高效电镀设备的制作方法
1.本实用新型涉及钢材加工技术领域,特别涉及一种高效电镀设备。
背景技术:
2.钢板是用钢水浇注冷却后压制而成的平板状钢材。为防止钢板锈蚀,在压制出钢板之后通常采用电镀工序在钢板外表面电镀形成锌镀层。在进行电镀工序时,利用传送设备把钢板送入到电镀设备中,然后利用电镀设备中的电镀液喷头向钢板外表面喷洒电镀液(例如硫酸锌液),然后继续令该钢板行进经过导电辊,钢板外表面的电镀液就在导电辊的电解作用下在钢板外表面电镀形成锌镀层,电镀设备最后将外表面形成有锌镀层的钢板输送到外界。在电镀过程中,钢板外表面的电镀液与导电辊发生电解作用时,容易在导电辊外表面也电镀形成一层薄的锌镀层,该锌镀层会阻隔导电辊与钢板上的电镀液之间的电解作用,降低对钢板的电镀效果。
技术实现要素:
3.本实用新型要解决的技术问题是避免在导电辊外表面形成降低电镀效果的锌镀层。
4.为解决上述技术问题,本实用新型提供一种高效电镀设备,包括上、下相对设置的上电镀模和下电镀模,所述上电镀模和所述下电镀模围成电镀空间,所述上电镀模和下电镀模各设有朝向所述电镀空间的电镀液喷头,在所述电镀空间的输出端外设有上、下相对设置的导电辊和支撑辊,其特征是,设有对所述导电辊进行刷洗的刷洗机构,所述刷洗机构包括清洗刷、横移装置和纵移装置,所述纵移装置安装在所述横移装置上,受所述横移装置驱动沿着导电辊的轴向横移,所述清洗刷安装在所述纵移装置上,刷头朝向所述导电辊,所述清洗刷受所述纵移装置驱动移向所述导电辊,所述纵移装置上设有用于对所述清洗刷进行缓冲的弹性缓冲件。
5.优选地,所述横移装置是横向直线模组。
6.优选地,所述横移装置包括横向导轨、第一驱动电机、横向丝杆和横移块,所述横向导轨沿着所述导电辊的轴向设置,所述横向丝杆同轴安装在所述第一驱动电机的输出轴上,且所述横向丝杆与所述横向导轨相互平行,所述横移块活动安装在所述横向导轨上,所述横移块上开有与所述横向丝杆螺纹适配的螺纹孔,所述横向丝杆贯穿在该螺纹孔中。
7.优选地,所述纵移装置是纵向直线模组。
8.优选地,所述纵移装置包括纵向导轨,第二驱动电机、纵向丝杆和纵移块,所述纵向导轨指向所述导电辊,所述纵向丝杆同轴安装在所述第二驱动电机的输出轴上,且所述纵向丝杆与所述纵向导轨相互平行,所述纵移块活动安装在所述纵向导轨上,所述纵移块上开有与所述纵向丝杆螺纹适配的螺纹孔,所述纵向丝杆贯穿在该螺纹孔中。
9.优选地,所述纵移块上设有用于安装清洗刷的纵向缓冲导轨,所述弹性缓冲件是抵顶在清洗刷的背向导电辊一侧外的压缩弹簧。
10.优选地,所述上电镀模上的电镀液喷头和所述下电镀模上的电镀液喷头各有至少两个。
11.优选地,所述电镀空间的输入端外与所述导电辊的输出端外各设有压辊组。
12.本实用新型具有以下有益效果:在对钢板进行电镀的过程中,先把钢板送入到电镀空间中,再利用上、下电镀模的电镀液喷头向钢板外表面喷洒电镀液,然后令钢板行进经过导电辊,钢板外表面的电镀液就在导电辊的电解作用下在钢板外表面电镀形成锌镀层,同时在导电辊外表面也会形成一层薄的锌镀层,在此过程中,导电辊接触钢板,则钢板行进会带动导电辊转动,此时利用纵移装置驱动清洗刷移向导电辊,则清洗刷的刷头抵顶在导电辊的外表面,并利用横移装置驱动纵移装置带着清洗刷沿着导电辊的轴向横移,则清洗刷在横移过程中会对导电辊的外表面施加刷洗力,而弹性缓冲件能避免清洗刷抵顶过度而损坏,如此则在清洗刷横移与导电辊转动的相互配合下,清洗刷能将导电辊外表面的薄锌镀层刷掉,避免对钢板的电镀效果降低。
附图说明
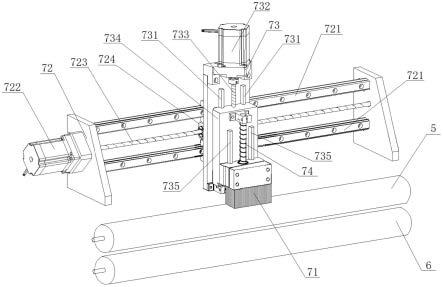
13.图1是高效电镀设备的示意图;
14.图2是导电辊、支撑辊和刷洗机构的配合关系示意图。
15.附图标记说明:1-上电镀模;2-下电镀模;3-电镀空间;4-电镀液喷头;5-导电辊;6-支撑辊;7-刷洗机构;71-清洗刷;72-横移装置;721-横向导轨;722-第一驱动电机;723-横向丝杆;724-横移块;73-纵移装置;731-纵向导轨;732-第二驱动电机;733-纵向丝杆;734
‑ꢀ
纵移块;735-缓冲导轨;74-弹性缓冲件;8-压辊组;9-钢板;10-电解空间。
具体实施方式
16.以下结合具体实施方式对本发明创造作进一步详细说明。
17.高效电镀设备如图1所示,包括上电镀模1、下电镀模2、导电辊5、支撑辊6、刷洗机构7和两组压辊组8,上电镀模1和下电镀模2上、下相对设置,围成电镀空间3,且上电镀模1和下电镀模2各设有朝向电镀空间3的五个电镀液喷头4,在电镀空间3的输出端外设有电解空间10,电镀空间3与电解空间10之间设有隔板,该隔板上开有仅供钢板9通过的开口,电镀液喷头4喷出的电镀液被隔板挡住而不能溅入到电解空间10中。导电辊5和支撑辊6上、下相对设置在电解空间10中,且导电辊5和支撑辊6两者的轴都横向设置,相互平行,在电解空间10中,设有对导电辊10进行刷洗的刷洗机构7。
18.本实施例中,电镀空间3的输入端外与导电辊5的输出端外各设有一组压辊组8,这样,钢板9在进入电镀空间3之前,以及从导电辊5输出之后,都能在压辊组8的夹持作用下保持稳定,避免侧翻。
19.如图2所示,刷洗机构7包括清洗刷71、横移装置72、纵移装置73和弹性缓冲件74。横移装置72是横向直线模组,其包括横向导轨721、第一驱动电机722、横向丝杆723和横移块724,横向导轨721有两条,都沿着导电辊5的轴向设置,横向丝杆723同轴安装在第一驱动电机722的输出轴上,且横向丝杆723与两条横向导轨721相互平行,横移块724活动安装在两条横向导轨721上,且横移块724上开有与横向丝杆723螺纹适配的螺纹孔,横向丝杆723贯穿在该螺纹孔中,如此则第一驱动电机722启动后驱动横向丝杆723转动,而横移块724在
两条横向导轨721的作用下不会跟随横向丝杆723转动,这样横移块724在其与横向丝杆723之间的螺纹配合作用下,沿着横向导轨721的横向移动,即横移块724沿着导电辊5的轴向横移。
20.纵移装置73是纵向直线模组,其安装在横移装置72的横移块724上,跟随横移块724 横向移动,纵移装置73包括纵向导轨731、第二驱动电机732、纵向丝杆733和纵移块734,纵向导轨731有两条,都指向导电辊5,纵向丝杆733同轴安装在第二驱动电机732的输出轴上,且纵向丝杆733与两条纵向导轨731相互平行,纵移块734活动安装在两条纵向导轨 731上,且纵移块734上开有与纵向丝杆733螺纹适配的螺纹孔,纵向丝杆733贯穿在该螺纹孔中,如此则第二驱动电机732启动后驱动纵向丝杆733转动,而纵移块734在两条纵向导轨731的作用下不会跟随纵向丝杆733转动,这样纵移块734在其与纵向丝杆733之间的螺纹配合作用下,沿着纵向导轨731纵向移动,即纵移块734移向导电辊5。
21.需要说明的是,第一驱动电机722、第二驱动电机732采用可实现正、反转的三相异步电机,利用两个交流接触器交替工作改变电源接入第一驱动电机72、第二驱动电机7322的相序来实现第一驱动电机722、第二驱动电机732的正、反转控制,第一驱动电机722正、反转则能实现驱动横移块724横向往返移动,第二驱动电机732正、反转则能实现驱动纵移块734纵向往返移动。
22.纵移块734设有两条纵向缓冲导轨735,清洗刷71活动安装在两条纵向缓冲导轨735上,且清洗刷71的刷头向下朝向导电辊5,弹性缓冲件74是抵顶在清洗刷71的背向导电辊5一侧外的压缩弹簧。
23.本实施例中,高效电镀设备设有控制器(例如plc控制器,即可编程逻辑控制器),该控制器分别电连接上电镀模1、下电镀模2、第一驱动电机722和第二驱动电机732。在对钢板9进行电镀的过程中,先利用传送装置(例如传送带、推进电机等)把钢板9送入到电镀空间3中,控制器再控制相关电路令上电镀模1和下电镀模2的电镀液喷头4向钢板9外表面喷洒电镀液(例如硫酸锌液),然后钢板9带着电镀液继续行进,从电镀空间3行进到导电辊5和支撑辊6之间,这样钢板9外表面的电镀液就会在导电辊5的电解作用下,在钢板9 外表面镀上一层锌镀层,同时在导电辊5外表面也会形成一层薄的锌镀层,在此过程中,导电辊5接触钢板9,则钢板9行进会带动导电辊5转动,此时控制器控制相关电路令第二驱动电机732启动,则纵移装置73驱动清洗刷71移向导电辊5,使清洗刷71的刷头向下抵顶在导电辊5的外表面,并令第一驱动电机722启动,则横移装置72驱动纵移装置73带着清洗刷71沿着导电辊5的轴向往返横移,这样清洗刷71在横移过程中会对导电辊5的外表面施加刷洗力,而弹性缓冲件74能避免清洗刷71抵顶过度而损坏,如此则在清洗刷71横移与导电辊5转动的相互配合下,清洗刷71能将导电辊5外表面的薄锌镀层刷掉,避免对钢板9 的电镀效果降低。
24.如上所述仅为本发明创造的实施方式,不以此限定专利保护范围。本领域技术人员在本发明创造的基础上作出非实质性的变化或替换,仍落入专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1