金属黑色涂层耐磨耐水洗工艺及其检测工艺的制作方法
本发明公开金属黑色涂层耐磨耐水洗工艺及其检测工艺,属于金属加工领域。
背景技术:
1、金属水洗工艺,是金属表面处理的。
2、拉链头、纽扣、调节扣等服装金属辅料在做黑色时,无论喷漆或电泳黑都无法避免拉片与拉头连接部位摆动、纽扣和调节扣与洗衣机摩擦而造成的磨损掉色。尤其是在服装洗涤过程中,因为洗衣机的转动而造成长时间的摆动摩擦,会使这种掉色现象更加严重,从而在拉链头鼻梁位置、拉片尾部和拉环连接处,纽扣边缘处,调节扣四周等位置因颜色脱落而漏出金属材料底层。除了外观上破坏外,失去了保护层的金属材质在空气中更容易氧化腐蚀,特别是在接触到水的情况会加剧腐蚀,变脆容易断裂。
技术实现思路
1、本发明的目的是为了解决上述的问题而提供金属黑色涂层耐磨耐水洗工艺及其检测工艺。
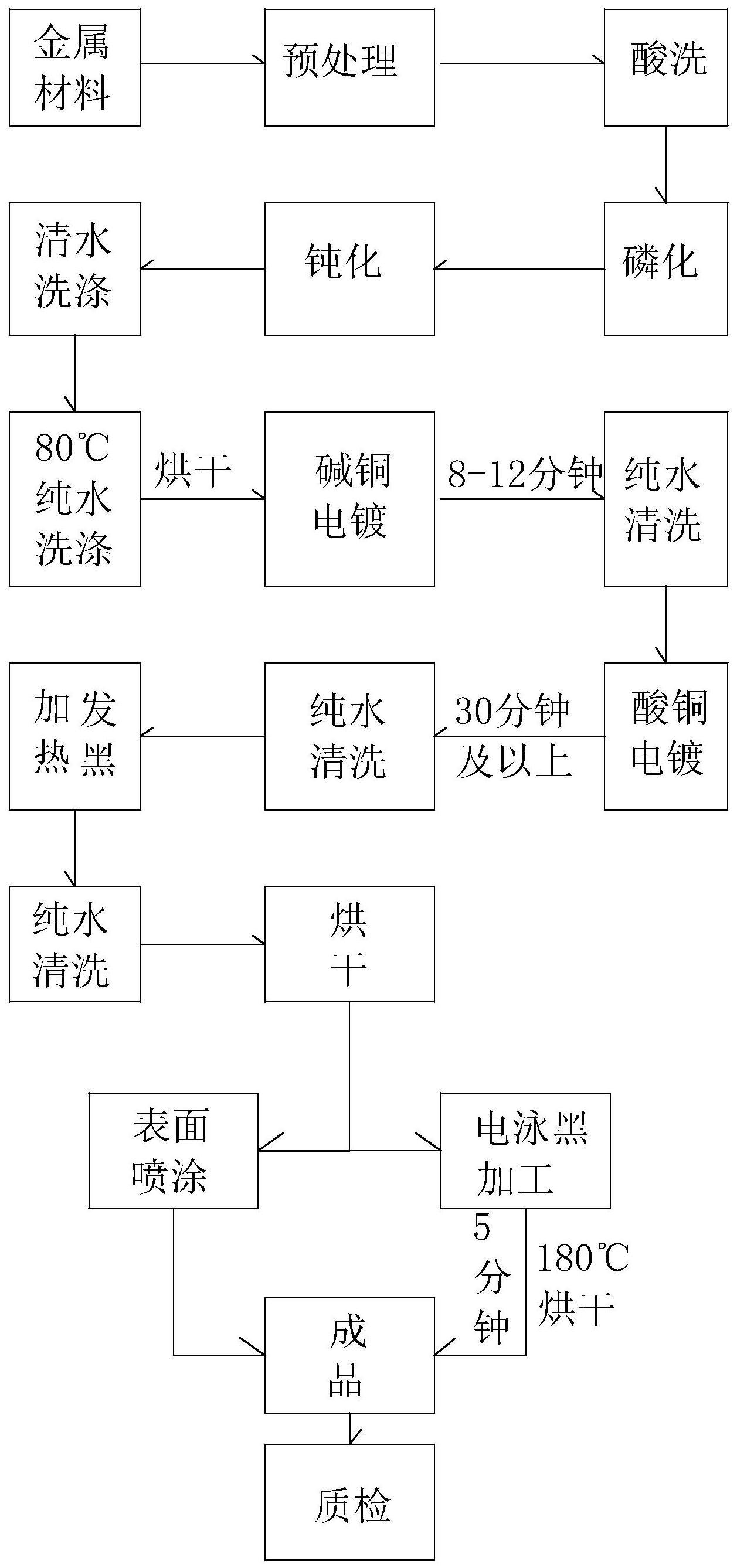
2、本发明通过以下技术方案实现上述目的,金属黑色涂层耐磨耐水洗工艺,包括以下步骤:
3、s1预处理:对金属材料进行粗加工,将金属材料的气泡、沙眼和水波纹消除;
4、s2酸洗:对s1预处理完成的产品通过酸洗将表面杂质取出,然后在进行磷化、钝化,接着用清水洗涤,再用80-90℃的纯水浸洗,最后捞起烘干;
5、s3电镀:将s2中烘干完成的产品置入碱铜电镀槽中,通电电镀8-12分钟,然后放入纯水中清洗,接着捞出然后放入酸铜电镀槽中,通电电镀30分钟以上,最后在放入纯水中清洗;
6、s4发黑:将s3清洗完成的产品放入发黑溶液中,至酸铜层表面产生黑色氧化膜,再将发黑完成的金属材料放入纯水中清洗,最后取出烘干;
7、s5精加工:将发黑完成后的产品安置于网盘或挂具上,然后进行表面喷涂或电泳黑加工。
8、优选的,s3中加入酸铜电镀时长与工件大小呈正比s3中加入酸铜电镀时长与工件大小呈正比。
9、优选的,s4中发黑溶液物质内包含的主要物质为:氢氧化钠、硫酸铜和亚硝酸钠,其所含比例为:5份氢氧化钠:4份硫酸铜:1份亚硝酸钠,且在浸染时需将发黑溶液的温度加热至130℃-160℃。
10、优选的,s5中的喷涂采用静电喷枪将深色油漆与稀释剂1:1混合后均匀喷涂于产品表面。
11、优选的,s5中的电泳采用阴极电泳工艺,且在电泳完成后需清水洗涤,然后放入烤箱以180℃±5℃烘烤50±5分钟。
12、金属黑色涂层检测工艺,包括以下步骤:
13、s6百格测试:将精加工完成的产品随机抽取若干,对其较为平整的一面通过刀片在产品表面划出若干方格,然后通过软毛刷将切缝进行清理,接着通过80粘度的胶带平稳粘合于划出方格表面,然后按压胶带3-5分钟,接着在0.5-1秒内以60°±3°的用度撕开胶带,再观察测试产品表面的油漆脱落程度,表面无脱落,胶带无黏黏,则为合格品;
14、s7盐雾测试:取若干s5精加工后的产品,分组进行测试,将分组完成的产品放入恒温恒湿的盐雾测试机内,然后将5%的氯化钠溶液置入盐雾测试机内,以1-2ml/(h*80cm²)的沉降量使盐雾沉降于产品表面,经过72小时不间断沉降后将产品取出观察产品表面,无表面变化为合格;
15、s8水洗测试:将产品固定于≥30*30cm的布片上,然后于常温下放入洗衣机,加入适量清水启动洗衣机进行洗涤,洗涤4小时后取出,观察表面应无明显磨损,则为合格品。
16、优选的,s6中划出的若干方格规格为1*1mm。
17、优选的,s7中的温度为30℃-40℃,湿度为95%及以上。
18、优选的,s8中的磨损范围为边缘磨损小于1mm,活动产品的连接处连续磨损掉漆小于3mm。
19、与现有技术相比,本发明的有益效果是:在于利用现有产品所常用的着色工艺进行大胆叠加,从而保留两种传统工艺的优点,即保留了金属电镀的硬度和优良的耐磨性,又利用喷漆或电泳解决了电镀所不能呈现出来的颜色。且以上工艺没有额外增加新的工艺从而出现设备和技术上的大量投资,利用较低的成本解决问题,利于了此发明在行业内的推广。
技术特征:
1.金属黑色涂层耐磨耐水洗工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的金属黑色涂层耐磨耐水洗工艺,其特征在于:s3中加入酸铜电镀时长与工件大小呈正比。
3.根据权利要求1所述的金属黑色涂层耐磨耐水洗工艺,其特征在于:s4中发黑溶液物质内包含的主要物质为:氢氧化钠、硫酸铜和亚硝酸钠,其所含比例为:5份氢氧化钠:4份硫酸铜:1份亚硝酸钠,且在浸染时需将发黑溶液的温度加热至130℃-160℃。
4.根据权利要求1所述的金属黑色涂层耐磨耐水洗工艺,其特征在于:s5中的喷涂采用静电喷枪将深色油漆与稀释剂1:1混合后均匀喷涂于产品表面。
5.根据权利要求1所述的金属黑色涂层耐磨耐水洗工艺,其特征在于:s5中的电泳采用阴极电泳工艺,且在电泳完成后需清水洗涤,然后放入烤箱以180℃±5℃烘烤50±5分钟。
6.金属黑色涂层检测工艺,包括以下步骤:
7.根据权利要求6所述的金属黑色涂层检测工艺,其特征在于:s6中划出的若干方格规格为1*1mm。
8.根据权利要求6所述的金属黑色涂层检测工艺,其特征在于:s7中的温度为30℃-40℃,湿度为95%及以上。
9.根据权利要求6所述的金属黑色涂层检测工艺,其特征在于:s8中的磨损范围为边缘磨损小于1mm,活动产品的连接处连续磨损掉漆小于3mm。
技术总结
本发明公开金属黑色涂层耐磨耐水洗工艺及其检测工艺,属于金属加工领域,利用现有产品所常用的着色工艺进行大胆叠加,从而保留两种传统工艺的优点,即保留了金属电镀的硬度和优良的耐磨性,又利用喷漆或电泳解决了电镀所不能呈现出来的颜色,且以上工艺没有额外增加新的工艺从而出现设备和技术上的大量投资,利用较低的成本解决问题,利于了此发明在行业内的推广。
技术研发人员:张少涛,解培玄,李涛,朱世忠
受保护的技术使用者:石狮市尚宇五金配件有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!