本低。
附图说明
19.图1为本发明提出自动挡皮卡车身防流痕电泳方法的操作流程图。
具体实施方式
20.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
21.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开说明书的具体实施例的限制。
22.实施例一,请参阅图1,本发明提供一种技术方案:自动挡皮卡车身防流痕电泳方法,包括如下步骤:
23.步骤一:初步清洗,将皮卡车身置入灌有清洗剂的超声波清洗槽中,通过超声波发生器发出的超声波对皮卡车身进行清洗,清洗后的皮卡车身烘干随后做打磨抛光处理,处理后的皮卡车身再次重复清洗烘干操作;
24.步骤二:脱脂、磷化处理,对清洗后的皮卡车身放入灌有脱脂剂的清洗槽中进行脱脂处理,以满足去除内部杂质的效果,脱脂后的皮卡车身通过纯水清洗,随后再将皮卡车身放入磷化液中进行磷化操作,使其表面形成磷化处理晶粒,磷化后的皮卡车身再利用纯水清洗烘干;
25.步骤三:涂装处理,将脱脂和磷化处理后的皮卡车身放入电泳槽内,同时使皮卡车身和对应的电极位于水溶性涂料和去离子水中,随后进行往复移动的电泳涂装操作;
26.步骤四:除水、烘干处理,通过纯水对皮卡车身表面进行清洗,清洗后的皮卡车身放入烘干腔中用热风烘干,待皮卡车身干透后静置,进而皮卡车身表面得到电泳涂膜。
27.在步骤一中,超声清洗时间为25min,清洗剂是由乙二醇二乙酸酯、尼龙酸二甲酯、d-柠檬烯和无水乙醇混合制备而成。
28.在步骤一中,烘干温度保持在78℃,烘干时间为45min。
29.在步骤二中,脱脂剂是由丙二醇甲醚、苧烯、植物酸钠、聚氧乙烯月桂醇醚硫醚钠、磷酸纤维质正磷酸、三聚磷酸钠、椰子油烷基乙醇二酰胺和去离子水混合制备而成。
30.在步骤二中,脱脂剂的温度为55℃,脱脂清洗时间为8min,纯水清洗时间为2min。
31.在步骤二中,采用高温磷化90℃,通过高温磷化操作能够有效节省磷化所需时间。
32.在步骤二中,磷化剂是由炔醇衍生物缓蚀剂、醇醚羧酸盐表面活性剂和去离子水混合制备而成。
33.在步骤三中,涂装时间为2.5h,电泳槽液温度控制在30℃,其中水溶性涂料含量为20%,去离子水的含量为80%。
34.在步骤四中,清洗时长为4min,烘干温度则控制在105℃。
35.实施例二,请参阅图1,本发明提供一种技术方案:自动挡皮卡车身防流痕电泳方法,包括如下步骤:
36.步骤一:初步清洗,将皮卡车身置入灌有清洗剂的超声波清洗槽中,通过超声波发生器发出的超声波对皮卡车身进行清洗,清洗后的皮卡车身烘干随后做打磨抛光处理,处理后的皮卡车身再次重复清洗烘干操作;
37.步骤二:脱脂、磷化处理,对清洗后的皮卡车身放入灌有脱脂剂的清洗槽中进行脱脂处理,以满足去除内部杂质的效果,脱脂后的皮卡车身通过纯水清洗,随后再将皮卡车身放入磷化液中进行磷化操作,使其表面形成磷化处理晶粒,磷化后的皮卡车身再利用纯水清洗烘干;
38.步骤三:涂装处理,将脱脂和磷化处理后的皮卡车身放入电泳槽内,同时使皮卡车身和对应的电极位于水溶性涂料和去离子水中,随后进行往复移动的电泳涂装操作;
39.步骤四:除水、烘干处理,通过纯水对皮卡车身表面进行清洗,清洗后的皮卡车身放入烘干腔中用热风烘干,待皮卡车身干透后静置,进而皮卡车身表面得到电泳涂膜。
40.在步骤一中,超声清洗时间为28min,清洗剂是由乙二醇二乙酸酯、尼龙酸二甲酯、d-柠檬烯和无水乙醇混合制备而成。
41.在步骤一中,烘干温度保持在80℃,烘干时间为35min。
42.在步骤二中,脱脂剂是由丙二醇甲醚、苧烯、植物酸钠、聚氧乙烯月桂醇醚硫醚钠、磷酸纤维质正磷酸、三聚磷酸钠、椰子油烷基乙醇二酰胺和去离子水混合制备而成。
43.在步骤二中,脱脂剂的温度为60℃,脱脂清洗时间为8min,纯水清洗时间为2min。
44.在步骤二中,采用中温磷化60℃,通过中温磷化操作能够确保磷化过程中产品的稳定性。
45.在步骤二中,磷化剂是由炔醇衍生物缓蚀剂、醇醚羧酸盐表面活性剂和去离子水混合制备而成。
46.在步骤三中,涂装时间为2.5h,电泳槽液温度控制在25℃,其中水溶性涂料含量为20%,去离子水的含量为80%。
47.在步骤四中,清洗时长为3min,烘干温度则控制在115℃。
48.实施例三,请参阅图1,本发明提供一种技术方案:自动挡皮卡车身防流痕电泳方法,包括如下步骤:
49.步骤一:初步清洗,将皮卡车身置入灌有清洗剂的超声波清洗槽中,通过超声波发
生器发出的超声波对皮卡车身进行清洗,清洗后的皮卡车身烘干随后做打磨抛光处理,处理后的皮卡车身再次重复清洗烘干操作;
50.步骤二:脱脂、磷化处理,对清洗后的皮卡车身放入灌有脱脂剂的清洗槽中进行脱脂处理,以满足去除内部杂质的效果,脱脂后的皮卡车身通过纯水清洗,随后再将皮卡车身放入磷化液中进行磷化操作,使其表面形成磷化处理晶粒,磷化后的皮卡车身再利用纯水清洗烘干;
51.步骤三:涂装处理,将脱脂和磷化处理后的皮卡车身放入电泳槽内,同时使皮卡车身和对应的电极位于水溶性涂料和去离子水中,随后进行往复移动的电泳涂装操作;
52.步骤四:除水、烘干处理,通过纯水对皮卡车身表面进行清洗,清洗后的皮卡车身放入烘干腔中用热风烘干,待皮卡车身干透后静置,进而皮卡车身表面得到电泳涂膜。
53.在步骤一中,超声清洗时间为30min,清洗剂是由乙二醇二乙酸酯、尼龙酸二甲酯、d-柠檬烯和无水乙醇混合制备而成。
54.在步骤一中,烘干温度保持在75℃,烘干时间为20min。
55.在步骤二中,脱脂剂是由丙二醇甲醚、苧烯、植物酸钠、聚氧乙烯月桂醇醚硫醚钠、磷酸纤维质正磷酸、三聚磷酸钠、椰子油烷基乙醇二酰胺和去离子水混合制备而成。
56.在步骤二中,脱脂剂的温度为60℃,脱脂清洗时间为7min,纯水清洗时间为2min。
57.在步骤二中,采用中温磷化60℃,通过中温磷化操作能够确保磷化过程中产品的稳定性。
58.在步骤二中,磷化剂是由炔醇衍生物缓蚀剂、醇醚羧酸盐表面活性剂和去离子水混合制备而成。
59.在步骤三中,涂装时间为2h,电泳槽液温度控制在30℃,其中水溶性涂料含量为20%,去离子水的含量为80%。
60.在步骤四中,清洗时长为5min,烘干温度则控制在95℃。
61.本发明中,通过对皮卡车身的初步清洗以及脱脂、磷化处理,有效的提高了皮卡车身表面的光滑度,同时选用特殊的脱脂剂,使酸洗液能完全彻底的和金属表面接触,保证了酸洗和钝化的质量,同时磷化剂能够加快清除氧化皮、铁锈的速度,进而使皮卡车身在后续电泳涂膜过程中不易出现表面发花的情况,提高了产品质量,同时加工成本低。
62.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1