一种钕铁硼涂装石墨烯电泳漆的防护层结构的制作方法
1.本实用新型属于金属表面处理技术领域,具体涉及一种钕铁硼涂装石墨烯电泳漆的防护层结构。
背景技术:
2.钕铁硼永磁材料具有非常优异的磁性能和高性价比,自20世纪80年代问世以来一直备受人们的青睐。我国已成为全球钕铁硼永磁材料的生产和市场中心,该材料在计算机、网络信息、航空航天、通讯、交通、家电、保健等高新技术领域得到广泛应用。在节能环保和低碳经济的时代背景下,新能源汽车、风能发电、节能家电、小型轻量化汽车、变频空调的发展,将使钕铁硼永磁材料的市场需求持续增长,同时也对钕铁硼永磁材料的耐腐蚀性能提出了更高要求。
3.钕铁硼永磁合金采用粉末冶金工艺制备,存在烧结气孔等缺陷,磁体具有多相结构,包括主相nd2fe14b、富nd相(nd4fe)和富b相(nd1+εfe4b4),各相所占体积分数分别约为84%,14%和2%。其中主相nd2fe14b是磁性相,具有很强的单轴磁晶各向异性和高饱和磁化强度;富nd相是非磁性相,沿主相晶界或晶界交隅处呈网状分布,能够促进磁体致密化并提高矫顽力;富b相主要以颗粒状分布于主相晶界处,对磁性能影响不大。由于富nd相和富b相非常活泼,化学稳定性差,极易发生氧化,且各相的电化学电位相差很大,容易发生电化学腐蚀。
4.现有技术在钕铁硼表面制备镀锌层、镀镍层、铜镍铬组合镀层、镍铜镍组合镀层、镍锡组合镀层、镍银组合镀层、镍金组合镀层、电镀镍加化学镍组合镀层等防护层。采用镀锌、镀光亮镍、以及采用镀瓦特镍作预镀镍层的镀层结构,由于所采用的镀液为酸性或强碱性,镀液浸入到镀件表面孔隙中存在腐蚀基体及镀层的问题,导致这些镀层的耐蚀性都较低。gb/t 34491-2017《烧结钕铁硼表面镀层》标准规定,镍铜镍组合镀层按gb/t 10125
–
2021《人造气氛腐蚀试验 盐雾试验》标准进行中性盐雾试验开始锈蚀的时间为48h,所述钕铁硼基体制备的镀层的耐盐雾试验时间明显低于其他基体制备的镀层。为此,开发新技术解决钕铁硼永磁材料电镀中存在的这些问题成了业界研究的热点。
5.柠檬酸盐镀镍溶液为中性,对钕铁硼基体的腐蚀作用很弱,但柠檬酸盐镀镍的沉积速度慢,不适宜制备较厚的镀镍层。
6.授权公开号为cn 112877737 b的发明专利《一种无镍不锈钢涂装羟基石墨烯改性电泳漆的方法及防护涂层》公开了一种羟基石墨烯改性电泳漆,所制备的电泳漆涂层具有优异的耐蚀性。
技术实现要素:
7.为了解决钕铁硼镀件耐蚀性较差的问题,本实用新型提供了一种钕铁硼涂装石墨烯电泳漆的防护层结构。为了达到上述目的本实用新型采用如下技术方案:
8.一种钕铁硼涂装石墨烯电泳漆的防护层结构,包括钕铁硼基体、以及在所述钕铁
硼基体上从内到外依次制备的柠檬酸盐预镀镍层和石墨烯电泳漆涂层;
9.所述柠檬酸盐预镀镍层的厚度为2~7μm。
10.优选的,所述石墨烯电泳漆涂层的厚度为8~16μm。
11.钕铁硼基体表面有较多的孔隙,本实用新型采用柠檬酸盐镀镍工艺制备预镀镍层,中性的柠檬酸盐镀镍溶液浸入钕铁硼表面的孔隙后不会破坏基体和防护层。柠檬酸盐镀镍溶液具有较高的深镀能力,采用柠檬酸盐镀镍工艺预镀镍还有利于钕铁硼基体的封孔。镀镍层本身具备较高的耐蚀性,在钕铁硼表面上制备的镀镍层对其基体有较好的保护作用。在预镀镍层上涂装石墨烯电泳漆,镀层与涂层之间有较高的结合力。石墨烯电泳漆涂层耐蚀性高,能有效阻止腐蚀介质的侵蚀。
12.倘若在钕铁硼基体表面上直接制备电泳漆涂层,腐蚀介质透过电泳漆涂层后就会迅速腐蚀基体,导致电泳漆涂层脱落。
13.与现有技术相比,本实用新型具有以下有益效果:
14.1、本实用新型公开的钕铁硼涂装石墨烯电泳漆的防护层结构,能够有效克服现有技术在钕铁硼基体表面上所制备的镀层耐蚀性低的技术缺陷;
15.2、本实用新型制备工艺绿色环保,符合国家十四五发展规划的产业政策要求。
附图说明
16.此处所说明的附图用来提供对本实用新型的进一步理解,构成本技术的一部分,并不构成对本实用新型的不当限定,在附图中:
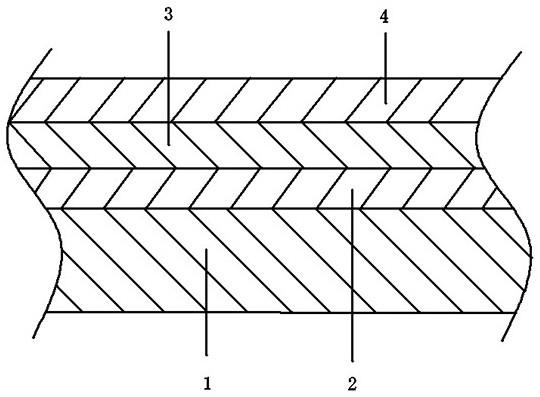
17.图1是本实用新型实施例1、实施例2和实施例3的防护层结构示意图。
具体实施方式
18.下面将结合附图以及具体实施例来详细说明本实用新型,在此本实用新型的示意性实施例以及说明用来解释本实用新型,但并不作为对本实用新型的限定。
19.一种钕铁硼涂装石墨烯电泳漆的防护层结构,包括钕铁硼基体、以及在所述钕铁硼基体上从内到外依次制备的柠檬酸盐预镀镍层和石墨烯电泳漆涂层。
20.按现行的前处理工艺对钕铁硼工件基体进行除油、除锈和活化处理,然后依次制备柠檬酸盐预镀镍层和石墨烯电泳漆涂层。
21.所述柠檬酸盐预镀镍层的厚度为2~7μm,采用现行的柠檬酸盐镀镍工艺制备。
22.优选的,所述柠檬酸盐镀镍工艺为:六水合硫酸镍180~250g/l,氯化钠10~12g/l,硼酸30~35g/l,硫酸镁30~40g/l,ph值7.0~7.2,镀槽温度50℃~60℃,阴极电流密度1~1.5a/dm2,阴及移动4~6m/min。
23.所述电泳漆涂层的厚度为8~16μm,采用石墨烯电泳漆涂装工艺制备。
24.优选的,所述石墨烯电泳漆涂装工艺采用广州超邦化工有限公司开发的akini 120电泳工艺制备:akini 120保护剂280~350ml/l,akini 120羟基石墨烯填料150~200g/l,akini pl it染料8~12g/l,操作温度25℃~30℃,槽电压30~60v,电泳时间40~90s,固化温度130℃~150℃,固化时间40~70min。
25.实施例1:
26.如图1所示,一种钕铁硼涂装石墨烯电泳漆的防护层结构,包括钕铁硼基体1、在所
述钕铁硼基体1上从内到外依次制备的柠檬酸盐预镀镍层2、和黑色石墨烯电泳漆涂层3。
27.所述柠檬酸盐预镀镍层2的厚度为3μm,采用现行的柠檬酸盐镀镍工艺制备:六水合硫酸镍220g/l,氯化钠10g/l,硼酸30g/l,硫酸镁40g/l,ph=7.2,镀槽温度53℃,阴极电流密度1.3a/dm2,阴极移动5m/min。
28.所述黑色石墨烯电泳漆涂层的厚度为10μm。采用超邦化工的akini 120电泳工艺制备:akini 120保护剂340ml/l,akini 120羟基石墨烯填料200g/l,akini pl it黑色染料10g/l,操作温度30℃,槽电压45v,电泳时间50s,固化温度140℃,固化时间60min。
29.本实施例在具体操作上分为如下步骤:
30.1、前处理:对工件基体1进行“碱性化学除油
→
水洗
→
除锈
→
水洗
→
超声波除油
→
水洗
→
酸盐活化
→
水洗”的前处理工序。
31.2、预镀镍:工件前处理后按柠檬酸盐镀镍工艺制备预镀镍层2。
32.3、涂装电泳漆:工件预镀镍后“涂装石墨烯电泳漆
→
水洗
→
加热固化”制备黑色石墨烯电泳漆涂层3。
33.实施例2:
34.如图1所示,一种钕铁硼涂装石墨烯电泳漆的防护层结构,包括钕铁硼基体1、在所述钕铁硼基体1上从内到外依次制备的柠檬酸盐预镀镍层2、和蓝色石墨烯电泳漆涂层3。
35.所述柠檬酸盐预镀镍层2的厚度为5μm。
36.采用现行的柠檬酸盐镀镍工艺制备:六水合硫酸镍240g/l,氯化钠12g/l,硼酸33g/l,硫酸镁35g/l,ph=7.2,镀槽温度55℃,阴极电流密度1.3a/dm2,阴极移动5m/min。
37.所述黑色石墨烯电泳漆涂层的厚度为8μm。
38.采用超邦化的akini 120电泳工艺制备:akini 120保护剂300ml/l,akini 120羟基石墨烯填料160g/l,akini pl it蓝色染料10g/l,操作温度25℃,槽电压45v,电泳时间50s,固化温度140℃,固化时间60min。
39.本实施例在具体操作上分为如下步骤:
40.1、前处理:对工件基体1进行“碱性化学除油
→
水洗
→
除锈
→
水洗
→
超声波除油
→
水洗
→
酸盐活化
→
水洗”的前处理工序。
41.2、预镀镍:工件前处理后按柠檬酸盐镀镍工艺制备预镀镍层2。
42.3、涂装电泳漆:工件预镀镍后
ꢀ“
涂装石墨烯电泳漆
→
水洗
→
加热固化”制备蓝色石墨烯电泳漆涂层3。
43.实施例3:
44.如图1所示,一种钕铁硼涂装石墨烯电泳漆的防护层结构,包括钕铁硼基体1、在所述钕铁硼基体1上从内到外依次制备的柠檬酸盐预镀镍层2、和绿色石墨烯电泳漆涂层3。
45.所述柠檬酸盐预镀镍层2的厚度为4μm。
46.采用现行的柠檬酸盐镀镍工艺制备:六水合硫酸镍200g/l,氯化钠10g/l,硼酸30g/l,硫酸镁32g/l,ph=7.2,镀槽温度50℃,阴极电流密度1a/dm2,阴极移动5m/min。
47.所述绿色石墨烯电泳漆涂层的厚度为12μm。
48.采用超邦化的akini 120电泳工艺制备:akini 120保护剂320ml/l,akini 120羟基石墨烯填料340g/l,akini pl it绿色染料10g/l,操作温度28℃,槽电压45v,电泳时间50s,固化温度140℃,固化时间60min。
49.本实施例在具体操作上分为如下步骤:
50.1、前处理:对工件基体1进行“碱性化学除油
→
水洗
→
除锈
→
水洗
→
超声波除油
→
水洗
→
酸盐活化
→
水洗”的前处理工序。
51.2、预镀镍:工件前处理后按柠檬酸盐镀镍工艺制备预镀镍层2。
52.3、涂装电泳漆:工件预镀镍后“涂装石墨烯电泳漆
→
水洗
→
加热固化”制备绿色石墨烯电泳漆涂层3。
53.试验例1
54.实施例1、实施例2和实施例3所制备的钕铁硼涂装石墨烯电泳漆的防护层结构,按照gb/t 10125
–
2021《人造气氛腐蚀试验 盐雾试验》标准进行中性盐雾试验480h,镀件表面无锈蚀。本实用新型制备的钕铁硼基体的防护层结构,进行中性盐雾不锈蚀的时间是gb/t 34491-2017《烧结钕铁硼表面镀层》标准规定的镍铜镍组合镀层中性盐雾试验48h开始锈蚀时间的10倍。
55.试验例2
56.本试验例对实施例1、实施例2和实施例3制备的样件进行镀层结合力测试,按照gb/t 5270-2005《金属基体上的金属覆盖层 电沉积和化学沉积层 附着强度试验方法评述》以热震法测试镀层结合力,把镀件放在加热炉中加热至300℃保温30min,取出后放入室温的水中骤然冷却,镀层没有出现起泡和脱落。试验表明,本发明所制备的镀层结构具有良好的结合力。
57.以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处。总之,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1