混合旋转牙轮钻头的制作方法
混合旋转牙轮钻头
1.本技术是申请号为201480057532.7、申请日为2014年7月14日、标题为“混合旋转牙轮钻头”的中国申请的分案申请。
技术领域
2.本发明总体涉及用于钻井眼的钻头,并且更具体地涉及用于调节井眼并且钻出液压压裂设备(例如,压裂塞)或桥塞的混合旋转牙轮钻头(hybrid rotary cone drill bit)。
背景技术:
3.滚轮牙轮岩石钻头(roller cone rock bit)是在石油领域、天然气领域和采矿领域中使用的用于穿透地层成形井眼的切削工具。在井眼的成形中,滚轮牙轮钻头钻透组成不同岩层的不同地质材料。虽然钻头在钻透岩石时在不同深度处遇到不同地层,但是一般来说钻头的所有部分在同一时刻钻相同类型的岩层。
4.在液压压裂操作中,压裂塞(frac plug)被固定到作为钻孔内衬的套管。压裂塞在某种意义上说是一次性工具,因为在压裂塞已执行其功能之后,使用按照国际钻井承包商协会即iadc(international association of drilling contractors)标准制造的滚轮牙轮岩石钻头将其钻出,并且钻出的压裂塞碎片随着钻探泥浆冲上井眼。压裂塞是大体柱形部件,该柱形部件由从大体中空的中心移动的不同径向位置处设置的不同材料形成。与钻透岩层相比,当钻出压裂塞时,钻头同时钻透不同的材料。不同的材料产生不同的穿透效率并且磨损钻头不同部分上的特征。
5.参考lockstedt的美国专利no.5,131,480(其公开内容通过引用合并于此),其公开了铣齿旋转牙轮岩石钻头,其中每个牙轮的跟部排(heel row)被分散并且碳化钨楔齿镶嵌物(chisel insert)被插入分散的跟部排内。跟部排镶嵌物与量规排(gage row)铣齿配合并且随着量规排铣齿磨损逐渐地切削更多的量规排钻孔。
技术实现要素:
6.在一个实施例中,一种混合旋转牙轮钻头包括多个支腿。轴承轴从每个支腿延伸,并且旋转牙轮可旋转地耦连到每个轴承轴。至少一个旋转牙轮包括顶排切削结构、内排切削结构和量规排切削结构。顶排切削结构和内排切削结构包含铣齿。量规排切削结构包含切削器镶嵌物。
7.在某一实施例中,切削器镶嵌物是碳化钨镶嵌物并且铣齿由钢形成。切削器镶嵌物可以是锥形形状或楔形形状(chisel-shaped)。
8.本发明的混合旋转牙轮钻头被用于同时钻出塞的不同材料。切削器镶嵌物和铣齿在旋转牙轮上的位置允许塞的不同材料被有效地钻出。具体地,被设置在塞的外直径上的塞卡瓦(plug slip)的相对较硬的材料通过设置在钻头的外直径上的切削器镶嵌物有效地钻出,同时塞体/塞主体的相对较软的材料通过在切削器镶嵌物的径向向内设置的铣齿有
效地钻出。
9.当结合附图时,根据下面的具体实施方式,本发明的其他方面、特征和优点将变得明显,附图是本公开的一部分并且其通过示例方式图示说明公开的本发明的原理。
附图说明
10.为了更完整地理解本发明及其优点,现在结合附图和具体实施例参考下面的附图说明,其中相同的附图标记表示相同的部分,其中:
11.图1图示在安置在钻孔中的压裂塞的横截面正上方设置在钻出位置的混合旋转牙轮钻头;
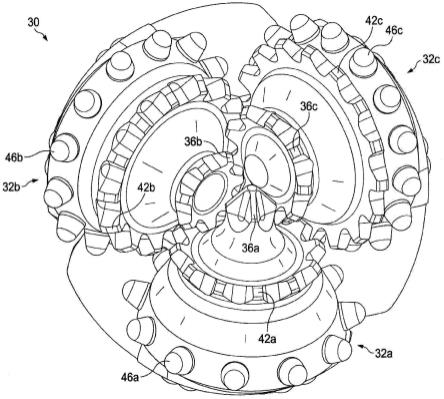
12.图2a图示根据本发明的教导的混合旋转牙轮钻头的前端(face)。
13.图2b图示根据本发明的教导的旋转投影截面,其示出钻孔中铣齿和切削器镶嵌物的位置;
14.图3a图示根据本发明的教导的混合旋转牙轮钻头的替换实施例的前端。
15.图3b图示根据本发明的替换实施例的教导的旋转投影截面,其示出钻孔中铣齿和切削器镶嵌物的位置。
具体实施方式
16.现在参考图1,其示出了混合钻头10或更具体地说是混合旋转牙轮钻头10。混合旋转牙轮钻头10被图示在用金属套管16作为内衬的钻孔或井眼12内。钻头10被示出在套管塞或塞14的横截面上方的钻出位置中。混合钻头10包括从钻头体(未示出)悬挂的三个支腿18(示出两个)。如下面更详细地描述,每个支腿18均支撑旋转牙轮20。每个旋转牙轮20均包括两种不同类型的切削结构。在井眼12中最靠近套管16的切削结构是切削器镶嵌物22,例如,碳化钨镶嵌物。朝向钻头12的中心的切削结构是铣齿24。切削器镶嵌物22是锥形形状,但是也可以是圆顶形状、楔形形状、双锥形形状、卵形形状或适于钻出套管塞14的任意其他形状。
17.混合钻头10被配置为钻出全部钻孔和/或钻出固定在钻孔内的压裂塞。因此,混合钻头10被配置为从钻孔的中心线并且延伸到钻孔的整个半径钻出岩层或部分压裂塞。混合钻头10不同于扩眼器(reamer),因为扩眼器不被配置为钻出靠近钻孔中心线的中心部分。更确切地说,扩眼器被配置为铰削已经至少部分形成的孔。
18.在某些钻孔操作中,诸如,在液压压裂(hydraulic fracturing)或破裂(fracking)操作中,塞14(诸如压裂塞)被用于隔离要被破裂的井眼12的一部分。塞14作为单向阀并且允许钻孔的特定部段被隔离和被加压用于液压破裂操作。当塞14已执行其功能之后,使用根据本公开的教导的混合旋转牙轮钻头10在钻出操作中将其钻出。在钻出操作中,混合旋转牙轮钻头10被附连到钻柱并且被旋转,使得其切削元件压碎、割裂并且分裂塞14。被泵送通过钻头10的钻井流体将塞14的碎片冲洗回地面。除了压裂塞之外其他塞也可以被固定在钻孔内并且可以通过使用本公开的教导的混合旋转牙轮钻头10而被钻出。例如,混合旋转牙轮钻头10可以被用于钻出桥塞和与套管16接合的其他类型的塞。
19.在准备破裂过程中,塞14被定位在钻孔12中的期望位置处,使得塞14的外直径部分抓紧套管16,并且将塞14固定或安置在适当位置。一旦塞14被安置,塞14将经受钻孔中区
域的加压而不移动或滑动。为了安置塞14,围绕一部分塞体/塞主体28的大体环形形式的卡瓦(slip)26被引起与套管16接合并且产生一种类型的密封。为了本公开的目的,塞体28包括不是由相对较硬材料形成的塞的任意部分,这些部分与套管16接合,以将塞安置在适当位置并且产生密封。虽然塞体28主要被径向设置在卡瓦26的内部,但是一部分塞体28可以被设置在卡瓦26的上面或下面并且与卡瓦26对齐。
20.在图1中示出的实施例中,示出上卡瓦和下卡瓦26。每个卡瓦26均包括多个脊29,脊29咬合到套管内以提供牢固抓紧。卡瓦26扩张并且可能部分地压裂,从而使得一些卡瓦26嵌入到金属套管16内。为了在高压力下保持塞14的抓紧,卡瓦26通常由硬质材料形成。在某些塞14中,卡瓦16由铸铁形成。一旦卡瓦26被安置,卡瓦26就占据套管16和塞体28之间的空间,所述空间可以取决于套管直径的内部的英寸数。例如,钻孔的套管16可以具有大约12英寸的直径,并且卡瓦26可以具有大约12英寸的外直径和大约10英寸的内直径。
21.在某些实施例中,卡瓦26可以包括碳化钨或陶瓷镶嵌物,其嵌入到套管16内以便更好的抓紧。包括此类镶嵌物的塞在yuan的美国专利no.5,984,007中被公开(其公开内容通过引用合并于此)。与卡瓦26的非常硬的材料相比,塞体28通常由比卡瓦26和/或包括在卡瓦26内的任意镶嵌物更软的材料形成。例如,塞体26经常由复合材料、热塑性材料或软金属诸如黄铜形成。
22.因为塞14在其内部包括相对较软的材料并且在其外部包括相对较硬的材料,所以在钻出混合旋转牙轮钻头10期间同时接触并且分裂相对较硬的材料和相对较软的材料两种。因此,在使用混合钻头10钻出时,切削器镶嵌物22接合卡瓦26和/或邻近、接触或嵌入套管16内的塞镶嵌物。这是因为镶嵌物切削器22被设置在钻头10的外直径上,所以镶嵌物切削器22在操作中最接近套管16。例如,切削器镶嵌物22可以被设置在钻头10的切削前端的外侧的1英寸直径上。因此,具有限定12英寸外直径的前端的混合旋转牙轮钻头10可以从其中心到大约10英寸直径具有铣齿,同时切削器镶嵌物22被设置在前端的外侧的1英寸半径(2英寸直径)处。
23.较软的钻头体28被铣齿24钻出,但是铣齿通常不经受卡瓦26的硬质材料,这增加了钻头10的整体耐久性。铣齿24更强劲地、有效地并且更好地适合于穿透、抓紧和切削塞体28的较软材料。相比之下,切削器镶嵌物22较低效地切削和割裂塞体28的材料。而且,如果切削器镶嵌物22被用于钻出塞体28,那么旋转牙轮20的钢基底受到磨损,这经常导致昂贵的切削器镶嵌物从旋转牙轮20分离并且在钻孔中丢失。
24.切削器镶嵌物22一般由非常硬的材料形成,诸如碳化钨。切削器镶嵌物22可以可替换地是合并到切削结构内的其他非常硬的材料,诸如聚晶金刚石复合片(polycrystalline diamond compact)、孕镶式金刚石块(impregnated diamond segment)、聚晶立方氮化硼复合片(polycrystalline cubic boron nitride compact),或者切削器镶嵌物22可以由陶瓷材料家族中的任意材料形成。当钻透或以其他方式接触卡瓦26和/或卡瓦镶嵌物的基本上等同硬度材料时,合并到切削器镶嵌物22内的硬质材料不像钢基底那样快速地磨损。因此,当钻出卡瓦26和/或塞14的卡瓦镶嵌物的硬质材料时,切削器镶嵌物22磨损低于铣齿24。
25.参考图2a和2b,其更详细地图示根据本发明教导的混合钻头10的旋转牙轮20。图2a示出混合旋转牙轮钻头的前端30。图2b是通过图2a中示出的其中一个旋转牙轮截取的截
面。此外,图2a示出当钻头在钻孔内旋转时三个旋转牙轮的每个的切削元件的位置的旋转投影。图2b示出从钻头的支腿18延伸的轴承轴21。每个旋转牙轮可旋转地安装到轴承轴26。
26.图2a示出旋转牙轮一32a、旋转牙轮二32b和旋转牙轮三32c(在图2b中共同地图示为旋转牙轮32)。旋转牙轮也被称为滚轮牙轮。旋转牙轮32a、32b、32c的每个均限定大体锥形表面33(见图2b)并且包括从大体锥形表面33延伸的两个不同的切削元件。例如,旋转牙轮一32a包括顶排(nose row),顶排被设置在钻头的最中间区域并且由多个铣齿36a形成。如之前所描述的,铣齿36a被磨铣到旋转牙轮32a的基底的钢材内并且是强劲的切削结构。钻头基底也由基体金属形成或适合于陆地钻孔钻头的任意其他材料。
27.根据本发明的教导,顶排铣齿36a被设置在钻头的中心部分内,以钻透被称为塞体的塞的相应的较软材料中心部分。顶排铣齿36a以比包括切削器镶嵌物22的其他类型的切削结构更高的穿透速度有效地钻透这种较软材料。旋转牙轮二和三的每个也包括顶排铣齿36b、36c。顶排铣齿中的相对钻探位置在图2b中被示出。
28.从顶排铣齿向旋转牙轮32的基部38设置的是内排切削结构。形成内排的切削结构是与顶排铣齿36a类似形成的铣齿42a。旋转牙轮一、二和三的每个均具有一排的内排铣齿42a、42b、42c。与顶排铣齿36a、36b、36c类似,内排铣齿42a、42b、42c也被设置成钻透塞14或塞体28的内部,所述内部通常由较软材料形成,诸如,复合材料、热塑性材料或软金属。用于每个旋转牙轮32a、32b、32c的内排铣齿42a、42b、42c中的相对钻探位置在图2b中被示出。根据本发明教导的混合旋转牙轮钻头的替换实施例可以包括不止一排的内排铣齿。例如,较大的钻头将具有较大的旋转牙轮,其将趋于具有一个或更多个额外的内排铣齿用以钻出更大直径的塞。
29.切削器镶嵌物46的量规排被设置为最靠近旋转牙轮32的基部。切削器镶嵌物46的量规排从旋转牙轮32的大体锥形表面33延伸。旋转牙轮一、二和三的每个均包括切削器镶嵌物46a、46b、46c的量规排。在图2a和2b示出的实施例中,切削器镶嵌物46是锥形形状。此外,在旋转期间,三个牙轮32的每个的切削器镶嵌物46大体对齐,使得所有三个牙轮32a、32b、32c的切削器镶嵌物46在图2b中以单个切削器镶嵌物投影图示。在可替换实施例中,旋转牙轮32的量规排可以包括铣齿和切削器镶嵌物两种。铣齿可以稍微向内部偏移并且与切削器镶嵌物交错,或者铣齿可以穿插在切削器镶嵌物的量规排内。
30.如图2b中所示,在钻出期间,切削器镶嵌物46被设置为最靠近套管16。因此,当钻出塞时,切削器镶嵌物46将钻出塞的最外部直径部分,这些部分包括嵌入到套管16内的塞部分或以另外方式将塞固定到套管16的塞部分。如之前所描述的,塞14的最外部直径部分指的是卡瓦26并且其通常由硬质材料形成,所述硬质材料与较软的塞体28相比更可能磨损旋转牙轮32的钢。因此,切削器镶嵌物46更好地适合于钻出此类硬化材料,诸如,铸铁卡瓦和/或碳化钨卡瓦镶嵌物或陶瓷卡瓦镶嵌物。
31.如图2b的横截面中所示,切削器镶嵌物46包括切削部分48和下基部50,其中切削部分48被设置在旋转牙轮32的大体锥形表面33之上,下基部50被设置在旋转牙轮32的大体锥形表面33之下。孔或凹槽54通过铸造或机械加工被形成在旋转牙轮32的大体锥形表面33中,以压力配合或过盈类型配合接收切削器镶嵌物46的下基部50。下基部50可以被熔焊或铜焊到凹槽54内。此外,粘合剂可以被用于将下基部50固定到凹槽54内。切削器镶嵌物46被示出为锥形形状,但是可替换地,切削器镶嵌物可以是楔形形状或用于切削器镶嵌物46的
切削部分48的任意其他合适形状。
32.设置在量规排44和基部38之间的是旋转牙轮32的跟部56。跟部56和基部38不被认为是旋转牙轮32的大体锥形表面33的一部分。在旋转牙轮32的基部38或跟部54上通常没有切削元件、铣齿或切削器镶嵌物。
33.顶排的铣齿36a、36b、36c(特别是牙轮32a的顶排铣齿36a)提供穿透切削结构以钻出塞的中心部分。此外,铣齿的齿轮廓更好地适合于穿透钻头体的较软材料。铣齿的这些特征共同允许切削器穿透和“嚼碎”塞体的较软材料,同时较硬的切削器镶嵌物46例如碳化钨镶嵌物将卡瓦26从套管取出并且将卡瓦分裂为碎块冲上钻孔。
34.现在参考图3a和3b,其图示根据本发明教导的混合旋转牙轮钻头的替换实施例。图3a示出混合旋转牙轮钻头的前端60。图3b示出通过图3a中所示的其中一个旋转牙轮截取的横截面。此外,图3b图示在钻头旋转时三个旋转牙轮62的每个的切削元件的位置的旋转投影。
35.与图2a和2b的实施例相似,旋转牙轮62的每个包括顶排铣齿66a、66b、66c。而且,旋转牙轮一和二62a、62b每个均包括内排铣齿70a、70b。旋转牙轮三62c的内排68c包括一排切削器镶嵌物72c。然而,在可替换实施例中,所有三个旋转牙轮62可以各自包括内排铣齿。此外,如参考图2a和2b中所示的实施例所讨论的,牙轮62可以包括不止一排的内排铣齿。
36.三个牙轮62的每个均包括切削器镶嵌物76a、76b、76c(由图3b中的附图标记76所表示)的量规排,所述切削器镶嵌物76a、76b、76c的量规排被配置为钻出和分裂塞14的卡瓦26或可以嵌入套管16中的卡瓦镶嵌物的较硬材料。旋转牙轮二62b的量规排包括与切削器镶嵌物76b的量规排交错的切削器镶嵌物78b的相邻量规排。相邻量规排切削器镶嵌物78b被固定到在与量规排切削器镶嵌物76b相同的刃带(land)80b中形成的凹进内。交错的程度在图3b中被示出。本发明的其他实施例除了在旋转牙轮二之外还可以在还牙轮一和/或三上包括相邻量规排切削器镶嵌物。相邻量规排切削器镶嵌物78b被用于分裂更大的卡瓦26并且保护铣齿免于与卡瓦的较硬材料接触并且被其磨损。
37.如图3b中所示,内排72c、量规排74和相邻量规排78b的切削器镶嵌物的基部80被固定到在旋转牙轮中形成的凹槽82内;切削部分84伸出旋转牙轮的外部大体锥形表面33,如上面参照图2b所描述的。量规排切削器镶嵌物76被示出为量规楔形形状的镶嵌物。然而,任意适合的切削器镶嵌物可以被用于根据本发明教导的混合旋转牙轮钻头,其中任意适合的切削器镶嵌物包括楔形形状、圆顶形状、圆锥形状、双圆锥形状等。
38.之前的描述仅是(多个)发明的一些实施例,并且可以对它们进行替换、修改、附加和/或变化,而不脱离公开的实施例的范围和精神,这些实施例是说明性的而非限制性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1