一种分层控制首饰挂镀金的生产方法与流程
本发明属于首饰镀金生产,尤其涉及一种分层控制首饰挂镀金的生产方法。
背景技术:
1、首饰类的亚硫酸金电铸工艺产品,主要应用于挂镀比较多,且同一缸电铸多品种首饰配件的现象也很常见,原因是产品更新快,新款产品或补单产品通常批量不大,但品种多样,且产品是以镀金层的重量下单,镀金层厚度并不一致。(由于产品大小不一致,一起镀金时相互间有一定干扰),多品种同一缸电铸出来的产品频繁加减克重,造成了如上挂、下挂、烘干等作业工时的增加、以及辅助材料使用量的增加,且减重极易导致报废率上升。通过对亚硫酸金电铸工艺的反复研究,有必要发明一种同一缸小批量多品种的首饰挂镀金生产方法。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于为了提供一种可以在同一缸中小批量、多品种首饰镀金的方法。
2、本申请方案提供一种分层控制首饰挂镀金的生产方法,包括以下步骤:
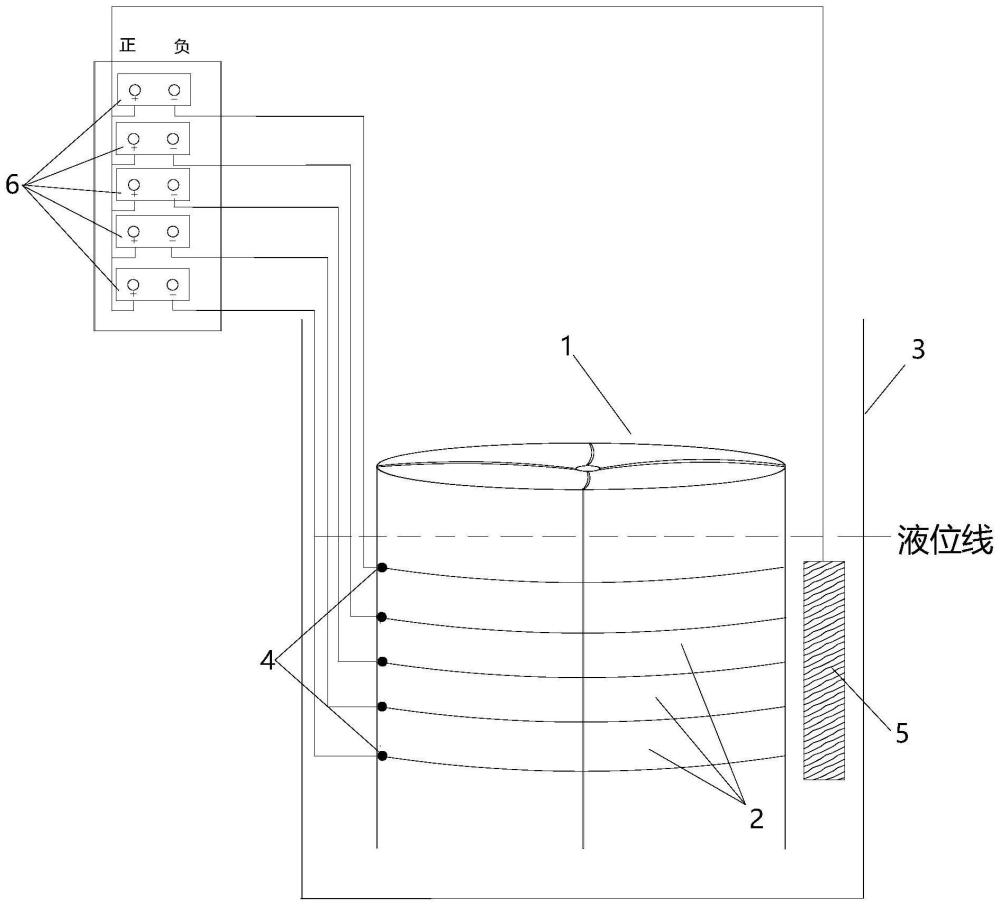
3、s1,按照款式将首饰坯件分别挂在电铸挂具的挂盘上,电铸挂具具有多层挂盘,每层挂盘只挂一款首饰坯件,首饰坯件呈圆形均匀分布;
4、s2,将挂有首饰坯件的电铸挂具浸入电铸缸的电镀液中;
5、s2,每层挂盘分别单独连接一个阴极,并分别使用一台整流机单独连接其各自的阴极,每层挂盘共用一个阳极;
6、s3,按订单要求计算设置好镀金需要的电流值、电流时间累积值,确认无误后,开启镀金作业;
7、s4,当实际的电流时间累积值达到预设值时,相应层的挂盘的整流机自动断开电流,停止镀金。
8、进一步地,多层挂盘在电铸挂具中堆叠设置,每层挂盘均可拆卸。
9、进一步地,所述挂盘呈环形。
10、进一步地,每层挂盘还具有挂针,挂针在环形挂盘上均匀排布。
11、进一步地,每层挂盘设有30-60个挂针。
12、进一步地,每层挂盘间做绝缘处理,确保层与层之间不导电。
13、进一步地,在步骤s3中,电流密度0.1~0.5a/dm2,挂具摆动速度:0.1~0.2米/秒。
14、进一步地,所述阳极为封闭的环形。
15、本申请的改进带来如下优点:本发明涉及一种适用于小批量多品种的首饰挂镀金生产方法。采用多台整流机+挂具分层控制,使得同一缸多品种挂镀金加工得到产品的金层重量比一台整流机控制同一缸多品种首饰更均匀,一致性更好,同时也能做到镀金重量的相对精准控制。
16、多品种分层控制挂镀,改善了电铸产品不均匀所导致的频繁加减克重带来的人力工时及报废率的增加,并且节省了辅助材料的使用量及金的损耗。
技术特征:
1.一种分层控制首饰挂镀金的生产方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的生产方法,其特征在于,多层挂盘在电铸挂具中堆叠设置,每层挂盘均可拆卸。
3.根据权利要求2所述的生产方法,其特征在于,所述挂盘呈环形。
4.根据权利要求3所述的生产方法,其特征在于,每层挂盘还设有多个挂针,挂针在环形挂盘上均匀排布。
5.根据权利要求4所述的生产方法,其特征在于,每层挂盘设有30-60个挂针。
6.根据权利要求2所述的生产方法,其特征在于,每层挂盘间做绝缘处理,确保层与层之间不导电。
7.根据权利要求1所述的生产方法,其特征在于,在步骤s3中,电流密度0.1~0.5a/dm2,挂具摆动速度:0.1~0.2米/秒。
8.根据权利要求1所述的生产方法,其特征在于,所述阳极为封闭的环形。
技术总结
本发明提供一种分层控制首饰挂镀金的生产方法,包括以下步骤:S1,按照款式将首饰坯件分别挂在电铸挂具的挂盘上,电铸挂具具有多层挂盘,每层挂盘只挂一款首饰坯件,首饰坯件呈圆形均匀分布;S2,将挂有首饰坯件的电铸挂具置入电铸缸中;S2,每层挂盘分别单独连接一个阴极,并分别使用一台整流机单独连接其各自的阴极,每层挂盘共用一个阳极;S3,按订单要求计算设置好镀金需要的电流值、电流时间累积值,确认无误后,开启镀金作业;S4,当实际的电流时间累积值达到预设值时,相应层的挂盘的整流机自动断开电流,停止镀金。本发明的目的在于为了提供一种可以在同一缸中小批量、多品种首饰镀金的方法。
技术研发人员:刘水军,李进军,吴世豪
受保护的技术使用者:深圳市联合蓝海应用材料科技股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!