一种截齿真空钎焊耐磨结构的制作方法
1.本实用新型是一种截齿真空钎焊耐磨结构,属于截齿领域。
背景技术:
2.采煤机、掘进机是通过截齿破碎岩石的,截齿在切割时,煤岩的反作用力使截齿承受着强大的冲击负荷。在切割过程中,截齿与煤岩之间要发生剧烈摩擦,如果煤岩中含有高磨砺性材料,摩擦将使截齿产生极高的温度。目前,截齿上的硬质合金头是直接焊接在截齿体上的,截齿在使用过程中是卡接在截齿套内,截齿在切割煤岩过程中会被磨损,容易出现截齿套因磨损变形使截齿不转动的情况,导致截齿的某一部分被反复摩擦,影响截齿的使用寿命。
技术实现要素:
3.针对现有技术存在的不足,本实用新型目的是提供一种截齿真空钎焊耐磨结构,以解决上述背景技术中提出的问题,本实用新型使安装硬质合金头的部位与截齿转动连接,有利于使截齿被均匀磨损。
4.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种截齿真空钎焊耐磨结构,包括用于安插在截齿套内的截齿体,所述截齿体上套设有与截齿体固定连接的限位部,所述截齿体一端固定连接有插接部,所述插接部外表面开设有用于安装卡簧的环形槽,所述截齿体远离插接部的一端设有支撑部,所述支撑部为圆锥体结构,所述支撑部远离截齿体的一端固定连接有硬质合金头,所述支撑部远离硬质合金头的一端固定连接有柱杆,所述截齿体面向支撑部的一面中部位置开设有与柱杆相配合的插孔,所述插孔贯穿插接部并与插接部同心布置,所述插接部远离截齿体的一面中部位置开设有与插孔相配合的圆槽,所述柱杆远离支撑部的一端延伸至圆槽内并插接有圆盘头,所述圆盘头滑动安装在圆槽内。
5.进一步地,所述插接部远离截齿体的一端外表面对称开设有两个第一销孔,所述柱杆远离支撑部的一端外表面开设有与第一销孔相配合的第二销孔,所述圆盘头环形侧面上开设有与第一销孔、第二销孔相配合的第三销孔,所述第二销孔内安插有销轴,所述销轴的两端均处于第三销孔内。
6.进一步地,所述销轴外表面中部位置开设有环形的定位槽,所述定位槽内安装有橡胶套,所述橡胶套与第二销孔内壁相贴合。
7.进一步地,所述支撑部安装硬质合金头的位置处开设有定位孔,所述硬质合金头固定在定位孔内。
8.进一步地,所述支撑部靠近硬质合金头的一端外表面焊接有硬质合金圈,所述硬质合金圈呈螺旋状布置。
9.进一步地,所述限位部与截齿体为一体成型结构,所述插接部与截齿体为一体成型结构。
10.进一步地,所述柱杆与支撑部为一体成型结构。
11.本实用新型的有益效果:
12.1、将支撑部上的柱杆贯穿插孔后安插在圆盘头内,使第一销孔、第二销孔和第三销孔对齐,将销轴贯穿第一销孔安插在第二销孔和第三销孔形成的通道内,完成柱杆与圆盘头相对位置的限制,实现支撑部与截齿体的插接,当支撑部磨损严重时,可将销轴剔除后更换支撑部,使截齿部被重新利用。
13.2、使支撑部与截齿体形成转动连接结构,当插接部安插在截齿套内因磨损不转动时,支撑部带动柱杆在插孔内转动,使安装硬质合金头的支撑部与截齿体产生相对转动,避免支撑部的某一部分被反复磨损,有利于使截齿被均匀磨损。
附图说明
14.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
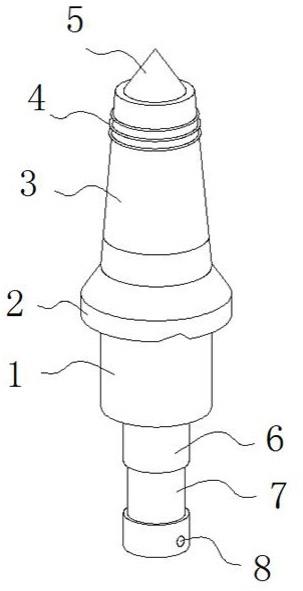
15.图1为本实用新型一种截齿真空钎焊耐磨结构的结构示意图;
16.图2为本实用新型一种截齿真空钎焊耐磨结构中圆盘头、柱杆和支撑部的装配示意图;
17.图3为本实用新型一种截齿真空钎焊耐磨结构中柱杆和支撑部的装配示意图;
18.图4为本实用新型一种截齿真空钎焊耐磨结构中截齿体的剖面图;
19.图5为本实用新型一种截齿真空钎焊耐磨结构中圆盘头的立体图;
20.图6为本实用新型一种截齿真空钎焊耐磨结构中橡胶套与销轴的装配示意图;
21.图中:1-截齿体、2-限位部、3-支撑部、4-硬质合金圈、5-硬质合金头、6-插接部、7-环形槽、8-第一销孔、9-定位孔、10-柱杆、11-圆盘头、12-销轴、13-第二销孔、14-插孔、15-圆槽、16-第三销孔、17-橡胶套。
具体实施方式
22.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
23.请参阅图1,本实用新型提供一种技术方案:一种截齿真空钎焊耐磨结构,包括用于安插在截齿套内的截齿体1,截齿体1上套设有与截齿体1固定连接的限位部2,限位部2与截齿体1为一体成型结构,截齿体1一端固定连接有插接部6,插接部6与截齿体1为一体成型结构,插接部6外表面开设有用于安装卡簧的环形槽7,将插接部6安插在截齿套内,在卡簧的作用下使插接部6被限制截齿套内,此时限位部2与截齿套端部相贴合,完成截齿体1与截齿套的插接。
24.参阅图1和图2,截齿体1远离插接部6的一端设有支撑部3,支撑部3为圆锥体结构,支撑部3远离截齿体1的一端固定连接有硬质合金头5,支撑部3安装硬质合金头5的位置处开设有定位孔9,硬质合金头5固定在定位孔9内,支撑部3靠近硬质合金头5的一端外表面焊接有硬质合金圈4,硬质合金圈4呈螺旋状布置,在支撑部3上加工硬质合金圈4,提高支撑部3的耐磨性,将清洗好的钎焊料放入支撑部3上的定位孔9内,然后将硬质合金头5装入定位孔9内,装配好的组合件用夹具固定好装入真空钎焊炉的钎焊室并加热,当截齿组合件温度
超过钎料熔点时,钎料融化并漫流于定位孔9与硬质合金头5相接触部位,完成硬质合金头5与支撑部3的钎焊。
25.参阅图1、图2、图3、图4和图5,插接部6远离截齿体1的一端外表面对称开设有两个第一销孔8,柱杆10远离支撑部3的一端外表面开设有与第一销孔8相配合的第二销孔13,圆盘头11环形侧面上开设有与第一销孔8、第二销孔13相配合的第三销孔16,第二销孔13内安插有销轴12,销轴12的两端均处于第三销孔16内,销轴12外表面中部位置开设有环形的定位槽,定位槽内安装有橡胶套17,销轴12安插在第二销孔13内后,橡胶套17与第二销孔13内壁相贴合,增加销轴12与第二销孔13内壁之间的摩擦系数,将支撑部3上的柱杆10贯穿插孔14后安插在圆盘头11内,使第一销孔8、第二销孔13和第三销孔16对齐,将销轴12贯穿第一销孔8安插在第二销孔13和第三销孔16形成的通道内,完成柱杆10与圆盘头11相对位置的限制,实现支撑部3与截齿体1的插接,当支撑部3磨损严重时,可将销轴12剔除后更换支撑部3,使截齿部被重新利用。
26.参阅图1、图2、图3、图4和图5,支撑部3远离硬质合金头5的一端固定连接有柱杆10,柱杆10与支撑部3为一体成型结构,截齿体1面向支撑部3的一面中部位置开设有与柱杆10相配合的插孔14,插孔14贯穿插接部6并与插接部6同心布置,插接部6远离截齿体1的一面中部位置开设有与插孔14相配合的圆槽15,柱杆10远离支撑部3的一端延伸至圆槽15内并插接有圆盘头11,圆盘头11滑动安装在圆槽15内,使支撑部3与截齿体1形成转动连接结构,当插接部6安插在截齿套内因磨损不转动时,支撑部3带动柱杆10在插孔14内转动,使安装硬质合金头5的支撑部3与截齿体1产生相对转动,避免支撑部3的某一部分被反复磨损,有利于使截齿被均匀磨损。
27.虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1