表面含有超硬耐磨颗粒的高耐磨截齿
1.本实用新型涉及采掘工具技术领域,具体是一种表面含有超硬耐磨颗粒的高耐磨截齿。
背景技术:
2.截齿是一种采掘工具,可与采煤机、掘进机等配套使用,由于其工作环境复杂恶劣,成为采煤机、掘进机实际作业中更换量最大的易损件,目前广泛应用的截齿主要由合金钢齿体和钎焊的硬质合金截齿头组成,截齿头焊接于齿体的一端。截割煤岩及掘进巷道时,复杂的工况条件截齿容易发生硬质合金截齿头和齿体的磨损失效、硬质合金截齿头脱落、崩刃和齿体断裂等,致使每万吨煤消耗的截齿数量居高不下,加大了生产成本,直接影响了采煤机、掘进机的生产效率。其中截齿体不耐磨,也会导致固定在截齿柄端部的硬质合金截齿头过早的脱落。通过几个煤矿的统计结果可知,磨损失效是截齿最主要的失效形式,占失效形式75%~90%。目前主要通过堆焊技术改善齿体的耐磨性能,堆焊焊丝一般为cr-mo-w-ti系或者cr-mo-w-v系合金,形成的堆焊层一般为马氏体加碳化物,或者采用ni60合金熔覆wc颗粒制备堆焊耐磨层,但是耐磨防护层的硬度整体仍偏低,基本在52~64hrc之间,对截齿耐磨性能的提升不明显。因此采用简单的处理方式,进一步提高截齿的耐磨性能,对节省成本、提升生产效率(更换截齿会造成生产效率下降),乃至提高经济效益具有十分重要的意义。
技术实现要素:
3.本实用新型的目的是为了解决上述现有技术中存在的问题,而提供一种表面含有超硬耐磨颗粒的高耐磨截齿。
4.本实用新型是通过如下技术方案实现的:
5.一种表面含有超硬耐磨颗粒的高耐磨截齿,包括齿体和硬质合金头;齿体包括由下而上一体成型的齿柄、齿根和齿头,硬质合金头焊接固定在齿头顶端的中心处,硬质合金头、齿头、齿根和齿柄位于同一轴线上;齿头的外壁上自上而下1/3至2/3高度的部分设置有硬质冶金层。
6.进一步的,齿柄和齿根为圆柱型,齿头为圆台型,齿根的直径大于齿柄的直径以及齿头大圆面的直径,齿头与齿根之间采用圆弧过度。
7.上述截齿上的硬质冶金层有两种方案:
8.第一种方案是:硬质冶金层是由金刚石耐磨颗粒和金属合金粉末混合制备而成。
9.第二种方案是:硬质冶金层是由金刚石耐磨颗粒、陶瓷颗粒和金属合金粉末混合制备而成。
10.进一步的,对于上述两种方案的硬质冶金层,金刚石耐磨颗粒、陶瓷颗粒均外露于硬质冶金层表面,并且外露高度为其各自长度的1/2-1/5。
11.进一步的,对于上述两种方案的硬质冶金层,金刚石耐磨颗粒和陶瓷颗粒的粒度
均为30-120目,陶瓷颗粒为c-bn、al2o3、sic、si3n4中的一种或任意比例的几种,金属合金粉末为nicr合金粉末。
12.本实用新型截齿通过在靠近齿头顶部1/3至2/3部分熔覆包含金刚石耐磨颗粒或金刚石耐磨颗粒和陶瓷颗粒的混合颗粒以及金属合金粉末形成的硬质冶金层,来改善截齿的耐磨性能,金刚石、c-bn等超硬颗粒在高温熔融后离散的分布于ni-cr硬质冶金层中,硬质冶金层可有效抵抗采煤或掘进过程中的冲击力,达到比聚晶金刚石更好的效果,硬质冶金层能够有效为截齿的齿体提供有效的保护,同时改善由于齿体耐磨性不足导致的硬质合金头掉落的现象;另外金刚石耐磨颗粒、陶瓷颗粒在硬质冶金层表层露出,可增加截齿的锋利度,提高截齿的工作效率。
13.本实用新型设计科学,结构合理,技术方案简单易行,截齿成本增加较少,使用寿命可提升3倍以上。
附图说明
14.此处的附图用来提供对本实用新型的进一步说明,构成本技术的一部分,本实用新型的示意性实施例及其说明用来解释本实用新型,并不构成对本实用新型的不当限定。
15.图1为本实用新型实施例1截齿的三维结构示意图。
16.图2为本实用新型实施例1截齿的纵向剖视图。
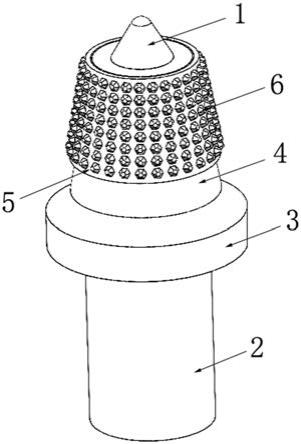
17.图3为本实用新型实施例2、3截齿的三维结构示意图。
18.图4为本实用新型实施例2、3截齿的纵向剖视图。
19.图中:1-硬质合金头、2-齿柄、3-齿根、4-齿头、5-硬质冶金层、6-金刚石耐磨颗粒、7-陶瓷颗粒。
具体实施方式
20.为了使本领域技术人员更好的理解本实用新型,以下结合参考附图并结合实施例对本实用新型作进一步清楚、完整的说明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
21.实施例1
22.一种表面含有金刚石耐磨颗粒的高耐磨截齿,如图1和图2所示,包括齿体和硬质合金头1;齿体包括由下而上一体成型的齿柄2、齿根3和齿头4,齿柄2和齿根3为圆柱型,齿头4为圆台型,齿根3的直径大于齿柄2的直径以及齿头4大圆面的直径,齿头4的大圆面端与齿根3连接且二者之间采用圆弧过度。
23.齿头4的外壁上自上而下1/3高度的部分熔覆有硬质冶金层5,硬质冶金层5是由金刚石耐磨颗粒6和金属合金粉末混合熔融而成的,金刚石耐磨颗粒6的粒度为80目、金属合金粉末为nicr合金粉末,金刚石耐磨颗粒6外裸露于硬质冶金层5外的高度为金刚石耐磨颗粒6高度的1/5。
24.齿头4顶端的中心处开设有焊接盲孔,硬质合金头1焊接固定在焊接盲孔内,硬质合金头1与齿头4、齿根3和齿柄1均位于同一轴线上。
25.实施例2
26.一种表面含有金刚石及陶瓷耐磨颗粒的高耐磨截齿,如图3和图4所示,包括齿体
和硬质合金头1;齿体包括由下而上一体成型的齿柄2、齿根3和齿头4,齿柄2和齿根3为圆柱型,齿头4为圆台型,齿根3的直径大于齿柄2的直径以及齿头4大圆面的直径,齿头4的大圆面端与齿根3连接且二者之间采用圆弧过度。
27.齿头4的外壁上自上而下2/3高度的部分熔覆有硬质冶金层5,硬质冶金层5是由金刚石耐磨颗粒6、陶瓷颗粒7和金属合金粉末混合熔融而成的,金刚石耐磨颗粒6和陶瓷颗粒7的粒度为30目、陶瓷颗粒7为c-bn、金属合金粉末为nicr合金粉末,金刚石耐磨颗粒6、陶瓷颗粒7外裸露于硬质冶金层5外的高度为其各自高度的1/2。
28.齿头4顶端的中心处开设有焊接盲孔,硬质合金头1焊接固定在焊接槽内,硬质合金头1与齿头4、齿根3和齿柄2均位于同一轴线上。
29.实施例3
30.一种表面含有金刚石及陶瓷耐磨颗粒的高耐磨截齿,如图3和图4所示,包括齿体和硬质合金头1;齿体包括由下而上一体成型的齿柄2、齿根3和齿头4,齿柄2和齿根3为圆柱型,齿头4为圆台型,齿根3的直径大于齿柄2的直径以及齿头4大圆面的直径,齿头4的大圆面端与齿根3连接且二者之间采用圆弧过度。
31.齿头4的外壁上自上而下1/2高度的部分熔覆有硬质冶金层5,硬质冶金层5是由金刚石耐磨颗粒6、陶瓷颗粒7和金属合金粉末混合熔合而成的,金刚石耐磨颗粒6的粒度为120目、陶瓷颗粒7为sic、金属合金粉末为nicr合金粉末,金刚石耐磨颗粒6、陶瓷颗粒7的外裸露于硬质冶金层5外的高度为其各自高度的2/5。
32.齿头4顶端的中心处开设有焊接盲孔,硬质合金头1焊接固定在焊接槽内,硬质合金头1与齿头4、齿根3和齿柄2均位于同一轴线上。
33.上述各实施例所述截齿的制备方法相同,具体包括以下步骤:
34.a:初加工:将齿体下料锻造后机械加工出外形轮廓,将齿体毛坯表面除油、喷砂处理。
35.b:粉末固定:在齿头4表面涂有机粘结剂,并依次在表面均匀喷洒金刚石耐磨颗粒6或金刚石耐磨颗粒6和陶瓷颗粒7的混合颗粒以及金属合金粉末,静置5~30min待粘结剂固化。
36.c:高温熔合:将固定了混合粉末的齿体置于真空加热设备中升温使金刚石耐磨颗粒6或金刚石耐磨颗粒6和陶瓷颗粒7的混合颗粒以及金属合金粉末与齿头4熔合,随炉冷却形成含有耐磨颗粒硬质冶金层5齿头4的齿体。
37.d:硬质合金头1焊接及后处理:在齿头4顶部开焊接盲孔,依次填充焊剂、放置硬质合金头1,通过快速加热使硬质合金头1与齿头4钎焊在一起,之后将截齿置于淬火液中,利用焊接余热淬火,最后将截齿回火去除应力即可。
38.上面是对本实用新型实施例中的技术方案进行了清楚、完整地描述,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1