一种钢材料镀锌镍工艺的制作方法
本发明涉及钢材料表面防护工艺方法,特别是一种钢材料镀锌镍工艺。
背景技术:
1、超高强度钢材料目前已广泛的应用于航空制造领域,为了提高材料的耐腐蚀性能以及为喷漆提供很好的底层,基本上采用低氢脆镀镉、镀镉钛等工艺进行表面防护,成本高,重金属铬和镉也不能满足环保要求。相比之下,镀锌镍工艺具有耐蚀性强、绿色环保、镀液分散能力强、腐蚀性弱、废水处理方便、生产成本低等优点,近年来得到迅速发展,已在汽车行业和国外航空航天制造业有广泛的应用。开展超高强度钢镀锌镍工艺研究,将其应用在国内航空领域,成为镀镉(氰化镀镉和低氢脆镀镉)和镀镉钛的替代工艺,是本领域技术亟需解决的技术难题。
2、公开号为cn106637315a的专利公开了一种不含铬离子的锌镍合金自动电镀工艺,包括如下步骤:前处理:将待镀橡胶金属复合件或金属件表面油污、锈迹采用酸洗、电解除油、高温除油方式清除(高温除油温度为50-60℃,浓度为40-60g/l,时间为3-5min;电解除油电压为4-8v,浓度为20-40g/l,温度为40-60℃,时间为2-3min;酸洗浓度为300-500g/l,酸洗时间为2-3min)。电镀:利用电化学反应使锌、镍两种金属离子在金属表面共沉积形成镀层;封闭:用封闭液渗透进镀层缝隙,在镀层表面形成一个有机或无机保护层,封闭时间为50-80s,封闭液温度为40-50℃;吹干;烘干;包装。该发明耐中性盐雾时间较短。该发明的工艺仅适用于普通的金属复合件,因为超高强度钢材料对氢脆特别敏感,因此,电镀前处理如果使用300-500g/l高浓度的酸经过2-3min长时间处理去除锈蚀,在此过程中不仅对材料有很大的腐蚀功能,同时也会产生大量的氢气,很大程度上增加了氢脆断裂的风险。因此仅能用于普通的金属材料件,绝对不能用于超高强度钢材料。
技术实现思路
1、本发明所要解决的技术问题是,针对现有技术不足,提供一种钢材料镀锌镍工艺,耐蚀性能强,氢脆性能优异,镀层和基体的结合力良好,疲劳强度好。
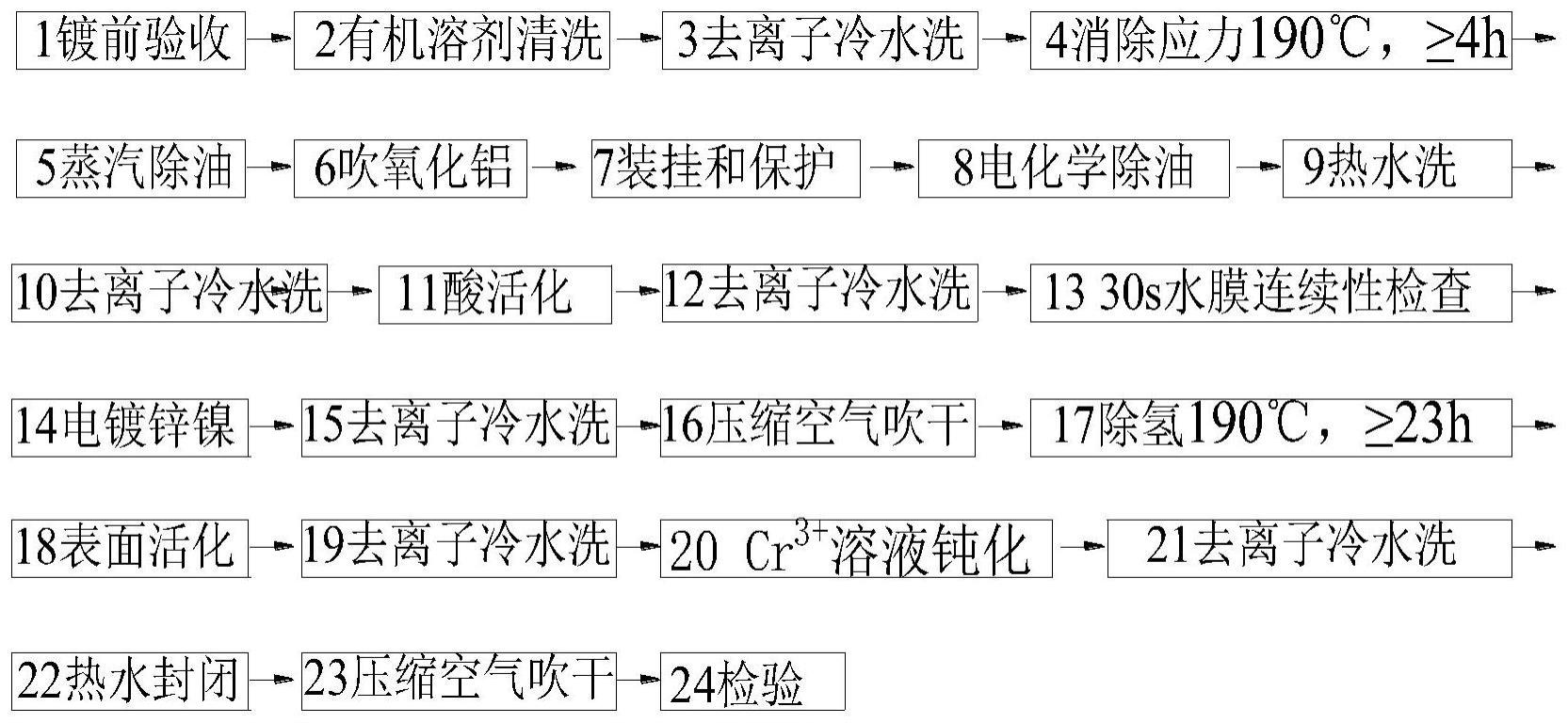
2、为解决上述技术问题,本发明所采用的技术方案是:一种钢材料镀锌镍工艺,包括s1、清洁钢材料;s2、电镀锌镍;还包括以下步骤:
3、s3、除氢:将s2中的镀锌镍钢材料加热除氢;
4、s4、表面活化:在s2中电镀液中加入的酸,将s3中除氢后的镀锌镍的钢材料放入其中进行活化,完成活化后清洗,制得活化后的镀锌镍钢材料;
5、s5、钝化:将s4中制得的活化后的镀锌镍钢材料放入cr3+溶液中钝化,完成钝化后清洗,制得钝化后的镀锌镍钢材料;
6、s6、封闭:将s5中钝化后的镀锌镍钢材料放入热水中进行封闭,即得封闭后的镀锌镍钢材料,封闭后的镀锌镍钢材料的镀层厚度为10μm~20μm;
7、其中,s2、电镀锌镍具体为:将s1中清洁后的钢材料放入锌镍电镀液中,电镀的电流密度为3~3.5a/dm2、电镀时间为20min~30min,完成电镀后,清洗得到镀锌镍钢材料。
8、本发明在工艺流程的设计上,采用了电镀后先除氢再进行cr3+溶液钝化。先除氢再钝化,首先可以防止先钝化后致密的钝化膜层对氢分子溢出的阻碍,有效降低氢脆断裂的风险;其次有效的保护钝化膜层不受除氢温度的影响产生变色、老化和损伤,确保镀层的外观和防腐性能。按照此流程可以实现超高强度钢材料的锌镍电镀,同样适用于普通钢材料。
9、本发明在后处理工艺方法上,采用了钝化后立即使用去离子热水封闭。钝化后的锌镍镀层在经过热水封闭后,可以封堵电镀产生的针孔,提高钝化膜层和电镀层的结合力,提高钝化膜层的光亮度和耐蚀性。
10、锌和镍离子共同在阴极上发生氧化还原反应沉积形成合金镀层,但是由于锌的标准电极电位(-0.762v)比镍的标准电极电位(-0.246v)负很多,在电镀时,阴极表面析氢,形成的zn(oh)2吸附层阻碍了镍离子的通过,使得锌离子优先沉积。但是本发明主要采用了低电流密度进行电镀,使得反应速度减慢,析氢量减少,不会造成zn(oh)2对镍离子的沉积的影响,形成锌镍共同沉积。
11、准确控制电流密度有效保证封闭后的镀锌镍钢材料的镀层厚度,从而进一步保证镀锌镍钢材料的疲劳强度良好。
12、在本发明的一个优选的实施例中,s2的锌镍电镀液中zn2+浓度为0.1mol/l~0.17mol/l;ni2+:0.017mol/l~0.024mol/l;zn2+浓度/ni2+浓度=6:1~7:1;naoh浓度为:100~140g/l;na2co3浓度:60~80g/l;电镀温度:20℃~28℃;沉积速率:0.5~0.8μm/min。
13、控制zn2+浓度和ni2+浓度,有利于zn2+和ni2+共同电镀,可以保证电镀过程中镀层沉积良好。
14、在本发明的一个优选的实施例中,s3中加热除氢的温度为180℃~200℃,时间为20~25h。
15、当零件在180℃~200℃条件下保持至少20~25h,金属晶格间的氢离子结合成氢分子从镀层中溢出。当除氢的温度高于200℃时,会产生锌脆。进一步优选地,s3中加热除氢的温度为180℃~190℃。
16、在本发明的一个优选的实施例中,s4中酸的浓度为10g/l~30g/l,活化的温度为20℃~30℃,活化的时间为1min~2min。
17、上述的表面活化条件下,表面活化在碱性条件下反应,除去氧化层,不会对表层进行腐蚀,不会影响镀层厚度。
18、在本发明的一个优选的实施例中,s5中cr3+溶液浓度为0.035mol/l~0.045mol/l,ph为4~4.4,温度为23℃~28℃,时间为20s~30s。保证钝化后膜层连续。
19、在本发明的一个优选的实施例中,s6中热水的温度为100℃,封闭的时间为1min~2min。
20、100℃热水可以有效封堵电镀产生的针孔。热水封闭可以将镀层的耐蚀性提高到1500h以上,并且不会造成钝化膜层的老化和脱落。
21、在本发明的一个优选的实施例中,s1中分别包括有机溶剂清洗、去离子冷水洗、蒸汽除油、吹氧化铝、电化学除油、热水洗、去离子冷水洗、酸活化和去离子冷水洗。
22、s1中清洁钢材料可以有效的确保样件电镀前表面没有油污、氧化皮、过腐蚀等迹象。
23、在本发明的一个优选的实施例中,s1中蒸汽除油的介质为三氯乙烯,温度为86℃~90℃,蒸汽除油的时间为3min~5min。
24、在本发明的一个优选的实施例中,s1中吹氧化铝的介质为150目氧化铝砂粒,风压为0.3mpa~0.5mpa;喷嘴与样件表面距离为100mm~300mm。
25、在本发明的一个优选的实施例中,s1中酸活化为将钢材料放入30ml/l~50ml/l的盐酸中,温度为20℃~30℃,时间为20~40s。前处理已经有吹氧化铝处理,在电化学除油后,零件表面产生锈蚀的可能性很小,但在自然条件下,吹砂到电镀过程中,可能在吹砂后的表面产生一层氧化膜层,因此只需要使用30ml/l~50ml/l低浓度的盐酸对零件表面进行20~40s短时间的活化,这样可以起到对轻微氧化膜层的去除作用,达到一个电镀前新鲜的表面,并且不会产生大量的氢气,大大降低了氢脆发生的可能性。
26、在本发明的一个优选的实施例中,s2中的电流密度通过电流控制装置来控制,所述电流控制装置包括挂钩,所述挂钩下方与电流表导电连接,所述电流表下方与导电件导电连接。
27、在本发明的一个优选的实施例中,所述导电件包括与所述电流表下方连接的连接杆,所述连接杆的另一端与导电挂板固定连接,所述导电挂板下表面分别设有多组导电连接件,所述导电连接件包括与所述导电挂板下表面固定的单向螺杆和固定于所述单向螺杆下端的连接螺母。
28、挂钩是导电棒,在使用过程中,挂钩挂到阴极上。连接螺母表面喷有绝缘材料,利用有机涂料喷涂(防腐效果)。连接螺母下方连接钢材料,钢材料在电镀液中进行电镀。
29、本发明中通过使用一套精准的电流控制装置,可以精确的显示出到达被镀覆样件表面的真实电流值。一般情况下,电镀过程中,到达镀件表面的电流值和电源设备的量程有很大的关系,电源设备的量程越大,电流的损耗越多。因此针对小件电镀,电源设备上的设置电流和实际到达镀件表面的真实电流有很大的误差,这是由电源设备的精度误差决定的。而这套电流控制装置是在电流输出端和镀件进行连接,可以直接显示到达镀件表面的真实电流值。
30、电流控制装置的电流精度为0.01a,可以更加精准的监测并控制到达镀件表面的真实电流值。
31、在本发明的一个优选的实施例中,所述钢材料包括钢材料和超高强度钢材料,所述超高强度钢材料的屈服强度大于1180mpa,抗拉强度大于1380mpa。
32、超高强度钢对氢脆非常敏感,因此本发明的工艺适合应用于超高强度钢材料镀锌镍。
33、本发明创新了钢材料锌镍电镀的最佳工艺参数。包括电镀的电流密度和时间关系、电镀液的温度、除氢的温度和时间、钝化的温度和时间、热水封闭的温度和时间;按照发明的工艺参数,可以有效的保证镀锌镍过程中镍和锌离子的有效沉积,不会产生因锌离子的电极电位和镍离子的电极电位差值较大而对镍离子的沉积产生影响;镀层的外观均匀、细致,没有镀层粗糙、烧焦、麻点、起泡或脱落、镀层不连续、局部无镀层等现象;镀层的分散能力良好,厚度均匀;镀层的氢脆性能、结合力和疲劳强度良好。
34、与现有技术相比,本发明所具有的有益效果为:本发明通过对一种超高强度钢材料锌镍合金电镀工艺的探索,形成了超高强度钢材料镀锌镍的工艺流程、工艺方法和工艺参数。镀层中的镍含量可以有效控制在12%~15%,经过中性盐雾试验,其耐蚀性远远高于其它表面镀层(镉层、镉-钛层),可以达到1500小时以上,大约是一般镀层耐蚀性的5倍;此种工艺所形成的锌镍镀层的氢脆性能良好,进行缺口拉伸测试,试样200h未发生断裂;镀层和基体的结合力良好,进行弯曲结合力测试,无镀层和基体剥离、起泡现象。疲劳强度和其它同材料电镀工艺(低氢脆镀镉、无氰镀镉钛)相比更加优越,在最大为1375mpa应力水平下疲劳强度可以达到20775次。本发明同样适用作为普通钢材料镀锌镍。
- 还没有人留言评论。精彩留言会获得点赞!