盾构机滚刀磁化故障处理方法及装置与流程
本发明涉及隧道施工,尤其涉及一种盾构机滚刀磁化故障处理方法及装置。
背景技术:
1、本部分旨在为权利要求书中陈述的本发明实施例提供背景或上下文。此处的描述不因为包括在本部分中就承认是现有技术。
2、随着经济水平的不断提高和城镇化的不断推进,盾构机被广泛应用于地下空间开发。盾构机在掘进过程中面临着极其复杂的地质条件,盾构机滚刀通过不断切割地层,将坚硬的岩石剥落,实现盾构机的不断向前推进。
3、盾构机滚刀在与坚硬的地层进行摩擦、切割时,自身也在不断磨损,现阶段,盾构机磨损检测系统通常采用滚刀转速传感器测量滚刀转速,实现对刀具磨损量的计算,盾构机转速传感器由若干个安装在滚刀刀毂上的磁铁和安装在刀筒上的感应元件构成,感应元件通过一定时间内通过磁铁的数量得到盾构机滚刀转速,基于此测速原理,盾构机刀具极易磁化,刀具一旦磁化,感应元件在一定时间内测得的通过磁铁数量与实际数量将会增多,转速传感器测得的滚刀转速与实际转速严重不符,刀具磨损量计算也会严重偏大。正常情况下,当刀具磨损量偏大时,现场工作人员会进行停机换刀,但若因刀具出现磁化现象导致刀具磨损量计算偏大,现场工人对盾构机进行停机换刀为无效换刀,将会严重影响盾构机掘进效率及现场施工进度。因此,设计一种用于滚刀磁化故障识别及磁化数据处理方法十分必要。
技术实现思路
1、本发明实施例提供一种盾构机滚刀磁化故障处理方法,用以准确识别盾构机滚刀磁化故障,解决因刀具出现磁化现象导致刀具磨损量计算偏大的问题,该方法包括:
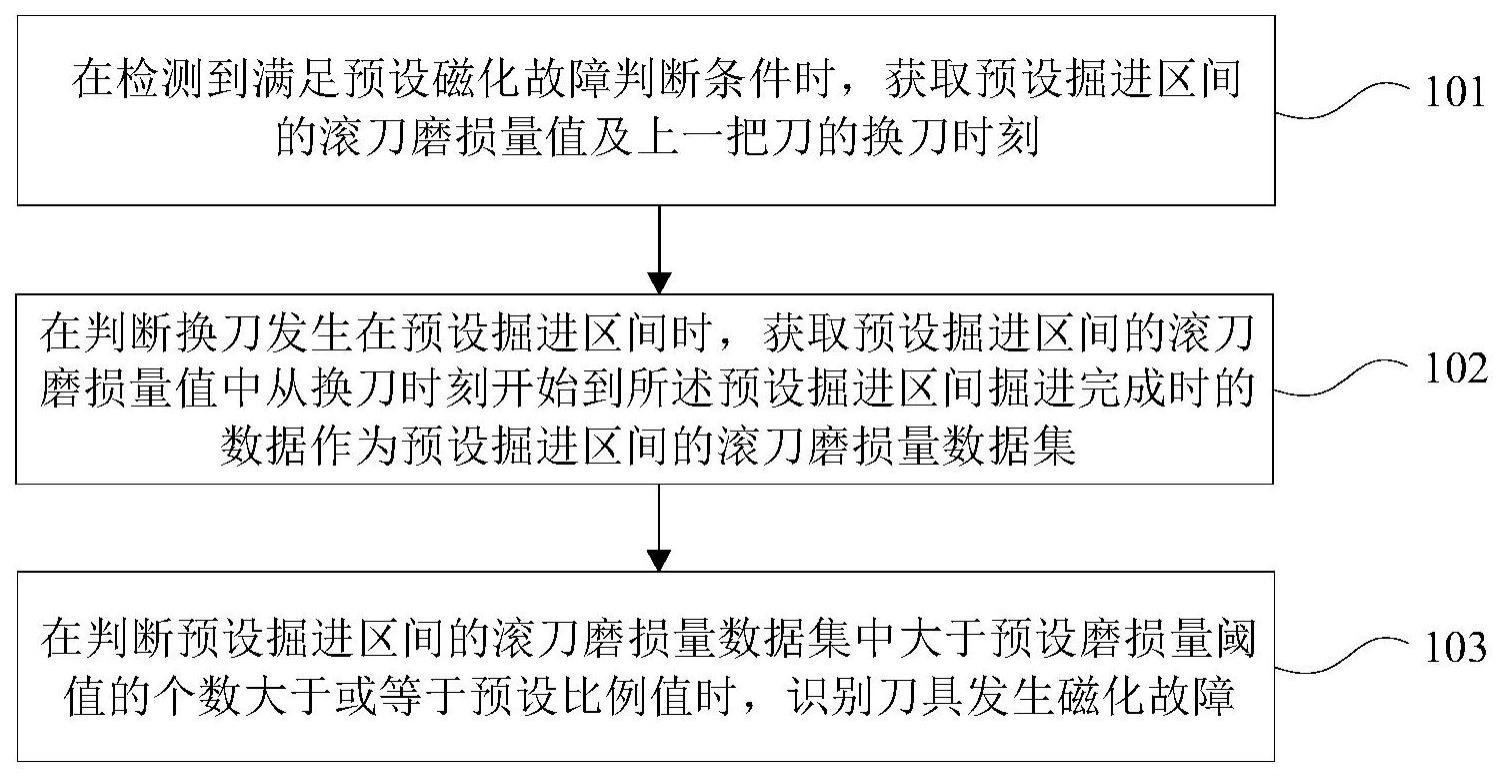
2、在检测到满足预设磁化故障判断条件时,获取预设掘进区间的滚刀磨损量值及上一把刀的换刀时刻;
3、在判断换刀发生在预设掘进区间时,获取预设掘进区间的滚刀磨损量值中从换刀时刻开始到所述预设掘进区间掘进完成时的数据作为预设掘进区间的滚刀磨损量数据集;
4、在判断预设掘进区间的滚刀磨损量数据集中大于预设磨损量阈值的个数大于或等于预设比例值时,识别刀具发生磁化故障。
5、本发明实施例还提供一种盾构机滚刀磁化故障处理装置,用以准确识别盾构机滚刀磁化故障,解决因刀具出现磁化现象导致刀具磨损量计算偏大的问题,该装置包括:
6、检测单元,用于在检测到满足预设磁化故障判断条件时,获取预设掘进区间的滚刀磨损量值及上一把刀的换刀时刻;
7、数据集确定单元,在判断换刀发生在预设掘进区间时,获取预设掘进区间的滚刀磨损量值中从换刀时刻开始到所述预设掘进区间掘进完成时的数据作为预设掘进区间的滚刀磨损量数据集;
8、磁化故障识别单元,用于在判断预设掘进区间的滚刀磨损量数据集中大于预设磨损量阈值的个数大于或等于预设比例值时,识别刀具发生磁化故障。
9、本发明实施例还提供一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述盾构机滚刀磁化故障处理方法。
10、本发明实施例还提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述盾构机滚刀磁化故障处理方法。
11、本发明实施例还提供一种计算机程序产品,所述计算机程序产品包括计算机程序,所述计算机程序被处理器执行时实现上述盾构机滚刀磁化故障处理方法。
12、本发明实施例中,盾构机滚刀磁化故障处理方案,通过:在检测到满足预设磁化故障判断条件时,获取预设掘进区间的滚刀磨损量值及上一把刀的换刀时刻;在判断换刀发生在预设掘进区间时,获取预设掘进区间的滚刀磨损量值中从换刀时刻开始到所述预设掘进区间掘进完成时的数据作为预设掘进区间的滚刀磨损量数据集;在判断预设掘进区间的滚刀磨损量数据集中大于预设磨损量阈值的个数大于或等于预设比例值时,识别刀具发生磁化故障,可以准确识别盾构机滚刀磁化故障,解决了因刀具出现磁化现象导致刀具磨损量计算结果偏大的问题,降低了现场工人由于磁化现象导致的频繁无效换刀,提高了盾构机掘进效率及加快了现场施工进度。
技术特征:
1.一种盾构机滚刀磁化故障处理方法,其特征在于,包括:
2.如权利要求1所述的方法,其特征在于,还包括:在识别刀具发生磁化故障时,对发生磁化故障的数据进行处理,得到消除磁化数据后的数据集。
3.如权利要求2所述的方法,其特征在于,在识别刀具发生磁化故障时,对发生磁化故障的数据进行处理,得到消除磁化数据后的数据集,包括:
4.如权利要求1所述的方法,其特征在于,还包括:在判断预设掘进区间的滚刀磨损量数据集中大于预设磨损量阈值的个数小于预设比例值时,识别刀具未发生磁化故障。
5.如权利要求1所述的方法,其特征在于,还包括:在判断换刀未发生在预设掘进区间时,将预设掘进区间所有时刻的滚刀磨损量值作为预设掘进区间的滚刀磨损量数据集。
6.如权利要求1所述的方法,其特征在于,所述预设磨损量阈值的取值范围为65mm-75mm,所述预设比例值的取值范围为45%-55%。
7.如权利要求1所述的方法,其特征在于,还包括按照如下方法确定滚刀磨损量值:
8.如权利要求7所述的方法,其特征在于,根据所述滚刀实时转速及刀盘实时转速,确定滚刀磨损量值,包括:按照如下公式确定滚刀磨损量值:
9.一种盾构机滚刀磁化故障处理装置,其特征在于,包括:
10.如权利要求9所述的装置,其特征在于,还包括:磁化故障数据处理单元,用于在识别刀具发生磁化故障时,对发生磁化故障的数据进行处理,得到消除磁化数据后的数据集。
11.如权利要求10所述的装置,其特征在于,所述磁化故障数据处理单元具体用于:
12.如权利要求9所述的装置,其特征在于,所述磁化故障识别单元还用于:在判断预设掘进区间的滚刀磨损量数据集中大于预设磨损量阈值的个数小于预设比例值时,识别刀具未发生磁化故障。
13.如权利要求9所述的装置,其特征在于,所述数据集确定单元还用于;在判断换刀未发生在预设掘进区间时,将预设掘进区间所有时刻的滚刀磨损量值作为预设掘进区间的滚刀磨损量数据集。
14.如权利要求9所述的装置,其特征在于,所述预设磨损量阈值的取值范围为65mm-75mm,所述预设比例值的取值范围为45%-55%。
15.如权利要求9所述的装置,其特征在于,还包括:滚刀磨损量值确定单元,用于按照如下方法确定滚刀磨损量值:
16.一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现权利要求1至8任一所述方法。
17.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现权利要求1至8任一所述方法。
18.一种计算机程序产品,其特征在于,所述计算机程序产品包括计算机程序,所述计算机程序被处理器执行时实现权利要求1至8任一所述方法。
技术总结
本发明公开了一种盾构机滚刀磁化故障处理方法及装置,其中该方法包括:在检测到满足预设磁化故障判断条件时,获取预设掘进区间的滚刀磨损量值及上一把刀的换刀时刻;在判断换刀发生在预设掘进区间时,获取预设掘进区间的滚刀磨损量值中从换刀时刻开始到所述预设掘进区间掘进完成时的数据作为预设掘进区间的滚刀磨损量数据集;在判断预设掘进区间的滚刀磨损量数据集中大于预设磨损量阈值的个数大于或等于预设比例值时,识别刀具发生磁化故障。本发明可以准确识别盾构机滚刀磁化故障,解决了因刀具出现磁化现象导致刀具磨损量计算结果偏大的问题,降低了现场工人由于磁化现象导致的频繁无效换刀,提高了盾构机掘进效率及加快了现场施工进度。
技术研发人员:孙浩,贾连辉,孟祥波,魏晓龙,林福龙,周树亮,焦敬波,王育文,黄震
受保护的技术使用者:中铁工程装备集团有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!