铜箔电镀设备的制作方法
本技术一般涉及电镀设备领域,尤其涉及铜箔电镀设备。
背景技术:
1、因卷对卷铜箔电镀设备,需要两面均需电镀镀膜,在使用不可溶阳极进行电镀的过程中,不可溶阳极不可避免会产生析氧效应,会产生大量的氧气,聚集在铜箔膜面下方,导致铜箔膜面鼓起,使得铜箔膜面变形或是铜箔膜面接触到膜面上方的阳极袋,在长时间接触阳极袋的情况下,阳极袋表面会长铜,导致膜面划伤,影响成品距离,若膜面下方聚集的气体过多,也会造成铜箔褶皱甚至断带。
2、并且在电镀过程中产生的部分氧气会溶解在镀液中,成为气液混合态的状态,随着镀液循环,弥漫在整个电镀槽体,在循环过程中接触到膜面时,部分气液混合的镀液会分离出气体,随着时间累计就会在电镀膜面下方聚集,当聚集一定规模的气体时,膜面就会上浮,在镀铜槽出口,膜面经过压辊时,就会导致膜面出现死皱,影响膜面的有效卷长。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种铜箔电镀设备。
2、第一方面,提供一种铜箔电镀设备,包括:
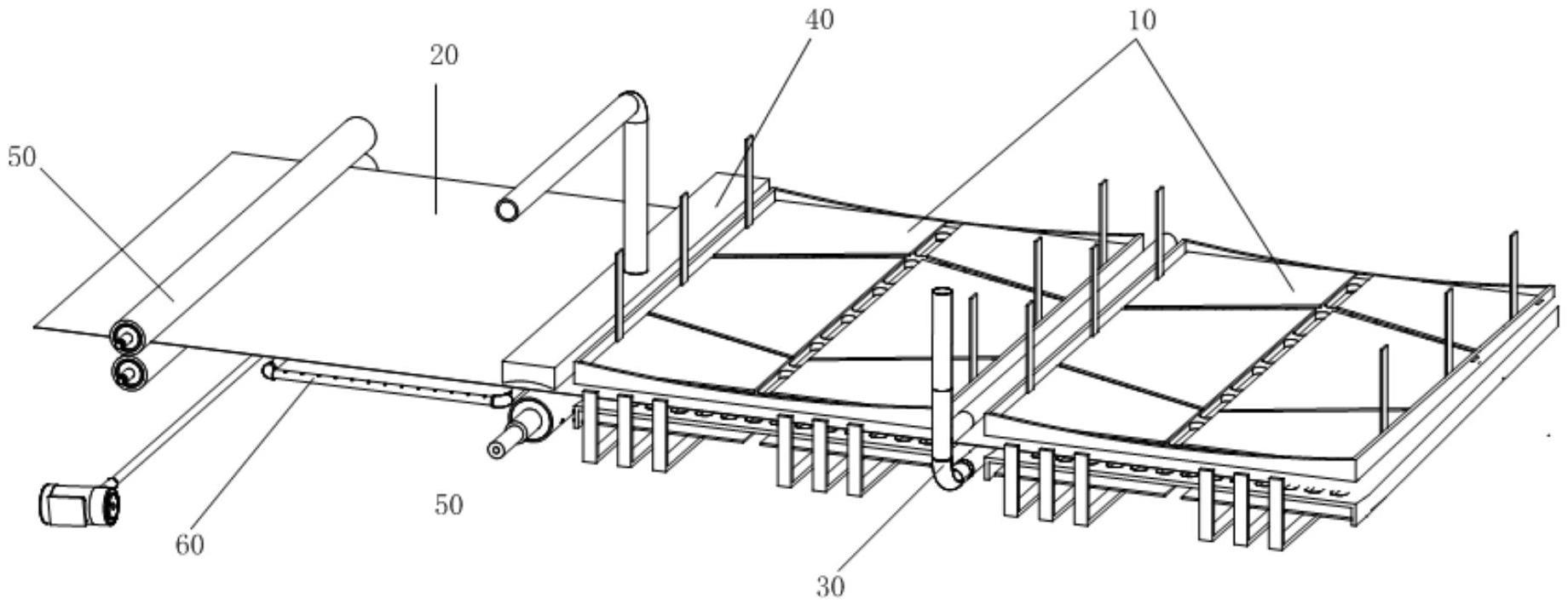
3、多个镀液槽,所述镀液槽顺次排列,且相邻的镀液槽之间设有间隔,每个所述镀液槽包括上下相对设置的两个框体,两个框体之间用于容纳铜箔,所述铜箔沿所述镀液槽排列方向移动;
4、多个赶气喷淋管,每个所述镀液槽旁均设有一个所述赶气喷淋管,用于向所述铜箔上表面和下表面喷液;
5、多个真空辊组件,每个所述镀液槽旁均设有一个所述真空辊组件,用于固定所述铜箔;
6、所述赶气喷淋管和所述真空辊组件交替设置在所述镀液槽旁。
7、作为可实现的方式,所述赶气喷淋管包括:第一管件和第二管件,所述第一管件和所述第二管件分别设置在所述铜箔所在平面的两侧,所述第一管件上设有用于喷液的第一喷淋出口,所述第二管件上设有用于喷液的第二喷淋出口,
8、第三管件,所述第三管件与所述第一管件和所述第二管件连通,用于向所述第一管件和所述第二管件供液。
9、作为可实现的方式,所述第一管件和所述第二管件平行设置,所述第一喷淋出口和所述第二喷淋出口包括多个第一通孔,多个所述第一通孔沿所述第一管件和所述第二管件长度方向延伸。
10、作为可实现的方式,所述第一喷淋出口的出液方向与所述铜箔所在面之间的角度为45°-60°,所述第二喷淋出口的出液方向与所述铜箔所在面之间的角度为45°-60°。
11、作为可实现的方式,还包括:循环泵,所述循环泵连接所述第三管件和所述镀液槽内,
12、流量计,所述流量计安装在所述第三管件上,用于检测所述第三管件内的液体流量,
13、球阀,所述球阀安装在所述第三管件上,用于控制所述第三管件内的液体流量。
14、作为可实现的方式,所述真空辊组件包括:真空辊和压板,所述真空辊与所述压板相对设置且之间设有间隙用于容纳铜箔,
15、排液管,所述真空辊与所述压板上均设有多个吸水通道与所述排液管连通,所述排液管用于将吸出的液体排至所述镀液槽内。
16、作为可实现的方式,所述真空辊转动设置在铜箔下方,且转动方向与所述铜箔移动方向相同。
17、作为可实现的方式,还包括:出口压水辊,沿所述铜箔移动方向设置在所述镀液槽一侧,
18、抽气装置,所述抽气装置安装在所述出口压水辊与所述镀液槽之间,且设置在所述铜箔下方。
19、作为可实现的方式,所述抽气装置包括:多根连通的抽气管路,所述抽气管路设置在所述铜箔下方,所述抽气管路所占宽度不小于所述铜箔宽度,
20、真空泵,所述真空泵连接至所述抽气管路;
21、控制器,所述控制器与所述真空泵连接,用于控制所述真空泵运行的时长和时间间隔。
22、作为可实现的方式,每根所述抽气管路上排列有多个贯穿的第二通孔,所述第二通孔孔径为1-2mm,每平方米设置的所述第二通孔数量不少于100。
23、根据本申请实施例提供的技术方案,通过在镀液槽内进行铜箔电镀的过程中设置多种抽气和赶气结构,在镀液槽内进行工作的时间内能够随时的对内部聚集在铜箔上面和下面的其他进行抽除和赶除,使得该设备在长时间电镀的过程中不会出现由于气泡异常引发的铜箔膜面缺陷,或者铜箔卷长过短的问题。
技术特征:
1.一种铜箔电镀设备,其特征在于,包括:
2.根据权利要求1所述的铜箔电镀设备,其特征在于,所述赶气喷淋管包括:第一管件和第二管件,所述第一管件和所述第二管件分别设置在所述铜箔所在平面的两侧,所述第一管件上设有用于喷液的第一喷淋出口,所述第二管件上设有用于喷液的第二喷淋出口,
3.根据权利要求2所述的铜箔电镀设备,其特征在于,所述第一管件和所述第二管件平行设置,所述第一喷淋出口和所述第二喷淋出口包括多个第一通孔,多个所述第一通孔沿所述第一管件和所述第二管件长度方向延伸。
4.根据权利要求2所述的铜箔电镀设备,其特征在于,所述第一喷淋出口的出液方向与所述铜箔所在面之间的角度为45°-60°,所述第二喷淋出口的出液方向与所述铜箔所在面之间的角度为45°-60°。
5.根据权利要求2所述的铜箔电镀设备,其特征在于,还包括:循环泵,所述循环泵连接所述第三管件和所述镀液槽内,
6.根据权利要求1所述的铜箔电镀设备,其特征在于,所述真空辊组件包括:真空辊和压板,所述真空辊与所述压板相对设置且之间设有间隙用于容纳铜箔,
7.根据权利要求6所述的铜箔电镀设备,其特征在于,所述真空辊转动设置在铜箔下方,且转动方向与所述铜箔移动方向相同。
8.根据权利要求1所述的铜箔电镀设备,其特征在于,还包括:出口压水辊,沿所述铜箔移动方向设置在所述镀液槽一侧,
9.根据权利要求8所述的铜箔电镀设备,其特征在于,所述抽气装置包括:多根连通的抽气管路,所述抽气管路设置在所述铜箔下方,所述抽气管路所占宽度不小于所述铜箔宽度,
10.根据权利要求9所述的铜箔电镀设备,其特征在于,每根所述抽气管路上排列有多个贯穿的第二通孔,所述第二通孔孔径为1-2mm,每平方米设置的所述第二通孔数量不少于100。
技术总结
本申请公开了一种铜箔电镀设备,包括多个镀液槽,每个镀液槽包括上下相对设置的两个框体,两个框体之间用于容纳铜箔,铜箔沿镀液槽排列方向移动;多个赶气喷淋管,每个镀液槽旁均设有一个赶气喷淋管,用于向铜箔上表面和下表面喷液;多个真空辊组件,每个镀液槽旁均设有一个真空辊组件,用于固定铜箔;赶气喷淋管和真空辊组件交替设置在镀液槽旁。根据本申请实施例提供的技术方案,通过在镀液槽内进行铜箔电镀的过程中设置多种抽气和赶气结构,在镀液槽内进行工作的时间内能够随时的对内部聚集在铜箔上面和下面的其他进行抽除和赶除,使得该设备在长时间电镀的过程中不会出现由于气泡异常引发的铜箔膜面缺陷,或者铜箔卷长过短的问题。
技术研发人员:林挺箫
受保护的技术使用者:厦门海辰储能科技股份有限公司
技术研发日:20230525
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!