一种在线加热井口天然气的装置及应用的制作方法
1.本发明属于井口天然气集采加热装置的技术领域,具体涉及一种在线加热井口天然气的装置及应用,一种采用天然气催化燃烧技术为井口管道天然气进行辐射传热和强化对流传热实现对井口管道天然气短流程高效加热从而防止井口天然气节流发生水合物堵冻管道的在线加热装置。
背景技术:
2.近年来,天然气年使用量高速增长,天然气生产集输过程中,存在水合物生成的问题。少量水合物的生成会减少输气管道的流通面积,大量水合物会造成管线设备堵塞,影响天然气的正常生产的效率。很多天然气气井位于北方,天然气气井管道压力高,冬季气温低于水汽的露点温度,天然气在集输的过程中极易生成天然气水合物,堵塞井口或管道,影响天然气生产的效率和产量。由于天然气气井井口地区偏远,天然气水合物堵塞井口管道问题十分麻烦。目前,针对气井井口管道堵冻问题的主要解决方式为解堵放空或者加注甲醇,解堵放空方式需要大量的人力,同时会造成资源的浪费,存在安全环保的问题,而加注甲醇的方式费用高,同时无法保证其可以有效作用于天然气水合物。因此急需一种安全高效、经济环保的方式,来有效防治天然气气井井口管道的水合物生成。
3.根据天然气水合物的生成条件,通过提高管道内天然气流动的温度,可以有效防治天然气水合物的生成和排除已生成的水合物。天然气气井井口管道和节流阀之间的管程短,因此需要在较短的管程上实现快速高效升温目标。目前市场上主流的天然气管道加热方式是用水套炉加热,少部分采用了催化燃烧板加热。其中水套炉加热的方法需要配置专门锅炉房,占地空间大,另外水套炉配备鼓风机、水泵等辅机需要二次电力供应,水套炉有明火需要远离井口,造成水套炉产出的热水或蒸汽需要铺设长输管道、深度保温,热量散失较多,加热效率极低,而且补充的工质水需净化处理,否则容易结垢,导致传热恶化,影响设备长周期安全运行,传统燃煤、燃油的水套加热炉污染也比较大,综合以上缺点,传统水套加热炉难以在偏远地区气井的实际应用;采用催化燃烧加热技术时,催化燃烧板依靠太阳能电池板即可长期使用,污染小,安全性好,但传统结构催化燃烧加热板的加热功率过小,需要较长的管段加热才能使天然气加热温升20℃,而催化燃烧板价格昂贵,长距离安装的成本投资过高;其次,传统的催化燃烧板加热过程中只利用了辐射热,排放的中温烟气中含有大量余热未利用,导致加热效率偏低,造成了热能的浪费。可见,现有技术难以对井口天然气管道进行加热改装和改造,因此需要设计新型的强化传热的管段和装置来提高热效率使其在实际中规模化应用。
4.cn201511031485.1公开了一种水套炉用的加热装置、水套炉和水套炉的加热方法,实现了整个火筒的整体式加热,通过数字式调控天然气和空气体积的比例,实现充分的燃烧,减少天然气使用量,达到节能减排的目的;该专利主要改善了燃烧装置的燃烧效率和加热工质水的效果,但是没有解决传统水套炉不能应用于偏远缺点地区气井的问题,仍然不适用于偏远缺电地区的天然气气井井口加热。
5.cn201410035609.2公开了一种名为本安型无焰水套炉的天然气管道加热装置,将传统水套炉的点火燃烧装置替换成了管道催化燃烧装置来催化燃烧天然气释放热量,相较之下其安全性得到了提高,但是其加热速度慢,加热效果不佳,无法在较短的管程实现目标温升,同样不适用于偏远地区气井井口的管段加热。
6.目前市场上缺少易安装、经济性好、加热效果强、安全稳定、对二次电力依赖性小的加热装置来加热我国北方偏远地区天然气气井井口的集采管道,因此需要开发一种安全高效的、极其紧凑的、快速加热提升井口天然气温升的强化传热管段结构及装置,实现井口天然气短管程快速高效加热的目的。
技术实现要素:
7.为了解决现有技术中存在的问题,本发明提供一种在线加热井口天然气的装置及应用,解决上述传统水套炉以及传统催化燃烧加热装置无法在偏远地区气井井口应用的问题。
8.为了实现上述目的,本发明采用的技术方案是:一种在线加热井口天然气的装置,包括强化传热管段、催化燃烧加热装置和烟气余热利用装置,催化燃烧加热装置和烟气余热利用装置连接,催化燃烧加热装置和烟气余热利用装置均为壳状,内部均为空腔;催化燃烧加热装置的壳体上开设空气入口和天然气入口;强化传热管段内侧设有强化换热结构;强化传热管段分为加热管段和预热管段,烟气余热利用装置设置在所述预热管段外侧,催化燃烧加热装置设置在所述加热管段外侧,在强化传热管段形成连通的烟气通道,烟气余热利用装置的末端开设烟气出口;催化燃烧加热装置内安装有催化燃烧板,催化燃烧板设置在所述加热管段两侧,催化燃烧加热装置和烟气余热利用装置与强化传热管段连接处密封;所述预热管段外侧嵌套有管段外翅片,加热管段设置管道上下肋板;强化传热管段两端设置端部法兰。
9.催化燃烧加热装置的顶部设有烟气出口,并且在烟气出口处设置等压烟道,强化传热管段上的管道上下肋板上设有多个等间距的纵向导热板,烟气的流程变为从催化燃烧加热装置顶部烟气出口出去,通过等压烟道进入烟气余热利用装置。
10.纵向导热板宽度可以设置为10mm~15mm,高度15mm~30mm,纵向导热板之间的间距mm~50mm,纵向导热板两端与管道上下肋板通过螺栓进行连接紧固,并且纵向导热板与管道上下肋板之间用高导热系数硅脂或液态金属填充缝隙。
11.强化管内换热结构包括四组挤压铝翅片,四组挤压铝翅片用内插挤压的工艺组合嵌套于强化传热管段内侧;四组挤压铝翅片为四组完全相同翅片相互拼接而成,每个翅片上的翅宽为1mm~2mm,相邻翅片间隔设置为2mm~5mm;中间翅片的密度大于四周翅片密度,四组挤压铝翅片贯通强化传热管段整个管道;四组挤压铝翅片的各个翅在拼接后相互交叉,四组挤压铝翅片各个翅的交叉方式为自交叉或者相互交叉。
12.强化换热结构包括沿钢管内壁平行设置的两排第一内翅片,两排第一内翅片之间设置与其垂直的第二内翅片。
13.天然气催化燃烧板为催化剂载体纤维毯;天然气入口开设在催化燃烧加热装置侧面,空气入口开设在催化燃烧加热装置的底部。
14.管道上下肋板位于强化传热管段的加热管段并和加热管段全焊接,管道上下肋板
采用8mm~16mm厚的碳钢板、铜板或铝板。
15.强化传热管段加热管段的外表面涂覆石墨烯。
16.催化燃烧加热装置的外形为长方体,尺寸设置为长500mm~600mm,宽300mm~350mm,高300mm~350mm;烟气余热利用装置的外形为圆柱形,尺寸设置为半径150mm~180mm,高500mm~800mm;其整个装置的长度控制在1.5m~1.8m之间,天然气入口直径为15mm~25mm,空气入口设置在靠近催化燃烧板处,催化燃烧板长350mm~450mm,宽10mm~25mm,催化燃烧后产生的烟气在气压差的作用下直接进入烟气余热利用装置。
17.催化燃烧加热装置、烟气余热利用装置和烟气出口共同组成壳体,所述壳体沿轴线对称分为两部分壳体,两部分壳体通过螺栓紧固,两部分壳体连接面密封;所述两部分壳体中催化燃烧加热装置和烟气余热利用装置一体化成型或焊接连接。
18.烟气余热利用装置布置在催化燃烧加热装置的前端,对强化传热管段内的天然气预热,烟气余热利用装置内的预热管段设有管外翅片,外翅片关于预热管段轴线对称布置,共20~30个外翅,外翅长度为75mm~150mm,外翅片的外缘和烟气余热利用装置的外壳相接触。
19.烟气出口处设有引风机或热力烟囱。
20.本发明所述的在线加热井口天然气的装置的应用,设置一个在线加热井口天然气的装置,或设置多个在线加热井口天然气的装置串联,相邻在线加热井口天然气的装置之间采用法兰连接。
21.与现有技术相比,本发明至少具有以下有益效果:
22.强化传热管段中的强化换热结构与管内被加热天然气充分接触换热,使强化传热管段内的天然气快速、均匀地受热,消除天然气管段内存在的天然气水合物,提高了加热装置单位长度的加热功率;
23.天然气催化燃烧无明火产生,可以有效防止天然气泄漏遇到明火发生爆燃事故,安全性更高,适合天然气气井口管段加热;
24.催化燃烧的燃烧效率高,同时设有烟气余热利用装置,装置热量利用率高,达90%以上,远高于传统的催化燃烧加热装置,燃烧温度低,减少了no
x
排放;
25.整体加热装置结构紧凑,管段短,加热高效快速,可以实现气井井口管段节流阀前快速加热天然气的目的;
26.采用催化燃烧板作为热源,依靠外部的太阳能电池板即可稳定运行,无需或仅需较小的电力供应,降低了对电力的依赖性,同时也降低了投资成本,适合偏远地区天然气气井井口加热;
27.装置两端采用法兰连接,可直接与现有井口管段组装连接,可拆卸的催化燃烧加热装置便于更换维护;
28.相比传统形式的水套炉,不需要水作为工质,避免了管段结垢而导致传热恶化的风险,减少了维护的成本,能够长期稳定运行,适合条件恶劣地区的天然气气井井口加热;
29.本技术设置管道的肋板可以增大辐射传热面积,增强辐射传热;肋板上的热量可以被管道全部利用;本技术所述装置结构紧凑,加热效率高,安全性强,对电力依赖性小,改善了传统水套加热炉笨重、依赖二次电力、存在明火等问题和传统催化燃烧板加热装置热投资大、效率低等问题。
30.进一步的,烟气出口处设有引风机或热力烟囱,整个装置烟气量很小,流速低,沿程阻力也很低。
31.进一步的,增加纵向导热板可以使管道上下肋板两端的温度更好地传导给强化传热管段,进一步强化传热,同时增加烟气对强化传热管段的对流冲刷换热,提高装置的热效率。
32.进一步的,本发明通过控制翅片之间的距离以避免管内出现大面积的空白,强化管道内天然气的扰动,保证其强化管内换热的效果;翅片总体的布置中间较密,四周较疏,使管内天然气受热更均匀;四组挤压铝翅片应用于所述的强化传热管段整个管道的内部;四组挤压铝翅片的各个翅在拼接后相互交叉从而避免出现“烟气走廊”效应,确保气体流过管道时充分冲刷翅片,增强传热的效果。
33.进一步的,所述的天然气催化燃烧板为催化剂载体纤维毯,天然气和空气在催化表层接触的表面积大,停留时间长,确保天然气完全催化燃烧。
34.进一步的,强化传热管段加热管段的外表面涂覆石墨烯,利用高质量的薄层石墨烯的高导热率、高辐射率特性,使强化传热管段加热管段的外表面黑度提升至0.98以上,从而提高对热辐射的吸收率,进一步强化辐射传热。
附图说明
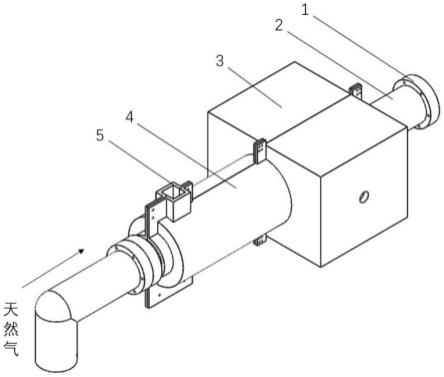
35.图1为本发明一种强化传热管段及装置整体结构的示意图;
36.图2为本发明强化传热管段结构示意图;
37.图3为本发明强化传热管段铝内翅自交叉左和相互交叉右结构的示意图;
38.图4为本发明强化传热管段及装置壳体的部分剖视图;
39.图5为本发明加热装置外壳相互配合示意图;
40.图6为本发明第二种型式强化传热管段及装置的示意图;
41.图7为本发明第二种型式强化传热管段及装置壳体的部分剖视图;
42.图8为本发明第二种型式强化传热管段结构示意图;
43.图9为本发明强化传热管段线切割钢内翅管的结构示意图。
44.图中:1、法兰;2、强化传热管段;3、催化燃烧加热装置;4、烟气余热利用装置;5、烟气出口;21、四组挤压铝翅片;22、管道外翅片;23、管道上下肋板;24、纵向导热板;31、催化燃烧板;32、空气入口;33、天然气入口;34、烟气出口;35、等压烟道。
具体实施方式
45.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
46.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“一侧”、“一端”、“一边”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和
操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
47.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
48.应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
49.还应当理解,在本发明说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本发明。如在本发明说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
50.还应当进一步理解,在本发明说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
51.在附图中示出了根据本发明公开实施例的各种结构示意图。这些图并非是按比例绘制的,其中为了清楚表达的目的,放大了某些细节,并且可能省略了某些细节。图中所示出的各种区域、层的形状及它们之间的相对大小、位置关系仅是示例性的,实际中可能由于制造公差或技术限制而有所偏差,并且本领域技术人员根据实际所需可以另外设计具有不同形状、大小、相对位置的区域/层。
52.参考图1、图2、图4和图5,一种在线加热井口天然气的装置,包括强化传热管段2、催化燃烧加热装置3和烟气余热利用装置4,催化燃烧加热装置3和烟气余热利用装置4连接,催化燃烧加热装置3和烟气余热利用装置4均为壳状,内部均为空腔;催化燃烧加热装置3的壳体上开设空气入口32和天然气入口33;强化传热管段2内侧设有强化换热结构;强化传热管段2分为加热管段和预热管段,烟气余热利用装置4设置在所述预热管段外侧,催化燃烧加热装置3设置在所述加热管段外侧,在强化传热管段2形成连通的烟气通道,烟气余热利用装置4的末端开设烟气出口5;催化燃烧加热装置3内安装有催化燃烧板31,催化燃烧板31设置在所述加热管段两侧,催化燃烧加热装置3和烟气余热利用装置4与强化传热管段2连接处密封;所述预热管段外侧嵌套有管段外翅片22,加热管段设置管道上下肋板23;强化传热管段2两端设置端部法兰1。。
53.四组挤压铝翅片21位于强化传热管段2内部,挤压铝内翅21单独加工为成品后嵌套在强化传热管段2中,挤压铝内翅21与强化传热管段2内壁之间填充高导热系数硅脂或液态金属填补缝隙以减小接触热阻;强化传热管段2包括加热管段和预热管段,预热管段上嵌套有管段外翅片22,加热管段上全焊透管道上下肋板23;催化燃烧加热装置3中间安装有天然气催化燃烧板31,底部设有空气入口32,侧壁设有天然气入口33;催化燃烧加热装置3、烟气余热利用装置4和烟气出口5为一个整体,烟气通道连通;烟气出口5设置在烟气余热利用装置4的末端;用于催化燃烧的天然气先从催化燃烧加热装置3的天然气入口33进入并均匀
分配到催化燃烧板31的催化表层,空气从催化燃烧加热装置3底部的空气入口32进入并扩散到催化燃烧板31的催化表层,天然气和空气在催化燃烧板31的催化表层进行催化燃烧反应,催化燃烧板31吸收催化燃烧产生的一部分热量并以辐射的方式传递给强化传热管段2加热管段的外表面,同时催化燃烧生成的烟气携带一部分热量先冲刷强化传热管段2加热管段的外表面,然后进入烟气余热利用装置4,对烟气余热利用装置4内强化传热管段2预热管段的外翅片23的外表面进行冲刷对流传热,最后从烟气余热利用装置4末端的烟气出口5排放;强化传热管段2内的天然气先进入预热管段进行预热处理,吸收烟气余热利用装置4中烟气的中高温余热,然后再进入加热管段,进一步吸收催化燃烧加热装置3中催化燃烧板的辐射加热和高温烟气的对流加热,最终达到目标的加热温度。
54.所述的催化燃烧加热装置3内,天然气从侧壁的天然气入口33进入后均匀分配至催化燃烧板31的催化表层,空气从底部的空气入口32处进入催化燃烧加热装置3后均匀扩散至催化燃烧板31的催化表层,天然气和空气在催化燃烧板上接触进行催化反应,催化燃烧板31吸收天然气催化燃烧释放出来的热量;天然气催化燃烧释放的约50%的热量可以通过催化燃烧板31以辐射的方式传递给强化传热管段2加热段的外表面和管道上下肋板23,这部分的热量可以100%用来加热强化传热管段2内的天然气;催化燃烧所产生的烟气携带了另外50%左右的显热热量,烟气与强化传热管段2加热管段的外表面对流冲刷可以利用部分显热,因此催化燃烧加热装置3的热效率在70%以上;催化燃烧加热装置3和烟气余热利用装置4之间是连通的,催化燃烧产生的烟气在气压差的作用下从催化燃烧加热装置3进入到烟气余热利用装置4内。
55.烟气余热利用装置4内侧的管段外翅片22来强化烟气和管段的冲刷对流换热,管段外翅片22和烟气余热利用装置4的外壳相接触,管段外翅片22与强化传热管段2之间用高导热系数硅脂或液态金属填充缝隙并且完全焊接以减小接触热阻,强化传热管段2内部有四组挤压铝翅片片21来强化管段和天然气之间的换热,烟气余热利用装置4设在催化燃烧加热装置3之前,对管段内的天然气起到预热的作用,催化燃烧烟气在烟气余热利用装置4中将中高温烟气的热量传递给管段外翅片22,并最终传递给管段内的天然气,同时装置的热效率可以提升至90%以上。
56.烟气从烟气余热利用装置4末端的烟气出口5排放,烟气出口5设有引风机或热力烟囱,以克服烟气在经过整个加热装置时的阻力。
57.参考图1,作为可选的实施方式,催化燃烧加热装置3的外形为长方体,尺寸设置为长500mm~600mm,宽300mm~350mm,高300mm~350mm;烟气余热利用装置4的外形为圆柱形,尺寸设置为半径150mm~180mm,高500mm~800mm;其整个装置的长度可以控制在1.5m~1.8m之间,结构极其紧凑,达到短流程快速高效加热的效果;所述催化燃烧加热装置3侧板设有天然气入口33,直径为15mm~25mm,催化燃烧段3底板设有空气入口32,空气入口设置靠近催化燃烧板31,长350mm~450mm,宽10mm~25mm,催化燃烧后产生的烟气在气压差的作用下直接进入烟气余热利用装置4。
58.下面结合附图对本发明进行说明。
59.所述的催化燃烧板31为载有催化剂的纤维毯,对于气流阻力小,具有较大的几何表面积,容易成形和安装。
60.管道上下肋板23位于强化传热管段2的加热管段并和加热管段全焊接,管道上下
肋板23采用8mm~16mm厚的碳钢板、铜板或铝板。
61.所述的催化燃烧加热装置3内的强化传热管段2以及管道上下肋板23的表面涂覆有石墨烯涂层。
62.所述的四组挤压铝翅片21是用内插挤压的方法组合嵌套于强化传热管段2内,包括四组完全相同的翅片,每个翅片设置有一弯折,其各个翅之间相互交错;如图3所示,其中(a)为各个翅的交错方式可以为自交叉或(b)所示的相互交叉方式。每个翅片上的翅宽为1mm~2mm,相邻翅片间隔设置为2mm~5mm;中间翅片的密度大于四周翅片密度,四组挤压铝翅片21贯通强化传热管段2整个管道;四组挤压铝翅片21的各个翅在拼接后相互交叉。
63.如图9所示,四组挤压铝翅片21也可以用线切割内翅钢管作为替代。强化换热结构包括沿钢管内壁平行设置的两排第一内翅,两排第一内翅之间与其垂直的第二内翅;所述第一内翅和第二内翅基于电火花线切割技术,对钢管整体进行线切割,得到内翅,所述内翅为鱼骨状,所述加强对管段内的天然气气体的扰动,其中高度较高的翅加粗;钢管内翅的形状可以一次切割完成,也可以分多次切割完成,但为了便于加工制造,总体线切割内翅的形状不宜太复杂;当然所述第一内翅和第二内翅还可以用铝材质,基于挤压方法成型一个铝管、第一内翅和第二内翅,可以一体化挤压成型,也可以分成对称的部分挤压成型,成型后的铝管、第一内翅和第二内翅再装入强化传热管段2。
64.所述的加热装置外壳和强化传热管段2之间的安装位置关系如图5所示,催化燃烧加热装置3沿中心面分为对称的两个加热装置外壳安装在强化传热管段2两侧,两个加热装置外壳的连接处用螺栓进行连接紧固,连接处的缝隙可以用密封胶进行密封处理。
65.强化传热管段2内的天然气先进入烟气余热利用装置4进行预热处理,吸收中高温烟气的显热热量,然后再进入催化燃烧加热装置3吸收催化燃烧板的辐射热和烟气的对流热,最终达到目标的加热温度,如果一个管段式加热装置无法满足升温的需求,可以串联多个管段式加热装置,多个加热装置之间采用法兰连接。
66.参考图6、图7和图8,一种在线高效加热井口天然气的强化传热管段及装置,也可以改为如下型式,催化燃烧加热装置3的顶部设有烟气出口34,并且在烟气出口34处设置了等压烟道35;所述的强化传热管道上下肋板23上设有多个等间距的纵向导热板24,纵向导热板24两端与管道上下肋板23通过螺栓进行连接紧固,增加纵向导热板24可以使管道上下肋板23两端的温度更好地传导给强化传热管段2,进一步强化传热,同时增加烟气对强化传热管段2的对流冲刷换热,提高装置的热效率;烟气的流程变为从催化燃烧加热装置3顶部烟气出口34出去,通过等压烟道35进入烟气余热利用装置4,其余部分与所述的一种在线高效加热井口天然气的强化传热管段及装置相同。
67.本发明进一步的改进,在纵向导热板24宽度可以设置为10mm~15mm,高度15mm~30mm,纵向导热板之间24的间距20mm~50mm,纵向导热板24两端与管道上下肋板23通过螺栓进行连接紧固,并且纵向导热板24与管道上下肋板23之间用高导热系数硅脂或液态金属填充缝隙。
68.烟气余热利用装置4布置在催化燃烧加热装置3的前端,对强化传热管段2内的天然气起到预热的作用,烟气余热利用装置4内的强化传热管段2预热管段设有管外翅片22,翅片布置关于预热管段轴线对称,共20~30个翅片,翅片长度为75mm~150mm,管道外翅片22的外缘和烟气余热利用装置4的外壳相接触,以达到最佳的烟气对流冲刷换热效果。
69.管道外翅片22可以与强化传热管段2焊接,也可以单独加工后套设或贴于强化传热管段2外侧,具体的,管道外翅片22与一个柔性金属片固定连接后,再将柔性金属片贴强化传热管段2外侧,并在结合处填充高导热系数硅脂或液态金属;管道外翅片22焊接于一个管道外表面,将所述管道套设于强化传热管段2外侧,所述管道与强化传热管段2之间填充高导热系数硅脂或液态金属,减小管道外翅片22和强化传热管段2之间的接触热阻。
70.以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1