一种复合铜集流体的电镀装置的制作方法
本发明涉及复合集流体的电镀,具体涉及一种复合铜集流体的电镀装置。
背景技术:
1、复合铜集流体是通过在电解液中溶入铜离子,利用电镀技术将中间基膜的上下表面都均匀的镀上铜层,形成复合集流体,在电镀过程中,现有的基膜电镀铜层是采用夹子镀和阴极辊的两种方式,前者夹子镀的基膜,由于夹子挤压基膜的边缘,基膜受到夹子外力夹持变形,在辊杆传动时,易造成偏差导致基膜褶皱破裂的问题,且夹子镀的导电点数目较多,接通电源导线的接头数目众多,存在导电功率的浪费和制造成本大的问题;后者阴极辊跟不可溶阳极钛蓝组成,在接通电源时,阴阳极受到电场力,阴极辊在无外力带动的情况下,不能旋转滚动,因此在电解液中的阴极辊,在电镀时受到铜离子附着,基膜电镀铜层滑擦容易破损,而采用外力的伺服电机带动阴极辊转动时,依然存在基膜透过电解液中受到液体压力和电镀池长度的干扰造成基膜褶皱,镀层不均匀的问题。
2、因此,在对比现有的夹子镀和阴极辊电镀的两种方式后,阴极辊比夹子镀具有节约能耗,接通电源便捷、制造成本减少,节省原材料和不用退镀的优点,针对此电镀技术中,阴极辊存在的不可溶阳极,需要不断地添加铜离子进入到电解液中,而电解液中添加铜离子浓度不均匀造成电镀铜层不均匀的问题,以及通电的阴阳极在受到电场力作用下,不能自身转动用于传动基膜,导致电镀基膜难以匀速穿过电解液,并不能确保电镀铜层厚度一致的问题。
技术实现思路
1、本发明的目的在于提供一种复合铜集流体的电镀装置,以解决上述背景技术中提到的技术问题。
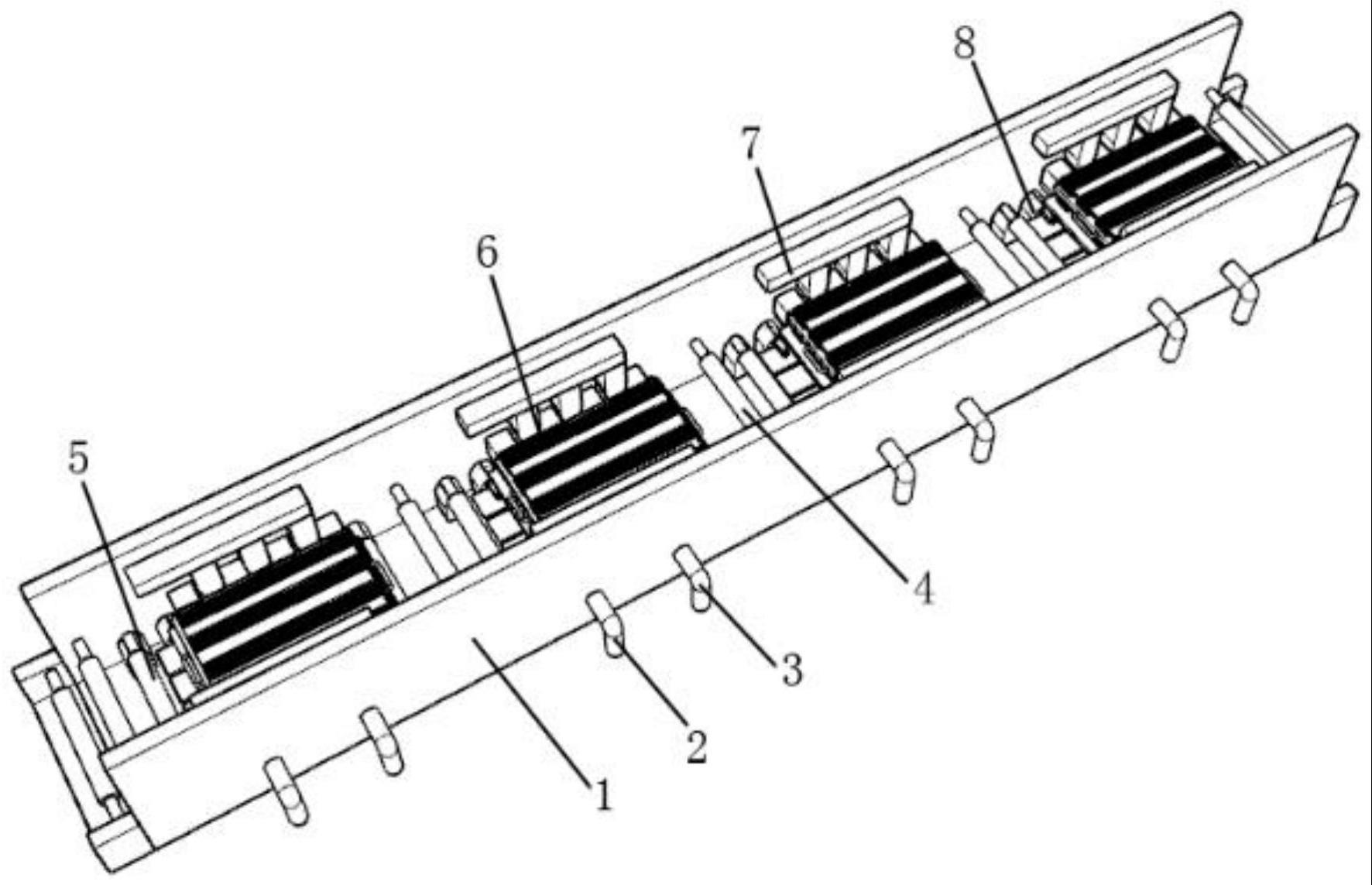
2、为了实现上述目的,本发明公开了一种复合铜集流体的电镀装置,包括电解池,所述电解池正面外侧的一端至另一端,依次设置有若干组注水口和排水口,所述电解池内部的一端至另一端,依次设置有展平除皱辊轴、不锈钢阴极辊件、氧化铜球添加装置、接整流器导电组件、基膜延展辊组件及阳极钛蓝双层板,所述接整流器导电组件与所述基膜延展辊组件是交错排列组合,所述接整流器导电组件与阳极钛蓝双层板固定连接,所述氧化铜球添加装置和阳极钛蓝双层板活动连接;
3、所述基膜延展辊组件包括导电柱、电机、齿轮、转轴及传送轮,所述导电柱的内部开设有机仓,所述电机是设置在机仓的内部,所述电机的顶端和齿轮内部的侧面固定套接相连,所述齿轮的另一侧面和转轴的底面是固定连接,所述转轴的侧面和传送轮的内壁是固定套接相连。
4、可选地,所述氧化铜球添加装置包括重力感测器板、把手、铜球网架、液压缸和球网,所述重力感测器板上表面的中部与铜球网架上端下表面的中部是通过液压缸的上下底面进行传动连接,所述重力感测器板侧面的中部与把手的端面固定连接,所述铜球网架的底部固定连接若干个球网,所述铜球网架的侧面开设有若干个过液孔。
5、可选地,所述阳极钛蓝双层板包括钛蓝板,所述钛蓝板的内部开设有置铜球槽。
6、可选地,所述展平除皱辊轴包括固辊架、中轴和滚轮,所述固辊架内部的侧面分别与中轴的底面固定连接,所述中轴的侧面与滚轮的内壁活动套接相连。
7、可选地,所述不锈钢阴极辊件包括一组固辊墩,所述固辊墩的内部设置有阴极辊轴。
8、可选地,所述接整流器导电组件的下表面形状与所述基膜延展辊组件的上表面形状是相同的,且均为弧形,用于防止刮花基膜;所述阳极钛蓝双层板的数量为两个,分别放置在基膜的上下两侧,且距离基膜表面的距离为2-3cm,所述阳极钛蓝双层板的壁厚为2-5mm,用于做可溶性阳极,通过添加铜球溶入电解液进行铜离子扩散溶液中,对基膜的上下表面进行电镀。
9、可选地,所述液压缸的伸缩高度为3-6cm,用于调节铜球网架距离重力感测器板表面的高度及调控球网内铜球距离电解液中基膜的高度,当铜球网架内部的铜球在不断电解中消耗变小时,其铜离子浓度和距离基膜的高度是变化的,用于提高电镀效率;所述球网的形状为半球形,其直径为d<6cm,用于均匀添加铜离子在电解液中的浓度,增加溶解的表面积,在电镀过程中,镀铜层厚度为900-1150nm。
10、可选地,所述氧化铜球添加装置连接有电解液中检测模块,所述电解液中检测模块包括铜离子检测仪;所述铜离子检测仪是实时检测铜球网架内部放置的铜球在接触电解液后,溶入铜离子浓度的检测数据,并把检测信号传输到电解液中检测模块中,判断电解液的铜离子浓度值,根据溶入铜球在电解消耗的过程中,铜球质量减小,根据重力感测器板受压感测调控液压缸升起铜球网架,不断微调电解液中铜离子距离基膜的高度。
11、基膜延展辊组件连接有伺服电机同步驱动模块,所述伺服电机同步驱动模块包括匀速速率调控单元;所述匀速速率调控单元是控制若干对机仓内部的电机进行同频同速的同步驱动,在匀速下利用传送轮在电解液中恒力传送基膜的两侧,使其电镀过程中均匀电镀,不起褶皱,不会因受力不均而撕拉破裂。
12、可选地,所述不锈钢阴极辊件、接整流器导电组件和阳极钛蓝双层板均连接有阴阳极导电整流模块,所述阴阳极导电整流模块包括整流参数显控单元;所述整流参数显控单元的参数中包括电流密度、电场强度及电流大小;所述整流参数显控单元是根据不锈钢阴极辊件和阳极钛蓝双层板在接通接整流器导电组件后,根据电解液电镀铜层厚度的需求,对其参数进行调控,用于均匀镀铜膜,其中,电镀电解液中的电流密度是与不锈钢阴极辊件和阳极钛蓝双层板通电的电场强度成正比,满足公式式中,dk为电流密度,单位为a/m2;i为电流强度;s为正、负极的总面积;以及dk=γ×e,式中,dk为电流密度,单位为a/m2;γ为导电率,单位为s/m;e为电场强度,单位为v/m。
13、可选地,包括如下运行操作步骤:
14、步骤一,在注入电解液中的电解池内部,启动基膜延展辊组件中的伺服电机同步驱动模块,并利用匀速速率调控单元调控传送轮恒力传动基膜在电解液中的速度;
15、步骤二,以此同时,利用氧化铜球添加装置添加氧化铜球,放置在阳极钛蓝双层板的内部,并溶入电解池内的电解液中,通过电解液中检测模块接收铜离子检测仪检测的电解液中铜离子浓度,根据电镀铜层的铜球消耗,调控液压缸升降而调整球网内铜球距离基膜的位置;
16、步骤三,通过接整流器导电组件接通不锈钢阴极辊件和阳极钛蓝双层板的电流,形成电镀的阴阳极让电解液中铜离子受电场力镀到基膜的上下表面,电镀过程,随着基膜受恒力传动速度,调节阴阳极导电整流模块中的整流参数显控单元的各参数,具体为控制电流大小,确保电镀速度,以及控制电流密度,预防离子带电击穿基膜。
17、与现有技术相比,本发明具有以下优点:
18、1、本发明采用了氧化铜球添加装置的结构,通过在阴极辊和阳极钛蓝电镀铜层方式中,利用可溶阳极钛蓝中添加氧化铜球溶入电解液调节铜离子浓度,通过球网均匀分布铜球接触电解液的面积和液压缸调控消耗铜球距基膜的位置,实现了电解液中添加铜离子浓度均匀而基膜电镀铜层均匀的功能,提高了电镀效率,达到了均匀镀膜的效果。
19、2、本发明采用了基膜延展辊组件的结构,采用导电柱内置电机连接伺服电机同步驱动模块进行同步运转,使得匀速速率调控单元能够恒力传动基膜的速率,通过一组传送轮的顺逆时针旋转传送电镀基膜,实现了恒力传送电镀基膜,不会造成受力不均而基膜撕拉破裂的功能,减小了基膜在电解液中运行的张力,达到了基膜运行平稳,电镀铜层稳定的效果
20、3、本发明采用了电解液中检测模块、阴阳极导电整流模块和伺服电机同步驱动模块的系统模块,通过系统化智能控制,采集铜离子浓度是信号、根据传送基膜的速度,以及控制电镀中接通电流大小和控制电流密度,实现了高精度的电镀复合铜集流体的功能,达到了电镀铜层的精确性、高效性和稳定性。
- 还没有人留言评论。精彩留言会获得点赞!