铜包铜合金线电镀设备及电镀方法与流程
本技术涉及铜线加工,尤其涉及一种铜包铜合金线电镀设备及电镀方法。
背景技术:
1、铜线加工是一种将铜或铜合金通过拉拔法、连铸连轧法等加工成铜线的技术。铜包铜合金线相较于铜线具有较高的抗拉强度和抗疲劳性能,而铜线则具有较高的导电性能。在加工制作铜包铜合金线时,通常采用焊接包覆、热压包覆等方式将外层铜材包裹在铜芯线表面上,以形成一种均匀而致密的铜包铜结构;但在一些产品需求直径较小的铜包铜合金线的生产中,可以采用电镀铜的方式进行铜材对铜芯线的包裹,电镀可以较好地控制细丝表面铜材的厚度和均匀性。而为了提高铜包铜合金线的导电性能和抗腐蚀性能,通常会对铜包铜合金线表面进行处理,如再给铜包铜合金线表面电镀锡、银等。
2、相关技术中的铜包铜合金线在进行电镀前,通常需要将铜芯线进行打磨,以获得一个更加平滑和粗糙度更适宜于电镀的表面。现有技术的打磨器可以打磨的铜包铜合金线的直径范围较小且有限,一个打磨器通常仅适用于对直径在固定范围内的铜包铜合金线进行打磨,在铜包铜合金线产品需求直径比打磨器设置的范围更小时,打磨器的打磨效果较差,在铜包铜合金线产品需求直径比打磨器设置的范围更大时,铜包铜合金线难以使用该打磨器进行打磨。
技术实现思路
1、本技术实施例提供一种铜包铜合金线电镀设备及电镀方法,可以改善相关技术中存在的打磨器难以适应打磨超出设定范围直径的铜包铜合金线的技术问题。
2、第一方面,本技术实施例提供了一种铜包铜合金线电镀设备,包括:
3、打磨机构,用于对铜包铜合金线进行打磨;
4、电镀机构,与所述打磨机构的输出侧相连通,用于对所述打磨机构的输出侧输出的铜包铜合金线进行电镀;
5、清洗机构,与所述电镀机构的输出侧相连通,用于对所述电镀机构的输出侧输出的电镀后的铜包铜合金线进行清洗;
6、烘干机构,与所述清洗机构的输出侧相连通,用于对所述清洗机构输出的清洗后的铜包铜合金线进行烘干;以及
7、收线机构,与所述烘干机构的输出侧相连通,用于对所述烘干机构输出的烘干后的铜包铜合金线进行收线;
8、其中,所述打磨机构包括打磨件、打磨夹和驱动机构;所述打磨夹具有供待电镀的铜包铜合金线穿设的打磨空腔,所述打磨件可拆卸地设置于所述打磨空腔内,所述打磨件用于弹性贴合于待电镀的铜包铜合金线;所述驱动机构的动力输出端连接于所述打磨夹,用于驱动所述打磨夹旋转。
9、本技术实施例中上述的技术方案,至少具有如下技术效果:
10、铜包铜合金线穿设于打磨空腔,打磨件弹性贴合于铜包铜合金线,根据铜包铜合金线的生产需要,被打磨夹固定的打磨件可以对直径小于打磨件的宽度的铜包铜合金线进行打磨,相关技术中生产的铜包铜合金线的直径从1微米到10毫米都能被打磨件弹性覆盖,使得打磨机构能够打磨的铜包铜合金线的直径不会受到现有技术中的打磨器较为有限的固定打磨直径范围的限制。打磨件弹性贴合于铜包铜合金线表面,驱动机构对打磨夹施加旋转的驱动力,使得打磨夹带动打磨件旋转,旋转中的打磨件对铜包铜合金线表面进行更全面的打磨,使得打磨过程能够更加均匀,能够去除铜包铜合金线表面的瑕疵和氧化物等杂质,还能让铜包铜合金线表面更适宜电镀。
11、打磨后的铜包铜合金线被输送至电镀机构进行电镀处理,在铜包铜合金线的表面形成一层金属镀层,以改善线材的电导性能、耐腐蚀性和外观质量。电镀后的铜包铜合金线被输送至清洗机构进行清洗,去除电镀过程中可能产生的残留物和化学物质。通过清洗可使得电镀层更加均匀,并提高铜包铜合金线表面的质量。清洗后的铜包铜合金线被输送至烘干机构进行烘干,去除表面的水分,使铜包铜合金线达到所需的干燥程度,以防止后续加工、存储和使用过程中的腐蚀和损坏。烘干后的铜包铜合金线被输送至收线机构进行收线,将铜包铜合金线按照一定的规格和长度进行卷绕或包装,以便后续的运输和使用。
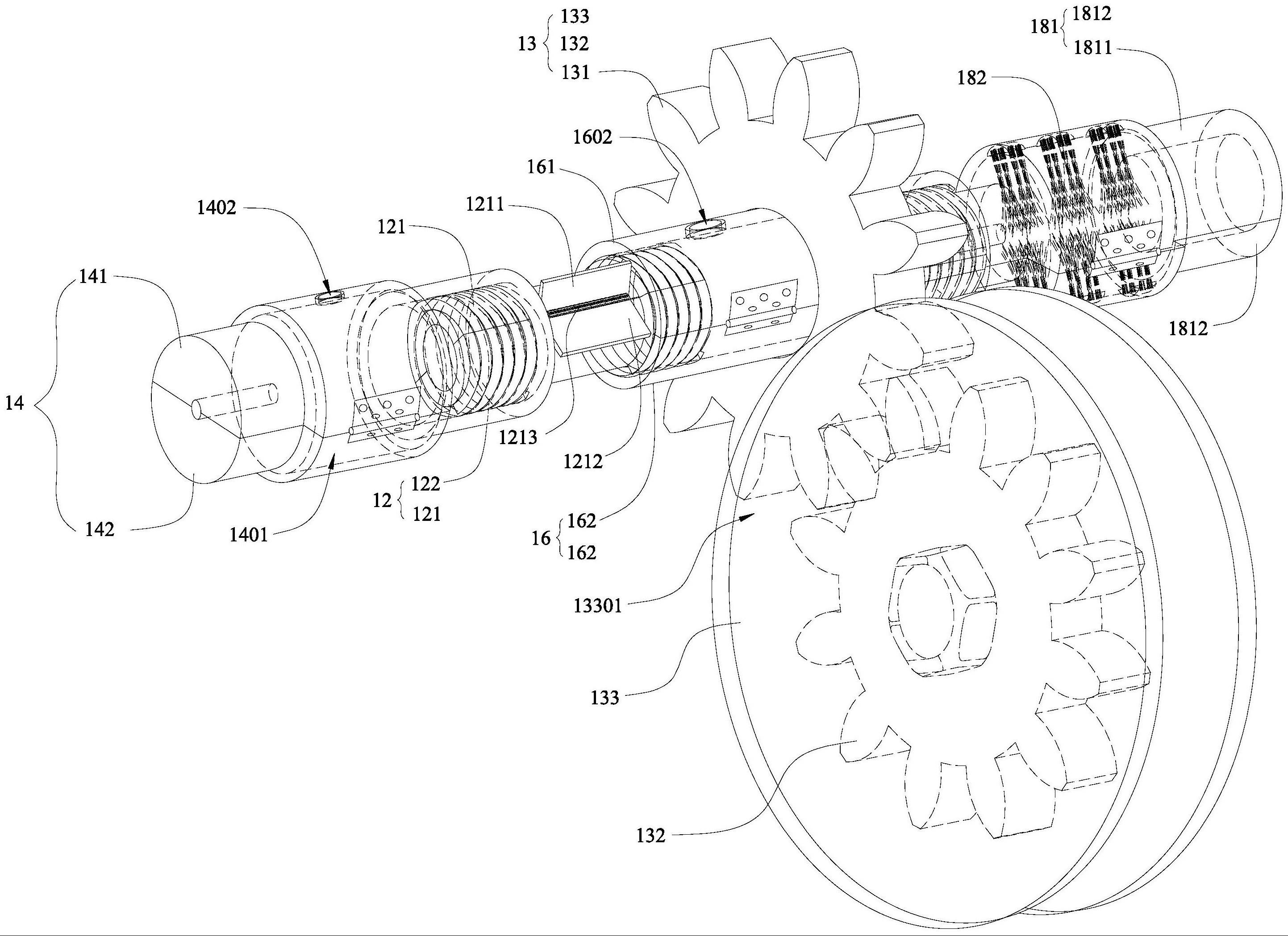
12、在一些实施例中,所述打磨机构还包括:
13、进气件,连接于所述打磨夹的输入端;所述进气件具有供待电镀的铜包铜合金线穿设的进气空腔、连通于所述进气空腔的进气口,所述进气空腔的输出侧连通于所述打磨空腔的输入侧;以及
14、进气机,所述进气机的气流输出端连接于所述进气口,用于向所述进气空腔中输送用于清理所述打磨空腔内的金属碎屑的气流。
15、在一些实施例中,所述打磨机构还包括:
16、吸气件,连接于所述打磨夹的输出端;所述吸气件具有供待电镀的铜包铜合金线穿设的吸气空腔、连通于所述吸气空腔的吸气口,所述吸气空腔的输入侧连通于所述打磨空腔的输出侧;以及
17、抽气机,所述抽气机的抽气输出端连接于所述吸气口。
18、在一些实施例中,所述打磨机构还包括:
19、刷洗组件,包括刷洗筒、多个刷洗件;所述刷洗筒连接于所述吸气件的输出端,所述刷洗筒具有供待电镀的铜包铜合金线穿设的刷洗空腔,所述刷洗件设置于所述刷洗空腔内,所述刷洗空腔的输出侧连通于所述电镀机构的输入侧。
20、在一些实施例中,所述驱动机构包括:
21、第一齿轮,固定于所述吸气件上;
22、第二齿轮,与所述第一齿轮啮合;
23、两个遮挡部,其中一个所述遮挡部固定于所述第二齿轮的一端,另一个所述遮挡部固定于所述第二齿轮的另一端,两个所述遮挡部之间形成遮挡空间,所述第一齿轮与所述第二齿轮的啮合处位于所述遮挡空间内;以及
24、转动驱动部,所述转动驱动部的动力输出端连接于所述第二齿轮,用于驱动所述第二齿轮和两个所述遮挡部一同转动,所述第二齿轮转动以使所述第二齿轮带动所述第一齿轮转动,进而使得所述第一齿轮带动所述吸气件转动,所述吸气件带动与所述吸气件的输入端相连接的所述打磨夹转动,所述吸气件带动与所述吸气件的输出端相连接的所述刷洗筒转动。
25、在一些实施例中,所述铜包铜合金线电镀设备还包括:
26、两个支撑件,间隔设置;所述进气件的输出端与所述打磨夹的输入端相连接处可转动地支撑于其中一个所述支撑件上;所述吸气件的输出端与所述刷洗筒的输入端相连接处可转动地支撑于另一个所述支撑件上。
27、在一些实施例中,所述进气件包括第一进气件和第二进气件,所述第一进气件与所述第二进气件可拆卸地相扣合,以在所述第一进气件与所述第二进气件之间形成所述进气空腔;
28、所述吸气件包括第一吸气件和第二吸气件,所述第一吸气件与所述第二吸气件可拆卸地相扣合,以在所述第一吸气件与所述第二吸气件之间形成所述吸气空腔;
29、所述刷洗筒包括第一刷洗筒和第二刷洗筒,所述第一刷洗筒与所述第二刷洗筒可拆卸地相扣合,以在所述第一刷洗筒与所述第二刷洗筒之间形成所述刷洗空腔。
30、在一些实施例中,所述打磨夹包括第一夹持件和第二夹持件,所述第一夹持件与所述第二夹持件可拆卸地相扣合,以在所述第一夹持件与所述第二夹持件之间形成所述打磨空腔;
31、所述打磨件的一端被夹持于所述第一夹持件,所述打磨件的另一端被夹持于所述第二夹持件,进而使得所述打磨件可拆卸地设置于所述打磨空腔内。
32、在一些实施例中,所述第一夹持件包括第一夹持部、第二夹持部和第一弹性枢轴,所述第一夹持部的一端与所述第二夹持部的一端转动连接于所述第一弹性枢轴上,所述第一夹持部和所述第二夹持部的转动轴线均与所述第一弹性枢轴的轴线方向相平行;
33、所述第二夹持件包括第三夹持部、第四夹持部和第二弹性枢轴,所述第三夹持部的一端与所述第四夹持部的一端转动连接于所述第二弹性枢轴上,所述第三夹持部和所述第四夹持部的转动轴线均与所述第二弹性枢轴的轴线方向相平行;所述第三夹持部的另一端和所述第四夹持部的另一端分别可拆卸地连接于所述第一夹持部的另一端与所述第二夹持部的另一端,以使得所述第三夹持部、所述第四夹持部、所述第一夹持部、所述第二夹持部围合形成所述打磨空腔;
34、其中,所述打磨夹具有夹持状态和展开状态;在所述夹持状态下,所述第一夹持部与所述第二夹持部夹持并贴合于所述打磨件的其中一端,所述第三夹持部与所述第四夹持部夹持并贴合于所述打磨件的另一端,以使得所述打磨件固定于所述打磨空腔内;在所述展开状态下,所述第一夹持部与所述第二夹持部相对转动至与所述打磨件的其中一端分离,所述第三夹持部与所述第四夹持部相对转动至与所述打磨件的另一端分离。
35、第二方面,本技术实施例提供了一种铜包铜合金线电镀方法,采用上述任一实施例所述的铜包铜合金线电镀设备,所述铜包铜合金线电镀方法包括:
36、使待电镀的铜包铜合金线穿设所述打磨空腔,并使所述打磨件弹性贴合于待电镀的铜包铜合金线;使所述驱动机构驱动所述打磨夹旋转,以使所述打磨件打磨待电镀的铜包铜合金线;
37、使所述电镀机构对所述打磨机构的输出侧输出的打磨后的铜包铜合金线进行电镀;
38、使所述清洗机构对所述电镀机构的输出侧输出的电镀后的铜包铜合金线进行清洗;
39、使所述烘干机构对所述清洗机构的输出侧输出的清洗后的铜包铜合金线进行烘干;
40、使所述收线机构对所述烘干机构的输出侧输出的烘干后的铜包铜合金线进行收线。
- 还没有人留言评论。精彩留言会获得点赞!