一种智能换刀决策控制系统的制作方法
本发明属于加工中心控制领域,涉及智能换刀决策控制技术,具体是一种智能换刀决策控制系统。
背景技术:
1、刀库对于加工中心来说十分重要,各类工序加工都是由刀库里的刀具完成的。加工中心换刀和刀库的选择可以根据被加工工件的工艺分析结果来确定所需刀具数量,通常根据一个零件在一次装夹中所需刀具数来确定刀库的容量。
2、加工中心一般配置单个刀库,在需要多种工艺同时加工的情况下只能在一个刀库里面更换刀具。如果刀库离工件加工位置较远,会导致换刀耗时长而降低加工效率。有些大型加工中心配置了两个或者两个以上的刀库,但这些刀库数量的增加仅仅是为了扩充刀具存放数量,在刀库的布局设计上并没有进行优化,会随着刀库数量的增加而降低换刀效率;因此,亟须一种智能换刀决策控制系统。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一;为此,本发明提出了一种智能换刀决策控制系统,用于解决现有技术无法合理配置刀库和优化刀库布局,导致在加工过程中换刀效率难以提高的技术问题。
2、为实现上述目的,本发明的第一方面提供了一种智能换刀决策控制系统,包括上位机,以及与之相连接的换刀控制模块和磨损检测模块;
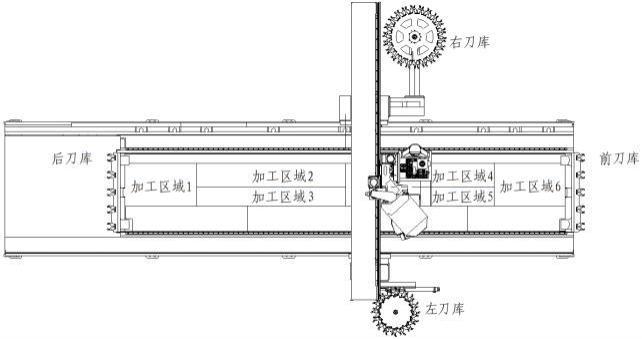
3、换刀控制模块:根据机床参数多点位布置刀库,并划分机床加工区域;设置各加工区域对应的刀库优先级排序;以及在各刀库中设置寄存刀位,结合刀库优先级以及加工位置完成换刀操作;其中,寄存刀位用于临时存储其他刀库的刀具;
4、磨损检测模块:在完成换刀操作之后,根据加工记录和扭矩值确定磨损参考值;持续读取扭矩值,并计算磨损实时值;比较磨损实时值与磨损参考值判断刀具磨损程度,根据磨损程度进行预警。
5、上位机用于获取数据并处理数据,并与换刀控制模块和磨损检测模块进行数据交互。换刀控制模块主要负责刀具的就近更换,为了实现就近更换本发明在多刀库的基础上对机床加工面进行了划分,并为划分的每个区域按照就近原则对刀库进行排序,获取刀库优先级排序。磨损检测模块则自动化检测刀具的磨损情况,一旦磨损情况超过预期则进行预警,必要的时候还可以自动生成自动换刀指令,对已经磨损严重的刀具进行及时更换。
6、优选的,所述根据机床参数多点位布置刀库,并划分机床加工区域,包括:
7、基于机床参数在机床周围合理设置刀库点位,并在刀库点位处配置刀库;
8、根据机床参数和工件加工要求将机床加工面划分为若干规则的加工区域,且相邻加工区域之间共用区域边界。
9、多刀库是提高换刀效率的基础,根据机床参数在机床周围合理配置刀库;如机床加工面是较大的长方形,则在长方形的每条边均对应配置刀库,即配置了四个刀库。接着,对加床加工面进行合理划分,如将长方形按照等分线划分成四个加工区域,相邻加工区域之间没有空余区域,也就是相邻的加工区域会共用一条边。多加工区域和多刀库的配置便于设计换刀规则,提高换刀效率。
10、优选的,所述设置各加工区域对应的刀库优先级排序,包括:
11、选定加工区域并标记为目标区域;
12、计算各刀库与目标区域之间的换刀距离,根据换刀距离来设置各刀库相对于目标区域的优先级;其中,换刀距离越短,刀库相对于目标区域的优先级越高。
13、机床的每个加工区域均有其对应的刀库优先级排序。加工区域的刀库优先级排序是根据刀库与加工区域之间的距离来排序的;距离越近,刀库对应的优先级越高。需要注意的是,这里的距离是指换刀距离,也就是换刀路线对应的距离,这里的换刀路线并不一定是直线。对每个加工区域的刀库优先级排序进行存储,以便快速调取识别。
14、优选的,每个所述刀库在初始状态下均存在一个寄存刀位为空刀状态;
15、在对刀库中刀位进行取刀动作之后,重新放回的刀具为其他刀库的刀具时,则将该刀位的属性修改为寄存刀位;当重新放回的刀具为初始刀具时则刀位属性不变。
16、为机床配置的每个刀库均存储若干寄存刀位,且存在一个刀位为空刀状态。当刀库中某个刀位的刀具被取出之后放回了其他刀库的刀具时,则该刀位的属性修改为寄存刀位,对该刀位中的刀具不在进行取刀操作。而若某个刀位的刀具被取出之后原位放回,则仍然可以在该刀位进行重复取刀。寄存刀位也是就近换刀的基础,能够在进行就近换刀时为刀具提供临时存放位置,提高换刀效率。
17、优选的,所述换刀控制模块结合刀库优先级以及加工位置完成换刀操作,包括:
18、执行换刀程序时,上位机读取目标刀号信息以及所有刀库中的刀具信息;其中,刀具信息包括直径、类型、位置以及刀具补偿;
19、根据加工位置确定对应的刀库优先级,基于刀库优先级匹配确定最佳刀具,并完成换刀操作;换刀操作之后利用刀补指令完成刀具补偿。
20、上位机根据预先设定的加工流程确定目标刀号信息,根据目标刀号信息在各刀库中进行匹配,获取最佳刀具,该最佳刀具则是需要更换的刀具。而且,在确定最佳刀具的过程中还需要综合考虑刀库优先级排序,当两个刀库均存在需要的刀具时,将高优先级刀库中的刀具作为最佳刀具。
21、优选的,所述在完成换刀操作之后,根据加工记录和扭矩值确定磨损参考值,包括:在完成换刀操作开始进行加工时,获取加工记录;其中,加工记录包括加工深度和加工速度;读取扭矩值,结合加工记录计算出磨损参考值。
22、刀库中的刀具默认都是状态良好的,因此根据加工深度、加工速度以及扭矩值能够计算出刀具磨损值。将跟换刀具之后计算得到的刀具磨损值作为磨损参考值,而将加工过程中计算得到的刀具磨损值作为磨损实时值;当磨损实时值超过磨损参考值一定大小时,则判定刀具磨损严重,需要进行预警以及换刀操作。
23、优选的,所述比较磨损实时值与磨损参考值判断刀具磨损程度,根据磨损程度进行预警,包括:
24、在加工过程中持续读取扭矩值,并根据读取的扭矩值计算磨损实时值;
25、将磨损参考值和磨损实时值分别标记为mcz和msz;当msz≥msz+γ时,则判定刀具磨损严重,生成预警信号;其中,γ为根据经验设定的系数,且γ>0。
26、与现有技术相比,本发明的有益效果是:
27、1.本发明根据机床参数多点位布置刀库,并划分机床加工区域;设置各加工区域对应的刀库优先级排序;以及在各刀库中设置寄存刀位,结合刀库优先级以及加工位置完成换刀操作;本发明按照就近原则从各刀库中选择最佳刀具并完成换刀操作,提高了换刀效率。
28、2.本发明在完成换刀操作之后,根据加工记录和扭矩值确定磨损参考值;持续读取扭矩值,并计算磨损实时值;比较磨损实时值与磨损参考值判断刀具磨损程度,根据磨损程度进行预警;本发明能够及时判断刀具的磨损程度,联合自动换刀程序及时进行换刀,保证加工工作的稳定进行。
技术特征:
1.一种智能换刀决策控制系统,包括上位机,以及与之相连接的换刀控制模块和磨损检测模块;其特征在于:
2.根据权利要求1所述的一种智能换刀决策控制系统,其特征在于,所述根据机床参数多点位布置刀库,并划分机床加工区域,包括:
3.根据权利要求1所述的一种智能换刀决策控制系统,其特征在于,所述设置各加工区域对应的刀库优先级排序,包括:
4.根据权利要求1所述的一种智能换刀决策控制系统,其特征在于,所述在完成换刀操作之后,根据加工记录和扭矩值确定磨损参考值,包括:
5.根据权利要求1所述的一种智能换刀决策控制系统,其特征在于,所述比较磨损实时值与磨损参考值判断刀具磨损程度,根据磨损程度进行预警,包括:
技术总结
本发明公开了一种智能换刀决策控制系统,涉及加工中心控制技术领域,解决了现有技术无法合理配置刀库和优化刀库布局,导致在加工过程中换刀效率难以提高的技术问题;本发明根据机床参数多点位布置刀库,并划分机床加工区域;设置各加工区域对应的刀库优先级排序;以及在各刀库中设置寄存刀位,结合刀库优先级以及加工位置完成换刀操作;本发明按照就近原则从各刀库中选择最佳刀具并完成换刀操作,提高了换刀效率;本发明在完成换刀操作之后,比较磨损实时值与磨损参考值判断刀具磨损程度,根据磨损程度进行预警;本发明能够及时判断刀具的磨损程度,联合自动换刀程序及时进行换刀,保证加工工作的稳定进行。
技术研发人员:刘风华,罗忠省,肖仰斌,杨良生,吴海洋,高子恒
受保护的技术使用者:广州弘亚数控机械股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!