高耐磨性钢板生产设备的制作方法
1.本实用新型涉及钢材加工技术领域,特别涉及一种高耐磨性钢板生产设备。
背景技术:
2.钢板是用钢水浇注冷却后压制而成的平板状钢材。为防止钢板锈蚀,在压制出钢板之后通常采用镀锌工序在钢板外表面电镀形成锌镀层。在进行镀锌工序时,利用传送设备把钢板送入到镀锌装置中,然后利用镀锌装置中的电镀液喷头向钢板外表面喷洒电镀液(例如硫酸锌液),然后继续令该钢板行进经过导电辊,钢板外表面的电镀液就在导电辊的电解作用下在钢板外表面电镀形成锌镀层,镀锌装置再将外表面形成有锌镀层的钢板输送到外界。钢板在使用时,其外表面上的锌镀层容易与外界摩擦产生划痕,则钢板经该划痕暴露在空气中,容易锈蚀,对此,通常在钢板的锌镀层外再涂装一层耐磨层以防止锌镀层被划花。
3.在钢板外表面镀上锌镀层之后,可再对钢板进行磷酸盐皮膜涂装工序,在钢板的锌镀层外涂装一层磷酸盐皮膜作为钢板的耐磨层。但是,锌镀层表面活性低,导致磷酸盐皮膜与锌镀层的涂装粘附性低,故对镀有锌镀层的钢板采用常规的磷酸盐皮膜涂装工序容易导致涂装失败。
技术实现要素:
4.本实用新型要解决的技术问题是如何提高磷酸盐皮膜的涂装成功率。
5.为解决上述技术问题,本实用新型提供一种高耐磨性钢板生产设备,包括镀锌装置和设在所述镀锌装置输出端外的水洗装置,所述镀锌装置在进入其中的钢板外表面电镀形成锌镀层,所述水洗装置对钢板外表面的锌镀层进行清洗,在所述水洗装置的输出端外依次设有胶钛表面调整剂喷淋装置、磷酸盐喷淋装置和烘干装置;所述胶钛表面调整剂喷淋装置中设有胶钛表面调整剂喷淋区域,在所述胶钛表面调整剂喷淋区域上方和下方各设有朝向所述胶钛表面调整剂喷淋区域的胶钛表面调整剂喷淋头;所述磷酸盐喷淋装置中设有磷酸盐溶液喷淋区域,在所述磷酸盐溶液喷淋区域上方和下方各设有朝向所述磷酸盐溶液喷淋区域的磷酸盐溶液喷淋头。
6.优选地,所述镀锌装置包括上、下相对设置的上电镀模和下电镀模,所述上电镀模和所述下电镀模之间设有电镀区域,所述上电镀模和所述下电镀模各设有朝向所述电镀区域的电镀液喷头,所述电镀区域的输出端外设有上、下相对设置的导电辊和支撑辊。
7.优选地,所述上电镀模上的电镀液喷头和所述下电镀模上的电镀液喷头各有至少两个。
8.优选地,所述上电镀模上的电镀液喷头和所述下电镀模上的电镀液喷头数量相等。
9.优选地,所述水洗装置中设有水洗区域,在所述水洗区域上方和下方各设有朝向所述水洗区域的清水喷淋头。
10.优选地,所述烘干装置中设有烘干区域,在所述烘干区域上方和下方各设有电热丝。
11.优选地,所述电镀区域的输入端外与所述导电辊的输出端外各设有压辊组。
12.本实用新型具有以下有益效果:在钢板生产过程中,利用镀锌装置在钢板外表面电镀形成锌镀层,并利用水洗装置对锌镀层外残留的电镀液进行清洗之后,将钢板送入胶钛表面调整剂喷淋装置中,利用胶钛表面调整剂喷淋装置向钢板的锌镀层喷淋胶钛表面调整剂,胶钛表面调整剂能提高锌镀层表面的活性,然后将带有胶钛表面调整剂的钢板送入磷酸盐喷淋装置中,向钢板的锌镀层喷淋磷酸盐溶液,然后将带有胶钛表面调整剂和磷酸盐溶液的钢板送入烘干装置中,利用烘干装置将钢板加热至磷酸盐溶液的粘附温度,在此过程中,胶钛表面调整剂提高了锌镀层外表面的活性,使磷酸盐溶液更容易形成粘附在钢板的锌镀层外表面的磷酸盐皮膜,提高了磷酸盐皮膜的涂装成功率。
附图说明
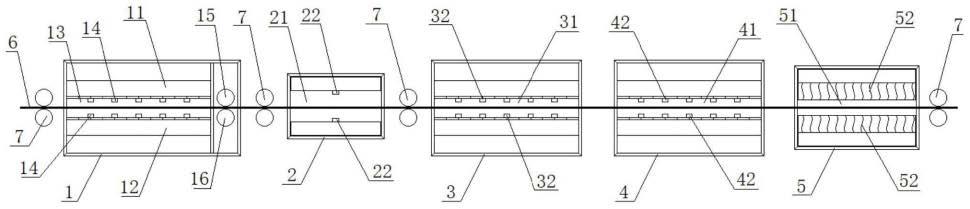
13.图1是高耐磨性钢板生产设备的示意图。
14.附图标记说明:1-镀锌装置;2-水洗装置;3-胶钛表面调整剂喷淋装置;4-磷酸盐喷淋装置;5-烘干装置;6-钢板;7-压辊组;11-上电镀模;12-下电镀模;13-电镀区域;14-电镀液喷头;15-导电辊;16-支撑辊;21-水洗区域;22-清水喷淋头;31-胶钛表面调整剂喷淋区域;32-胶钛表面调整剂喷淋头;41-磷酸盐溶液喷淋区域;42-磷酸盐溶液喷淋头;51-烘干区域;52-电热丝。
具体实施方式
15.以下结合具体实施方式对本发明创造作进一步详细说明。
16.高耐磨性钢板生产设备如图1所示,包括镀锌装置1、水洗装置2、胶钛表面调整剂喷淋装置3、磷酸盐喷淋装置4和烘干装置5,水洗装置2设在镀锌装置1的输出端外,胶钛表面调整剂喷淋装置3、磷酸盐喷淋装置4和烘干装置5依次设在水洗装置2的输出端外。
17.镀锌装置1包括上电镀模11、下电镀模12、导电辊15和支撑辊16,上电镀模11和下电镀模12上、下相对设置,在上电镀模11和下电镀模12之间设有电镀区域13,上电镀模11和下电镀模12各设有朝向电镀区域13的五个电镀液喷头14,导电辊15和支撑辊16上、下相对设置在电镀区域13的输出端外。水洗装置2中设有水洗区域21,水洗区域21上方和下方各设有朝向水洗区域21的一个清水喷淋头22。胶钛表面调整剂喷淋装置3中设有胶钛表面调整剂喷淋区域31,在胶钛表面调整剂喷淋区域31上方和下方各设有朝向胶钛表面调整剂喷淋区域31的五个胶钛表面调整剂喷淋头32。磷酸盐喷淋装置4中设有磷酸盐溶液喷淋区域41,在磷酸盐溶液喷淋区域41上方和下方各设有朝向磷酸盐溶液喷淋区域41的五个磷酸盐溶液喷淋头42。烘干装置5中设有烘干区域51,在烘干区域51上方和下方各设有一组电热丝52。
18.本实施例中,镀锌装置1的输入端外、水洗装置2的输入端外、胶钛表面调整剂喷淋装置3的输入端外和烘干装置5的输出端外各设有一组压辊组7,这样,钢板6在进入镀锌装置1之前、进入水洗装置2之前、进入胶钛表面调整剂喷淋装置3之前,以及从烘干装置5输出之后,都能在压辊组7的夹持作用下保持稳定,避免侧翻。
19.在生产钢板6的过程中,先利用传送装置(例如传送带、推进电机等)把钢板6送入到镀锌装置1的电镀区域13中,再令上电镀模11和下电镀模12的电镀液喷头4向钢板6外表面喷洒电镀液(例如硫酸锌液),然后钢板6带着电镀液继续行进,从电镀区域13行进到导电辊15和支撑辊16之间,这样钢板6外表面的电镀液就会在导电辊15的电解作用下,在钢板6外表面镀上一层锌镀层,然后外表面形成有锌镀层的钢板6继续行进输送到镀锌装置1外。钢板6在镀锌装置1中镀上一层锌镀层之后,继续行进经过水洗装置2的输入端外的压辊组7,然后进入到水洗装置2的水洗区域21中,则水洗区域21上方和下方的清水喷淋头22向钢板6喷淋清水,以清洗电镀后残留在钢板6外表面的电镀液,然后钢板6继续行进输出到水洗装置2外。钢板6从水洗装置2输出之后,继续行进经过胶钛表面调整剂喷淋装置3的输入端外的压辊组7,然后进入到胶钛表面调整剂喷淋装置3的胶钛表面调整剂喷淋区域31中,则胶钛表面调整剂喷淋区域31上方和下方的胶钛表面调整剂喷淋头32向钢板6外表面的锌镀层喷淋胶钛表面调整剂(由22份氢氧化钠,37份磷酸,15份硫酸氧钛混合液,26份三聚磷酸钠制成,钛的重量百分比为0.2%),胶钛表面调整剂能提高钢板6上的锌镀层表面的活性,然后钢板6继续行进输出到胶钛表面调整剂喷淋装置3外。钢板6从胶钛表面调整剂喷淋装置3输出之后,继续行进然后进入到磷酸盐喷淋装置4的磷酸盐溶液喷淋区域41中,则磷酸盐溶液喷淋区域41上方和下方的磷酸盐溶液喷淋头42向钢板6外表面的锌镀层喷淋磷酸盐溶液(包含350ppm的ni
+
、10000ppm的mg
2+
、20000ppm的po4
3-、25000ppm的no3-且酸比为10),然后钢板6继续行进输出到磷酸盐喷淋装置4外。钢板6从磷酸盐喷淋装置4输出之后,继续行进然后计入到烘干装置5的烘干区域51中,则烘干区域51上方和下方的电热丝52将钢板6加热至磷酸盐溶液的粘附温度(55℃),使磷酸盐溶液形成粘附在锌镀层外表面的磷酸盐皮膜,然后钢板6继续行进输出到烘干装置5外,经烘干装置5的输出端外的压辊组7到下一个工序对应的设备。在此过程中,胶钛表面调整剂提高了锌镀层外表面的活性,使磷酸盐溶液更容易形成粘附在锌镀层外表面的磷酸盐皮膜,提高了磷酸盐皮膜的涂装成功率。
20.需要说明的是,图1中的钢板6虽横跨镀锌装置1、水洗装置2、胶钛表面调整剂喷淋装置3、磷酸盐喷淋装置4和烘干装置5,但实际上刚板6在同一时间内仅会处于镀锌装置1、水洗装置2、胶钛表面调整剂喷淋装置3、磷酸盐喷淋装置4和烘干装置5当中的一个内,不会同时处于镀锌装置1、水洗装置2、胶钛表面调整剂喷淋装置3、磷酸盐喷淋装置4和烘干装置5当中的两个以上内,图1仅为表明钢板6可经过镀锌装置1、水洗装置2、胶钛表面调整剂喷淋装置3、磷酸盐喷淋装置4和烘干装置5而示出了位于镀锌装置1、水洗装置2、胶钛表面调整剂喷淋装置3、磷酸盐喷淋装置4和烘干装置5的示意图。
21.如上所述仅为本发明创造的实施方式,不以此限定专利保护范围。本领域技术人员在本发明创造的基础上作出非实质性的变化或替换,仍落入专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1