一种用于金属大梁阳极氧化辅助工装的制作方法
本技术属于零件表面处理领域,具体为一种用于金属大梁阳极氧化辅助工装。
背景技术:
1、旋翼是直升机的核心部件,旋翼的作用是产生升力和侧向的水平拉力。通过对旋翼的操作可以实现直升机的升降和水平方向的运动。旋翼主要由由根部接头、大梁、后段件及附属装置等组成。大梁多采用铝合金材质,其内腔深度因机型而已,内腔深度达到几米甚至更长,内腔深度和内径的比例远远大于8比1。
2、铝合金大梁一般采用阳极氧化的处理方式,铝合金阳极氧化技术,是指铝及其合金在相应的电解液和特定的工艺条件下,由于外加电流的作用下,在铝制品(阳极)上形成一层氧化膜的过程。
3、因大梁具有特殊的结构,直接进行表面处理,内腔溶液流动性及导电性效果不佳,很难形成合格的氧化膜层,表面易腐蚀,从而留下巨大的飞行隐患。而使用不当的辅助电极极易对内腔产生划伤或烧伤等问题,导致应力集中,易产生质量隐患。
技术实现思路
1、技术方案
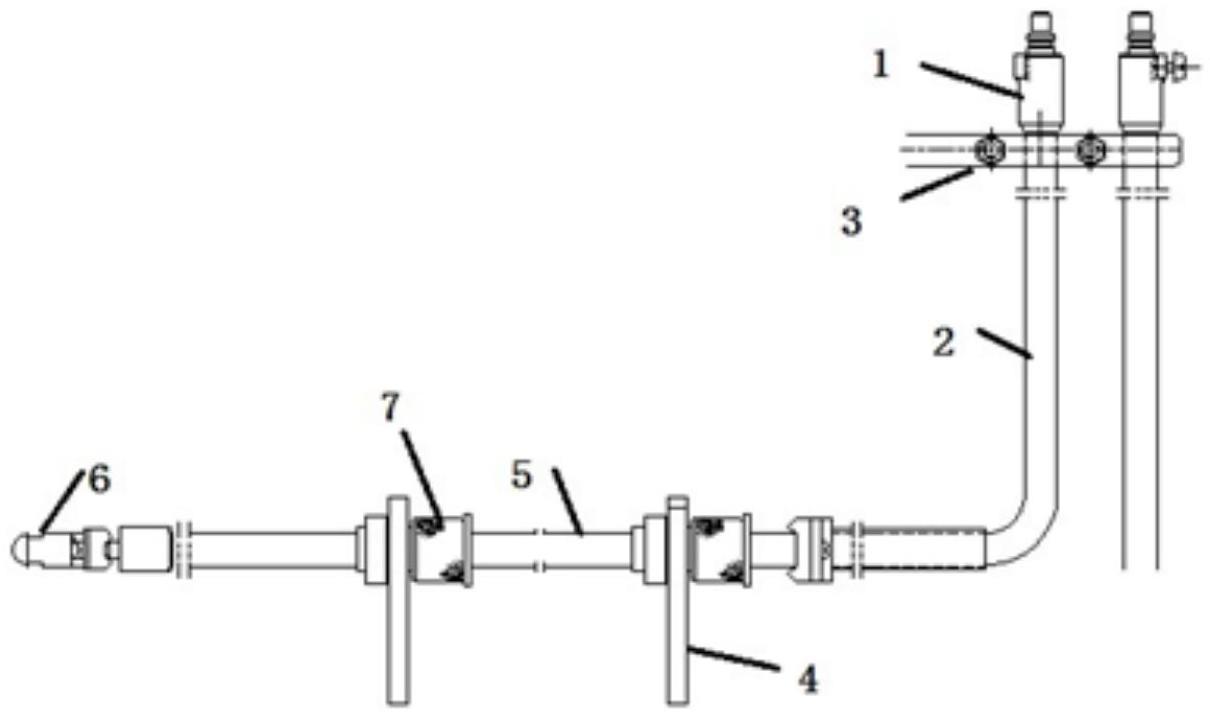
2、一种用于金属大梁阳极氧化辅助工装,包括风接头1、弯管2、支架4、阴极管5、堵头6、螺套7;风接头1通过焊接与弯管2连接,弯管2通过螺套7与阴极管5连接,阴极管5起始端通过螺纹与堵头6连接;阴极管5一端套有支架4,通过阴极管5一端上的螺母结构与螺套7进行限位;
3、进一步的,根据工件需要可设置多根阴极管5进行组合使用,支架4、螺套7与阴极管5数量配套使用。
4、进一步的,所述辅助工装设置为多组,采用连接板3实现组合。
5、进一步的,阴极管5长度方向表面均布两排钻孔。
6、进一步的,所述钻孔规格为φ2mm-φ4mm。
7、进一步的,支架4外形结构与工件内腔结构相互匹配。
8、进一步的,所述支架4采用绝缘材料。
9、进一步的,所述绝缘材料优选聚四氟乙烯材料。
10、进一步的,所述连接板3采用夹板胶木材质。
11、进一步的,所述堵头6采用夹板胶木材质。
12、技术效果
13、本实用新型的阳极氧化工装可用于大梁内腔辅助电极,增强溶液导电能力,促使内腔形成氧化膜层。同时阴极管内部的压缩空气可搅拌溶液,提高导电及溶液散热,能有效提高阳极氧化膜层质量。同时该工装具有很好的防护作用,能有效避免对内腔的划伤。该工装组装快捷,拆卸方便,可重复使用,可适用不同长度,不同内腔结构的的金属大梁。同时亦可用于其它内腔深度和内径的比例较大工件表面处理时使用。
技术特征:
1.一种用于金属大梁阳极氧化辅助工装,其特征在于,包括风接头(1)、弯管(2)、支架(4)、阴极管(5)、堵头(6)、螺套(7);风接头(1)通过焊接与弯管(2)连接,弯管(2)通过螺套(7)与阴极管(5)连接,阴极管(5)起始端通过螺纹与堵头(6)连接;阴极管(5)一端套有支架(4),通过阴极管(5)一端上的螺母结构与螺套(7)进行限位。
2.根据权利要求1所述的一种用于金属大梁阳极氧化辅助工装,其特征在于,根据工件需要可设置多根阴极管(5)进行组合使用,支架(4)、螺套(7)与阴极管(5)数量配套使用。
3.根据权利要求1所述的一种用于金属大梁阳极氧化辅助工装,其特征在于,所述辅助工装设置为多组,采用连接板(3)实现组合。
4.根据权利要求1所述的一种用于金属大梁阳极氧化辅助工装,其特征在于,阴极管(5)长度方向表面均布两排钻孔。
5.根据权利要求4所述的一种用于金属大梁阳极氧化辅助工装,其特征在于,所述钻孔规格为φ2mm-φ4mm。
6.根据权利要求1所述的一种用于金属大梁阳极氧化辅助工装,其特征在于,支架(4)外形结构与工件内腔结构相互匹配。
7.根据权利要求1所述的一种用于金属大梁阳极氧化辅助工装,其特征在于,所述支架(4)采用绝缘材料。
8.根据权利要求7所述的一种用于金属大梁阳极氧化辅助工装,其特征在于,所述绝缘材料为聚四氟乙烯材料。
9.根据权利要求3所述的一种用于金属大梁阳极氧化辅助工装,其特征在于,所述连接板(3)采用夹板胶木材质。
10.根据权利要求1所述的一种用于金属大梁阳极氧化辅助工装,其特征在于,
技术总结
本技术属于零件表面处理领域,具体为一种用于金属大梁阳极氧化辅助工装。包括风接头、弯管、支架、阴极管、堵头、螺套;风接头通过焊接与弯管连接,弯管通过螺套与阴极管连接,阴极管起始端通过螺纹与堵头连接;阴极管一端套有支架,通过阴极管一端上的螺母结构与螺套进行限位;增强溶液导电能力,促使内腔形成氧化膜层。同时阴极管内部的压缩空气可搅拌溶液,提高导电及溶液散热,能有效提高阳极氧化膜层质量。同时该工装具有很好的防护作用,能有效避免对内腔的划伤。该工装组装快捷,拆卸方便,可重复使用,可适用不同长度,不同内腔结构的的金属大梁。同时亦可用于其它内腔深度和内径的比例较大工件表面处理时使用。
技术研发人员:丁辰辉,赵学良,李婕,伍助喜,蔡增,彭雄宇
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:20221110
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!