邻近切削元件具有增强水力的钻土工具和形成方法与流程
邻近切削元件具有增强水力的钻土工具和形成方法
1.优先权声明
2.本技术要求2020年3月18日提交的针对“earth boring tools with enhanced hydraulics adjacent cutting elements and methods of forming(邻近切削元件具有增强水力的钻土工具和形成方法)”的美国专利申请序列号16/823,131的提交日期的权益。
技术领域
3.本公开的实施方案总体上涉及钻地操作。具体地,本公开的实施方案涉及邻近切削元件具有增强水力性能的钻土工具和形成此类钻地工具的方法。
背景技术:
4.在地下地层中形成井眼以用于各种目的,包括例如从地下地层开采油和气以及从地下地层开采地热。可以使用钻地工具,诸如钻地旋转钻头在地下地层中形成井眼。使钻地旋转钻头旋转并推进到地下地层中。当钻地旋转钻头旋转时,切削齿或其研磨结构切削、压碎、剪切和/或磨掉地层材料以形成井眼。
5.钻地旋转钻头直接或间接地耦接到本领域中被称为“钻杆柱”的端部,该钻杆柱包括一系列首尾相连的细长管状节段,这些细长管状节段从被钻的地下地层上方的地面延伸进入井眼中。各种工具和部件(包括钻头)可在位于被钻的井眼底部的钻杆柱的远端处联接在一起。工具和部件构成的这种组件在本领域中被称为“井底钻具组合”(bha)。
6.可通过从地层表面旋转钻杆柱而使钻地旋转钻头在井眼内旋转;或者可通过将钻头联接到井下马达而使钻头旋转,该井下马达联接到钻杆柱并设置在井眼底部附近。井下马达可包括例如液压莫瓦诺型马达,该液压莫瓦诺型马达具有安装了钻地旋转钻头的轴,通过将流体(例如,钻井泥浆或钻井流体)从地层表面向下泵送穿过钻杆柱的中心、穿过液压马达、从钻头中的喷嘴喷出,并使流体经过钻杆柱的外表面与井眼内暴露的地层表面之间的环形空间向上返回到地层表面,从而可引起钻头旋转。井下马达可在有或没有钻杆柱旋转的情况下操作。
7.不同类型的钻地旋转钻头在本领域中是已知的,包括固定切削齿钻头、滚动切削齿钻头和混合钻头(其可包括例如固定切削齿和滚动切削齿两者)。与牙轮钻头相反,固定切削齿钻头没有移动部件。通常存在两种类型的固定切削齿钻头;胎体式钻头和钢体式钻头。胎体式钻头通常用碳化钨制造,该碳化钨比钢更耐腐蚀。当使用高固相含量钻探泥浆时,胎体式钻头通常是优选的。对于软的非磨蚀性地层和大孔径而言,钢体式钻头通常是优选的。钢体式钻头也能够比胎体式钻头更好地承受冲击载荷。
8.钢体式钻头通常包括各种特征部,包括但不限于刀片、喷嘴插入件和切削元件凹坑。钢体式钻头通常在机加工工艺中通过计算机数字控制(“cnc”)车床和铣床形成。在此工艺中,可以转动钢条以形成钻头的大致轮廓。可以通过钻孔操作形成孔口和切削元件凹坑。刀片和刀尖可以通过铣削形成。
9.图1示出了可以与钻井系统结合使用的现有技术固定切削齿钻地旋转现有技术钻
s variable costs(大直径钻头液压优化研究降低作业人员可变成本),aasde-05-ntce-58(2005)中报告了这一点。另外据报告,在钻杆柱组件上维持几伏的负电位可释放钻头与水合粘土之间的界面处的水。参见sanjit等人的the effect of electro-osmosis on the indentation of clays(电渗透对粘土压痕的影响),第32届美国岩石力学学术会议文献,norman okla.(1991年7月)。
16.除上述之外,钻头的设计和选择也可能影响钻头泥包。已知固定切削齿钻头比三牙轮钻头更易于发生钻头泥包,此外,钻头上的齿结构的布置可能影响钻头泥包。图3示出了具有固定在切削元件凹坑116中的切削元件114的现有技术钻头100中的多个刀片104中的一个刀片的旋转前表面118的详细视图。当钻头设计具有较大的刀片前曲率时,与切削元件114相邻的刀片材料可延伸超过切削元件114的前切削面124,从而产生凸缘126。凸缘126可引起切屑积聚,影响钻井流体围绕切削元件114的流动,从而损害切削元件114和现有技术钻头100有效且高效接合地层材料的能力。尽管本领域确实提供补救措施,但是钻头泥包仍然是影响钻探新井成本的重要因素。
技术实现要素:
17.因此,需要一种钢钻头本体的改进的设计,使其具有较大的刀片前曲率,以缓解与钻头泥包有关的问题。另外,钻头泥包的减少改善了围绕刀片的切削表面的流动,因此提高了刀片的稳定性和耐久性。
18.本公开的一些实施方案包括井下钻地工具,该井下钻地工具包括工具主体和从工具主体延伸的至少一个刀片。至少一个刀片包括旋转前表面、至少一个切削元件凹坑和至少部分地固定在至少一个切削元件凹坑内的至少一个切削元件。至少一个切削元件凹坑邻近至少一个刀片的旋转前表面形成于至少一个刀片中,并且限定与切削元件的形状对应的内表面。至少一个刀片进一步包括位于至少一个切削元件凹坑与至少一个刀片的旋转前表面之间的至少一个倒圆过渡表面。至少一个倒圆过渡表面具有在约3毫米与150毫米范围内的曲率半径。
19.在另外的实施方案中,本公开包括井下钻地工具,该井下钻地工具包括工具主体和从工具主体延伸的至少一个刀片。至少一个刀片包括旋转前表面、至少一个切削元件凹坑和至少部分地固定在至少一个切削元件凹坑内的至少一个切削元件。至少一个切削元件凹坑邻近至少一个刀片的旋转前表面形成于至少一个刀片中,并且限定与切削元件的形状对应的内表面。至少一个刀片进一步包括位于至少一个切削元件凹坑与至少一个刀片的旋转前表面之间的至少一个线性过渡表面。
20.在另外的实施方案中,本公开包括一种制造钻地井下工具的方法,该方法包括:提供工具主体,形成至少一个切削元件凹坑,在至少一个切削元件凹坑与至少一个刀片的旋转前表面之间形成至少一个过渡表面,以及至少部分地将至少一个切削元件固定在至少一个切削元件凹坑内。其中,至少一个切削元件凹坑限定与切削元件的形状对应的内表面,并且邻近至少一个刀片的旋转前表面延伸到至少一个刀片中;并且其中,至少一个过渡表面具有在约3毫米与约150毫米范围内的曲率半径。
附图说明
21.图1是固定切削齿钻地旋转现有技术钻头。
22.图2是现有技术固定刀片钻地旋转钻头的正面的视图。
23.图3是示出与切削元件相邻的刀片材料的详细视图,该刀片材料延伸超过具有较大刀片前曲率的现有技术固定刀片上的切削元件的前切削面。
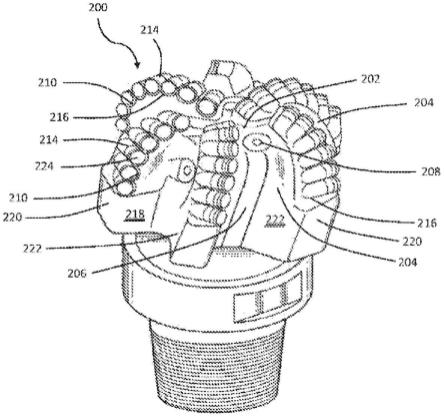
24.图4是根据一个实施方案的具有过渡表面的固定刀片钻地旋转钻头的视图。
25.图5是更详细地示出根据一个实施方案的与切削元件凹坑相邻的过渡表面的简化视图。
26.图6示出了与切削元件相邻的线性过渡表面。
27.图7示出了与切削元件相邻的倒圆凸形过渡表面。
28.图8示出了与切削元件相邻的倒圆凹形过渡表面。
29.图9a示出了不具有与切削元件相邻的过渡表面的现有技术钻头的正面。
30.图9b示出了根据一个实施方案的具有与切削元件相邻的过渡表面的钻头的正面。
31.图10a示出了现有技术刀片和切削元件凹坑,该现有技术刀片和切削元件凹坑不具有与切削元件凹坑相邻的过渡表面。
32.图10b示出了具有与切削元件凹坑相邻的过渡表面的刀片的实施方案。
33.图11a示出了不具有与切削元件相邻的过渡表面的现有技术刀片。
34.图11b示出了具有与切削元件相邻的过渡表面的刀片的实施方案。
35.图12是根据一个实施方案的部分地设置在与刀片的旋转前表面相邻的切削元件周围的过渡表面的视图。
36.图13示出了根据一个实施方案的用于钻头主体的模具的内表面,该内表面具有将与成品钻头中的切削元件凹坑周围的过渡表面对应的特征部。
具体实施方式
37.本文所呈现的图示不是任何特定切削组件、工具或钻杆柱的实际视图,而仅仅是用于描述本公开的示例性实施方案的理想化表示。以下描述提供了本公开的实施方案的具体细节,以便提供对其的全面描述。然而,本领域的普通技术人员将理解,可在不使用许多此类具体细节的情况下实施本公开的实施方案。实际上,本公开的实施方案可结合本行业中采用的常规技术来实施。另外,下文提供的描述并不包括形成完整结构或组件的所有元件。下文仅详细描述对理解本公开的实施方案所必需的那些过程动作和结构。可使用附加常规动作和结构。本技术附带的附图仅用于示例性目的,并且没有按比例绘制。另外,附图之间共同的元件可具有对应数字标号。
38.如本文所用,术语“具有”、“包括”、“包含”、“其特征在于”及其语法等同物是包含性或开放式术语,这些术语不排除附加未叙述的元素或方法步骤,而是还包括更具限制性的术语“由...组成”和“基本上由...组成”及其语法等同物。
39.如本文所用,相对于材料、结构、特征或方法动作而言的术语“可”指示这被设想用于实现本公开的实施方案,并且与更具限制性的术语“是”相比优先使用此术语以便避免可与之组合使用的其他兼容材料、结构、特征和方法应当或必须被排除的任何暗示。
40.如本文所用,术语“被构造”是指以预定方式促进至少一个结构和至少一个装置中
的一者或多者的操作的、该结构和该装置中的一者或多者的尺寸、形状、材料组成和布置。
41.如本文所用,“一个”、“一种”和“该”后的单数形式旨在也包括复数形式,除非上下文另有明确指示。
42.如本文所用,术语“和/或”包括相关联的所列项目中的一者或多者的任何和所有组合。
43.如本文所用,诸如“第一”、“第二”、“顶部”、“底部”等的关系术语,一般是为了清楚和方便地理解本公开和附图而使用,并且不暗示或依赖于任何特定的偏好、取向或顺序,除非上下文另有明确指示。
44.如本文所用,关于给定参数、特性或条件的术语“基本上”在一定程度上意指并包括:本领域的普通技术人员将理解给定参数、特性或条件是在一定方差度的情况下(诸如在可接受的制造公差内)满足的。作为示例,根据基本上满足的特定参数、特性或条件,该参数、特性或条件可为至少90.0%满足的,至少95.0%满足的,至少99.0%满足的,或甚至至少99.9%满足的。
45.如本文所用,关于给定参数使用的术语“约”包含所陈述的值并且具有由上下文决定的含义(例如,其包括与给定参数的测量相关联的误差度)。
46.如本文所用,术语“钻地工具”意指并包括用于在井眼的形成或扩大期间进行钻凿的任何类型的钻头或工具,并且包括例如旋转钻头、冲击钻头、取芯钻头、偏心钻头、双中心钻头、扩眼器、铣刀、刮刀钻头、牙轮钻头、混合式钻头以及本领域已知的其他钻头和工具。
47.根据本公开的实施方案,可实现切削元件的流动特性的改善以及切削元件效率和切削元件耐久性的改善。包括具有较大刀片前曲率的刀片的井下钻地工具可在刀片材料与切削元件凹坑之间具有倒圆过渡表面。倒圆过渡表面可提供围绕切削元件和钻头面的改进的流动特性、更大的刀片耐久性和改进的机械效率,如下文进一步详细描述的。
48.图4是根据一个实施方案的具有过渡表面210的固定刀片钻地旋转钻头200的视图。钻头200包括多个刀片204、排屑槽206、喷嘴208、切削元件凹坑216和切削元件214。多个刀片中的每个刀片包括旋转前表面218、旋转后表面222和位于旋转前表面218与旋转后表面222之间的刀片正面220。切削元件凹坑216邻近多个刀片204中的至少一个刀片的旋转前表面218形成于刀片正面220中,并且大体上被成形为接受切削元件214并将该切削元件固定到钻头主体202。切削元件凹坑216的位置可由成品钻头200上的切削元件214的期望位置决定。
49.如上所述,在具有较大刀片前曲率的钻头刀片中,钻头刀片的与切削元件114的前切削面124相邻的刀片材料的一部分可延伸超过切削元件114的前切削面124,从而产生凸缘126(如图2、图3、图9a和图11a所示)。凸缘可以产生切屑收集区域,从而减少到切削元件114的水力流,这可能引起钻头泥包、钻头不稳定,并且可能损坏切削元件凹坑116。
50.图4示出了过渡表面210可邻近切削元件214中的至少一个切削元件形成于多个刀片204中的至少一个刀片的刀片材料中以解决这个问题。在一些实施方案中,过渡表面210可邻近切削元件凹坑216形成于或切入多个刀片204中的至少一个刀片的旋转前表面218和/或刀片正面220中。过渡表面210可以完全暴露切削元件214的前切削面224,以改善切削元件214的切削效率和有效性。另外,过渡表面210可改善围绕钻头主体202的刀片正面220和切削元件214的水力流。过渡表面210还可减少切屑在钻头主体202的刀片正面218周围以
及切削元件214的前切削面224周围堆积。测试表明,当过渡表面210邻近切削元件214形成于刀片正面220中时,钻头主体202的刀片正面220周围以及切削元件214的前切削面224周围的切屑(钻头泥包)数量显著减少。
51.图5是更详细地示出根据一个实施方案的与切削元件凹坑216相邻的过渡表面210的简化视图。切削元件凹坑216邻近多个刀片204中的至少一个刀片上的旋转前表面218形成。切削元件214可至少部分地固定在切削元件凹坑216内。切削元件214通常包括在界面228处粘结到基底232的聚晶金刚石台面230。
52.在一些实施方案中,过渡表面210可邻近切削元件214中的至少一个切削元件形成于多个刀片204中的至少一个刀片的刀片材料中。在一些实施方案中,过渡表面210可在切削元件凹坑216与多个刀片204的旋转前表面218之间形成于多个刀片204中的至少一个刀片的刀片材料中。在一些实施方案中,过渡表面210可在切削元件凹坑216与多个刀片204的刀片正面220之间形成于多个刀片204中的至少一个刀片的刀片材料中。在一些实施方案中,过渡表面210可在切削元件凹坑216与多个刀片204中的至少一个刀片的旋转前表面218和刀片正面220之间形成于多个刀片204中的至少一个刀片的刀片材料中(参见图10b、图11b和图12)。
53.在一些实施方案中,邻近切削元件214中的至少一个切削元件形成于多个刀片204中的至少一个刀片的刀片材料中的过渡表面210可基本上围绕切削元件214中的至少一个切削元件的前切削面224的一部分。在一些实施方案中,过渡表面210可邻近切削元件214中的一个或多个切削元件形成。在一些实施方案中,过渡表面210可邻近切削元件214中的大多数或全部切削元件形成。在一些实施方案中,过渡表面210可以是基本上一致或相似的。在一些实施方案中,过渡表面210中的一个或多个过渡表面可以是不均匀的或不相似的。
54.在一些实施方案中,取决于切削元件214的放置,围绕切削元件214中的第一切削元件的过渡表面210可合并到围绕相邻切削元件214的过渡表面210中(如图10b、图11b和图12所示)。在一些实施方案中,过渡表面可远离切削元件延伸介于1毫米与100毫米之间的距离。在一些实施方案中,过渡表面210可以延伸到多个刀片204中的至少一个刀片中,达到可介于1毫米与50毫米之间的深度。
55.在一些实施方案中,过渡表面210可包括围绕切削元件214的基本上同心或圆形的表面。在一些实施方案中,过渡表面210可包括远离切削元件214突出的半椭圆形表面。在一些实施方案中,过渡表面210可包括围绕切削元件214的偏心或非对称表面。
56.图6示出了其中过渡表面210中的一个过渡表面包括位于多个刀片204中的一个刀片的旋转前表面218与切削元件凹坑216之间的线性表面的实施方案。在一些实施方案中,过渡表面210可包括位于刀片正面220与切削元件凹坑216之间的线性表面。与切削元件凹坑216相邻的过渡表面的线性表面的角度211可相对于多个刀片204中的至少一个刀片的旋转前表面218或相对于刀片正面220可介于约1
°
至约60
°
之间。
57.图7和图8示出了其中过渡表面210在旋转前表面218和/或刀片正面220与切削元件凹坑216之间的界面处限定倒圆表面215的实施方案,使得在旋转前表面218和/或刀片正面220与切削元件凹坑216之间的所有点都没有直角。如图7所示,在一些实施方案中,倒圆表面可以是凸形的。如图8所示,在一些实施方案中,倒圆表面215可以是凹形的。在一些实施方案中,倒圆表面215可具有介于1毫米与500毫米之间的曲率半径217。在一些实施方案
中,刀片正面220与切削元件凹坑216之间的过渡表面210可包括另一更复杂的表面。
58.在一些实施方案中,特征部,诸如肋、脊和/或通道,可邻近切削元件凹坑216中的至少一个切削元件凹坑形成于多个刀片204中的至少一个刀片的刀片材料中。特征部,诸如肋、脊和/或通道可改善围绕切削元件214的水力流。在一些实施方案中,肋、脊和/或通道可彼此平行。在一些实施方案中,肋、脊和/或通道可不平行。在一些实施方案中,肋、脊、通道可彼此相交或形成交叉阴影图案。在一些实施方案中,肋、脊、通道可具有均匀的宽度和/或高度。在一些实施方案中,肋、脊、通道可不具有均匀的宽度和/或高度。在一些实施方案中,肋、脊和/或通道可以是波浪形的。
59.在一些实施方案中,肋、脊、通道和/或其它特征部可形成于过渡表面210中的一个或多个过渡表面的至少一部分上。在一些实施方案中,凸块、凹坑(像高尔夫球)或其它特征部可形成于过渡表面210中的表面的至少一部分中,以改善围绕切削元件214的水力流。本领域技术人员将认识到,过渡表面210的特定形状、长度、深度和其它构型和过渡表面210内的特征部可取决于例如多个刀片204中的每个刀片的大小、切削元件214的大小和放置以及钻头的预期用途。
60.图9a和图9b可用于通过示出现有技术钻头100(图9a)和钻头200(图9b)的正面的视图将现有技术钻头(图9a)与钻头200(图9b)的一个实施方案进行比较。图9a示出了不具有与切削元件114相邻的过渡表面的现有技术钻头100的正面。图9a还示出了第一现有技术刀片152、第二现有技术刀片154、第三现有技术刀片156、第四现有技术刀片158、第五现有技术刀片160、第六现有技术刀片162和第七现有技术刀片164。图9b示出了根据一个实施方案的具有与切削元件214相邻的过渡表面210的钻头200的正面。图9b还示出了第一刀片252、第二刀片254、第三刀片256、第四刀片258、第五刀片260、第六刀片262和第七刀片264。
61.图9a和图9b示出了第二刀片158、第四刀片258和第六刀片162、262的旋转前表面在从钻头主体的中心延伸到钻头主体的外径时具有显著的曲率。例如,线219示出了刀片254从钻头主体202的中心到钻头主体202的外边缘具有约30
°
的曲率。相比之下,注意第一刀片、第三刀片、第五刀片和第七刀片的旋转前表面基本上是平面的或平坦的,如线221所示。现有技术图9a还示出了延伸超过与刀片材料相邻的切削元件114的前切削面124的刀片材料(其在第二现有技术刀片154上用框标出)。延伸超过切削元件114的前切削面124的刀片材料在下文中称为凸缘126。
62.图10a示出了具有现有技术切削元件凹坑116而不具有过渡表面的多个刀片104中的一个刀片。图10b示出了根据一个实施方案的具有邻近切削元件凹坑216形成的过渡表面210的多个刀片204中的一个刀片。图10a和图10b通过更详细地示出具有过渡表面210的切削元件凹坑216(图10b)和不具有过渡表面的现有技术切削元件凹坑116(图10a)将多个现有技术刀片104(图10a)中的一个现有技术刀片与多个刀片204(图10b)中的一个刀片的实施方案进行比较。如图10b所示,已通过邻近切削元件凹坑216从多个刀片204中的至少一个刀片的旋转前表面218和刀片正面220移除材料来形成过渡表面210。邻近切削元件凹坑116移除材料可以完全暴露切削元件214的前切削面224(如图5、图11b和图12中所示)。
63.图10b示出了其中过渡表面210围绕切削元件凹坑216中的每个切削元件凹坑基本上同心且对称的实施方案。此外,过渡表面210基本上围绕切削元件凹坑216中的每个切削元件凹坑并且在相邻切削元件凹坑216之间合并在一起。在一些实施方案中,过渡表面210
的宽度和过渡表面210的深度可以是基本上均匀的。在一些实施方案中,过渡表面210的宽度可以基本上等于过渡表面210的深度。在一些实施方案中,过渡表面210的表面可以是倒圆的。在一些实施方案中,过渡表面210的表面可包括凸形表面。
64.图11a和图11b可用于通过更详细地示出位于不具有过渡表面的多个刀片104中的一个刀片的旋转前表面118中的切削元件114(图11a)将现有技术(图11a)与一个实施方案(图11b)进行比较;和根据一个实施方案的多个刀片204中的一个刀片的旋转前表面218具有基本上围绕切削元件214的过渡表面210(图11b)。图11a示出了在具有较大刀片前曲率的多个现有技术刀片104中的一个现有技术刀片中延伸经过切削元件114的前切削面124的凸缘126(以框标出)。凸缘126可使得切屑在凸缘126附近积聚,影响钻井流体围绕切削元件114和现有技术多个刀片104的旋转前表面118的流动,从而损害切削元件114和现有技术钻头100有效且高效接合地层材料的能力。
65.图11b示出了具有与切削元件214相邻的过渡表面210的多个刀片204中的一个刀片的实施方案。过渡表面210可以将切削元件214的整个前切削面224暴露于地层材料;从而提高多个刀片204的有效性。过渡表面210还可以减少从切削元件214附近收集的切屑,并且还可以改善围绕切削元件214和多个刀片204的旋转前表面218的水力流,从而提高钻头200的稳定性。
66.图12示出了多个刀片204中的一个刀片的实施方案的视图,其中过渡表面210切入多个刀片204中的一个刀片的旋转前表面218和刀片正面220中。在此实施方案中,过渡表面210与切削元件214的前切削面224相邻并且部分地围绕该前切削面。在一些实施方案中,过渡表面210也可切入多个刀片204中的一个刀片的刀片正面220,并且可沿着切削元件214的侧表面212延伸。在一些实施方案中,过渡表面210可以与切削元件214的前切削面224相邻。在一些实施方案中,过渡表面210的表面可符合和/或对应于切削元件214的前切削面224的形状。在一些实施方案中,过渡表面210可与切削元件214的侧表面212相邻。在一些实施方案中,过渡表面210的表面可符合和/或对应于切削元件214的侧表面212的形状。在一些实施方案中,过渡表面210可以与切削元件214的前切削面224和侧表面212相邻。当过渡表面邻近切削元件214的前切削面224和侧表面212形成时,过渡表面210围绕前切削面224可具有或可不具有与其围绕切削元件214的侧表面212的相同构型。
67.根据一个实施方案,图13示出了形成于用于形成胎体式钻头200(如图4所示)的模具1000的模腔的内表面中的特征部1002。当将粉末放入模具1000并浸润等时,切削元件凹坑216和相关联的过渡表面210可形成于钻头主体202中(如图4所示)。在一些实施方案中,特征部1002可被机加工到模具1000的模腔的内表面中。在一些实施方案中,特征部1002可以通过铣削或通过一些其它工艺形成。
68.在其它实施方案中,切削元件凹坑216和过渡表面210(如图4所示)可以在已经形成的钢钻头上通过各种材料移除技术形成。过渡表面210可以与切削元件凹坑216的钻孔基本相同的时间在机加工工艺中形成。在一些实施方案中,过渡表面210可以在通过铣削操作或一些其它工艺形成切削元件凹坑216之后形成。在一些实施方案中,过渡表面210可以通过本领域已知的各种其它工艺形成,包括例如电火花加工(edm)、电火花线切割加工、倒角工具、喷丸加工或通过研磨。
69.另外,在一些实施方案中,过渡表面210可以具有不同的几何形状,可以在不同时
间形成,并且可以通过钻头制造过程中的不同工艺形成。本领域普通技术人员将认识到,过渡表面的形式、形成过渡表面的方法以及形成过渡表面的钻头制造过程的阶段可以取决于用于形成钻头的特定方法和钻头的预期使用。
70.在示例性实施方案中,描述了由钢制成并使用切削元件的典型旋转型“刮刀”钻头。然而,本领域的技术人员将会知道,在不脱离本公开的范围的情况下,钻头的尺寸、形状和/或构型可根据操作设计参数而有所改变。此外,本公开的实施方案可在非旋转钻头上操作,某些实施方案适用于任何与钻凿相关的结构,包括敲击、冲击或“锤击”钻头。此外,尽管关于钢取芯钻头描述了本公开的实施方案,但是本领域技术人员将理解其适用于由其它金属及其合金以及其它合适的材料制造的钻头。本领域的普通技术人员还将理解,任何所示实施方案的一个或多个特征可以与来自另一个实施方案的一个或多个特征组合,以形成如本文所述的本公开范围内的另一个组合。因此,尽管出于有助于理解各种实施方案的目的已经示出了某些代表性实施方案和细节,但是对于本领域技术人员来说显而易见的是,在不脱离由所附权利要求书及其法律等同物限定的本公开的范围的情况下,可以对在本文公开的实施方案进行各种改变。
71.下面描述了本公开的附加的非限制性示例性实施方案。
72.实施方案1:一种井下钻地工具,该井下钻地工具包括工具主体和从工具主体延伸的至少一个刀片。至少一个刀片包括旋转前表面、至少一个切削元件凹坑和至少部分地固定在至少一个切削元件凹坑内的至少一个切削元件。至少一个切削元件凹坑邻近至少一个刀片的旋转前表面形成于至少一个刀片中,并且限定与切削元件的形状对应的内表面。至少一个刀片进一步包括位于至少一个切削元件凹坑与至少一个刀片的旋转前表面之间的至少一个倒圆过渡表面。至少一个倒圆过渡表面具有在约3毫米与150毫米范围内的曲率半径。
73.实施方案2:根据实施方案1所述的井下钻地工具,其中与至少一个切削元件相邻的至少一个刀片的旋转前表面不延伸超过至少一个切削元件的前切削表面。
74.实施方案3:根据实施方案1或实施方案2所述的井下钻地工具,其中至少一个倒圆过渡表面从至少一个切削元件凹坑到至少一个刀片的旋转前表面中延伸了介于5毫米与50毫米之间的距离。
75.实施方案4:根据实施方案1至3中任一项所述的井下钻地工具,其中至少一个倒圆过渡表面延伸到至少一个刀片的旋转前表面中达2毫米与25毫米之间的深度。
76.实施方案5:根据实施方案1至4中任一项所述的井下钻地工具,其中在至少一个刀片的表面中在至少一个切削元件凹坑与至少一个刀片的旋转前表面之间没有直角。
77.实施方案6:根据实施方案1至5中任一项所述的井下钻地工具,其中至少一个倒圆过渡表面包括围绕至少一个切削元件的基本上同心的表面。
78.实施方案7:根据实施方案1至6中任一项所述的井下钻地工具,其中至少一个倒圆过渡表面包括从至少一个切削元件突起的基本上椭圆形的表面。
79.实施方案8:根据实施方案1至7中任一项所述的井下钻地工具,其中至少一个倒圆过渡表面包括与至少一个切削元件相邻的非对称偏心表面。
80.实施方案9:根据实施方案1至8中任一项所述的井下钻地工具,其中至少一个倒圆过渡表面限定凸形表面。
81.实施方案10:根据实施方案1至9中任一项所述的井下钻地工具,其中至少一个倒圆过渡表面限定凹形表面。
82.实施方案11:根据实施方案1至10中任一项所述的井下钻地工具,其中井下钻地工具的至少一个刀片中的一个或多个刀片具有大于15cm的刀片前曲率半径。
83.实施方案12:根据实施方案1至11中任一项所述的井下钻地工具,该井下钻地工具进一步包括邻近至少一个切削元件的侧面的至少一部分延伸的至少一个倒圆过渡表面。
84.实施方案13:一种井下钻地工具,该井下钻地工具包括工具主体和从工具主体延伸的至少一个刀片。至少一个刀片包括旋转前表面、至少一个切削元件凹坑和至少部分地固定在至少一个切削元件凹坑内的至少一个切削元件。至少一个切削元件凹坑邻近至少一个刀片的旋转前表面形成于至少一个刀片中,并且限定与切削元件的形状对应的内表面。至少一个刀片进一步包括位于至少一个切削元件凹坑与至少一个刀片的旋转前表面之间的至少一个线性过渡表面。
85.实施方案14:根据实施方案1至13中任一项所述的井下钻地工具,其中至少一个线性过渡表面相对于至少一个刀片中的至少一个刀片的旋转前表面的角度介于1
°
与60
°
之间。
86.实施方案15:一种制造钻地井下工具的方法,该方法包括:提供工具主体,形成至少一个切削元件凹坑,在至少一个切削元件凹坑与至少一个刀片的旋转前表面之间形成至少一个过渡表面,以及至少部分地将至少一个切削元件固定在至少一个切削元件凹坑内。其中,至少一个切削元件凹坑限定与切削元件的形状对应的内表面,并且邻近至少一个刀片的旋转前表面延伸到至少一个刀片中;并且其中,至少一个过渡表面具有介于约3毫米与约150毫米范围内的曲率半径。
87.实施方案16:根据实施方案15所述的方法,该方法进一步包括从与至少一个切削元件相邻的延伸超过至少一个切削元件的前切削表面的刀片的旋转前表面移除任何刀片材料。
88.实施方案17:根据实施方案15或实施方案16所述的方法,该方法进一步包括通过铸造形成工具主体、至少一个切削元件凹坑和至少一个过渡表面。
89.实施方案18:根据实施方案15至17中任一项所述的方法,该方法进一步包括通过机加工形成至少一个过渡表面。
90.实施方案19:根据实施方案15至18中任一项所述的方法,其中至少一个过渡表面通过与至少一个切削元件凹坑基本上同时机加工形成。
91.实施方案20:根据实施方案15至19中任一项所述的方法,该方法进一步括通过电火花加工(edm)形成至少一个过渡表面。
92.尽管由所附权利要求书及其法律等同物限定本公开的范围,但上面描述的并在附图中示出的本公开的实施方案并不限制本公开的范围,因为这些实施方案仅仅是示例。任何等效实施方案都旨在落在本公开的范围内。实际上,根据所述描述,本文示出和描述的那些修改之外的本公开的各种修改(诸如所描述的元件的替代有用组合),对于本领域技术人员来说将变得显而易见。这种修改和实施方案也旨在落入所附权利要求书及其法律等同物的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1