一种截齿及其复合加工方法、矿山机械
1.本发明涉及矿山机械技术领域,具体而言,涉及一种截齿及其复合加工方法、矿山机械。
背景技术:
2.采煤掘进机是煤矿采集过程中常用的采煤机械,而采煤截齿是采煤掘进机上的零件,是落煤和碎煤的主要工具。在不同类型的采煤截齿中,镐型截齿的结构简单,截齿齿体及齿头均为圆形结构,对不同方向受力具有相同的抗力,是目前最为常用的截齿结构。
3.镐型截齿一般分为齿头和齿体,齿头和齿体的材质不同,截齿加工过程中需要通过钎焊将齿头和齿体连接,并且喷涂涂层。现有设计中,受工艺条件限制,齿头和齿体之间无机械自锁,且镐型截齿的连接和熔覆工艺流程一般为:钎焊-冷却-加热淬火-回火-熔覆-成品。但是,齿头和齿体在钎焊和加热淬火过程中,会经历两次加热,容易导致齿头和齿体的脆化,使采煤截齿在使用过程中容易产生齿头崩裂或者从钎焊焊接处开裂的现象,缩短截齿的使用寿命。
技术实现要素:
4.本发明解决的问题是现有技术中截齿的齿头和齿体经历两次加热,齿头和齿体容易脆化,无自锁齿头易脱落,截齿的使用寿命较短。
5.为解决上述问题中的至少一方面,本发明提供一种截齿复合加工方法,包括以下步骤:
6.将齿头嵌入齿体内,使所述齿头与所述齿体机械锁合连接,组装成截齿本体,并在所述齿头和所述齿体连接处涂抹钎焊材料,
7.使用激光熔覆方法在所述截齿本体表面熔覆耐磨熔覆层,同时利用激光熔覆方法产生的热量对所述齿头和所述齿体进行钎焊连接。
8.优选地,在所述齿头和所述齿体组装之前还包括:对所述齿体进行调制热处理,所述调制热处理的工艺参数为:在850℃条件下保持15min,油冷至室温,然后在550℃条件下保持120min,水冷至室温。
9.优选地,所述齿头的材质为碳化钨基硬质合金,所述齿体的材质为35crmo合金结构钢。
10.优选地,所述钎焊材料的充满度≥95%。
11.优选地,所述耐磨熔覆层为铁基非晶合金。
12.优选地,所述耐磨熔覆层的厚度为1-3mm。
13.优选地,所述激光熔覆方法的工艺参数为:激光功率为500-1500w,熔覆速度为0.3-1m/min,送粉速率为3-5g/min。
14.本发明通过齿头和齿体之间机械锁合以及钎焊连接相互配合,降低了对钎焊连接的要求,利用激光熔覆方法对截齿表面熔覆耐磨熔覆层产生的热量即可实现齿头和齿体钎
焊连接,避免了对截齿进行两次加热从而导致的齿头和齿体的脆化,保证了齿头和齿体的机械强度,延长了截齿的使用寿命,并且通过将激光熔覆与钎焊结合,简化了加工工艺,提高了生产效率,降低了生产成本。
15.本发明的另一目的在于提供一种截齿,所述截齿采用上述截齿复合加工方法制得,所述截齿包括齿头、齿体、耐磨熔覆层和钎焊层,所述齿体内形成适于容纳所述齿头的空腔,所述齿头适于卡入所述空腔内,且与所述齿体之间形成机械锁合结构,所述耐磨熔覆层熔覆于所述齿头和所述齿体表面,所述钎焊层位于所述齿头和所述齿体之间的连接处。
16.优选地,所述齿头适于嵌入所述空腔的部分设置为锥形或倒t形,所述空腔设置为与所述齿头形状匹配的锥形或倒t形。
17.本发明采用上述复合加工方法制得截齿,并通过齿头、第一齿体和第二齿体之间相互配合形成机械锁合及钎焊层连接,然后在齿头和齿体表面熔覆耐磨熔覆层,齿头和齿体之间连接稳固性好,且截齿的机械强度较高,耐磨性能好,延长截齿的使用寿命。
18.本发明的另一目的在于提供一种矿山机械,所述矿山机械包括上述截齿。
19.本发明通过将上述截齿应用于矿山机械,能够提高采煤效率,延长使用寿命,降低维护时间和成本。
附图说明
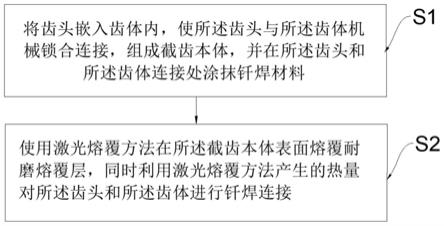
20.图1为本发明实施例中截齿复合加工工艺流程图;
21.图2为本发明实施例中截齿结构示意图;
22.图3为本发明实施例中锥形齿头与上下齿体组合的示意图;
23.图4为本发明实施例中倒t形齿头与上下齿体组合的示意图;
24.图5为本发明实施例中锥形齿头与左右齿体组合的示意图;
25.图6为本发明实施例中倒t形齿头与左右齿体组合的示意图。
26.附图标记说明:
27.1-截齿本体;2-齿头;3-齿体;31-第一齿体;32-第二齿体;4-耐磨熔覆层;5-钎焊层。
具体实施方式
28.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
29.本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。
30.本发明实施例提供一种截齿复合加工方法,如图1所示,包括以下步骤:
31.步骤s1、将齿头2嵌入齿体3内,使齿头2与齿体3机械锁合连接,组装成截齿本体1,并在齿头2和齿体3连接处涂抹钎焊材料,
32.步骤s2、使用激光熔覆方法在截齿本体1表面熔覆耐磨熔覆层4,同时利用激光熔覆方法产生的热量对齿头2和齿体3进行钎焊连接。
33.齿头2是采煤过程中落煤和碎煤的主要工具,而齿体3则为齿头2提供支撑固定,根据作用的不同,齿头2和齿体3的材质也不同。其中,齿头2的材质为碳化钨基硬质合金,而齿体3的材质为35crmo合金结构钢。碳化钨硬质合金的耐磨性能和耐腐蚀性能好,并且具有一定的冲击韧劲,强度高,使用碳化钨硬质合金制作齿头2能够提高齿头2的耐磨和耐腐蚀性能,延长齿头2的使用寿命。35crmo合金结构钢具有很高的静力强度、冲击韧性以及较高的疲劳极限,并且成本较低。
34.在齿头2和齿体3组装之前还包括:对齿体3进行调制热处理,调制热处理的工艺参数为:在850℃条件下保持15min,油冷至室温,然后在550℃条件下保持120min,水冷至室温。调制热处理可以使合金的材质、性能得到很大程度的调整,能够提高齿体3的强度和韧性,从而延长齿体3的使用寿命。
35.将齿头2嵌入齿体3内,使齿头2与齿体3机械锁合连接,并在齿头2和齿体3连接处涂抹钎焊材料,其中钎焊材料的充满度≥95%。通过将钎焊材料的充满度设置在95%以上,使焊接部分无气孔,齿头2、齿体3之间结合更牢固,提高了焊接强度。
36.耐磨熔覆层4为铁基非晶合金。使用激光熔覆的方式将铁基非晶合金粉末熔覆至截齿本体1表面形成耐磨熔覆层4,铁基非晶合金具有长程无序、短程有序的原子结构,具有更高的强度、硬度和耐磨性能,并且铁基非晶合金的成本较低。
37.激光熔覆方法的工艺参数为:激光功率为300-1500w,熔覆速度为0.3-1m/min,送粉速率为3-5g/min。将激光功率为300-1500w,熔覆速度为0.3-1m/min,送粉速率为3-5g/min能够使激光熔覆区域的温度达到2000℃以上,超过了钎焊材料熔化所需要的温度,因此可以在激光熔覆的同时对齿头2和齿体3进行钎焊链接。并且在此条件下,熔覆材料与齿头2和齿体3的结合更好,并使耐磨熔覆层的硬度达到65hrc以上,其中hrc为洛氏硬度单位,耐磨熔覆层4的硬度提高能够增强截齿本体1的耐磨性能,延长其使用寿命。
38.耐磨熔覆层4的厚度为1-3mm。熔覆层越厚,其耐磨性能也越强,但成本也会增加,对耐磨性能和成本进行综合考虑,当涂层厚度为1-3mm时性价比较高。
39.本发明的另一实施例在于提供一种截齿,采用上述截齿复合加工方法制得,截齿包括齿头2、齿体3、耐磨熔覆层4和钎焊层5,齿体3内形成适于容纳齿头2的空腔,齿头2适于卡入空腔内,且与齿体3之间形成机械锁合结构,耐磨熔覆层4熔覆于齿头2和齿体3表面,钎焊层5位于齿头2和齿体3之间的连接处。
40.通过齿头2齿体3之间相互配合形成机械锁合及钎焊层5连接,然后在齿头2和齿体3表面熔覆耐磨熔覆层4,齿头2和齿体3之间连接稳固性好,且截齿的机械强度较高,耐磨性能好,延长截齿的使用寿命。
41.齿头2适于嵌入空腔的部分设置为锥形或倒t形,空腔设置为与齿头2形状匹配的锥形或倒t形。
42.示例性地,如图3和图4所示,齿体3包括第一齿体31和第二齿体32,第一齿体31和第二齿体32为上下相对设置,齿头2的竖截面为锥形或倒t形,第一齿体31的内有与齿头2对应的竖截面为锥形或倒t形的空腔,将齿头2嵌入第一齿体31的空腔内,然后将齿头2和第一齿体31一起压扣至第二齿体32上,使齿头2、第一齿体31和第二齿体32之间形成机械锁合结构;如图5和图6所示,齿体3包括第一齿体31和第二齿体32,第一齿体31和第二齿体32为左右相对设置,齿头2的竖截面为锥形或倒t形,第一齿体31和第二齿体32配合形成与齿头2对
应的竖截面为锥形或倒t形的空腔,将齿头2、第一齿体31和第二齿体32进行组装,使齿头2位于第一齿体31和第二齿体32形成的空腔内,形成机械锁合结构。
43.本发明的再一实施例在于提供一种矿山机械,矿山机械包括上述截齿。
44.通过将上述截齿应用于矿山机械,能够提高采煤效率,延长使用寿命,降低维护时间和成本。
45.虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1