一种转子冲片叠压工装的制作方法
本技术涉及转子铁芯装配领域,特别是一种转子冲片叠压工装。
背景技术:
1、转子铁芯由多个转子冲片叠压制成,转子冲片具有中心的轴孔和围绕轴孔外周布置的孔、槽,为了保证转子铁芯上的磁路均匀,必须对齐多个转子冲片。目前,对于散装转子硅钢片,若将转子硅钢片直接压入到转子轴上,会导致磁钢片不好嵌入甚至无法嵌入、转子旋转动平衡差等问题。因此,通常设计叠压工装,将散装硅钢片全部叠压完成后再整体压入转子轴上,可以有效避免无法嵌入磁钢的问题,保证转子旋转动平衡处于较优状态。
2、现有的叠压工装存在一定缺陷,依赖人工将转子冲片对齐叠放,操作麻烦,转子冲片装配精度得不到保证,且效率较低,不利于提高转子铁芯产品质量。
技术实现思路
1、本实用新型的主要目的在于克服现有的叠压工装需要人工对齐叠放的缺陷,提出一种转子冲片叠压工装,能保证转子冲片叠压的精度。
2、本实用新型采用如下技术方案:
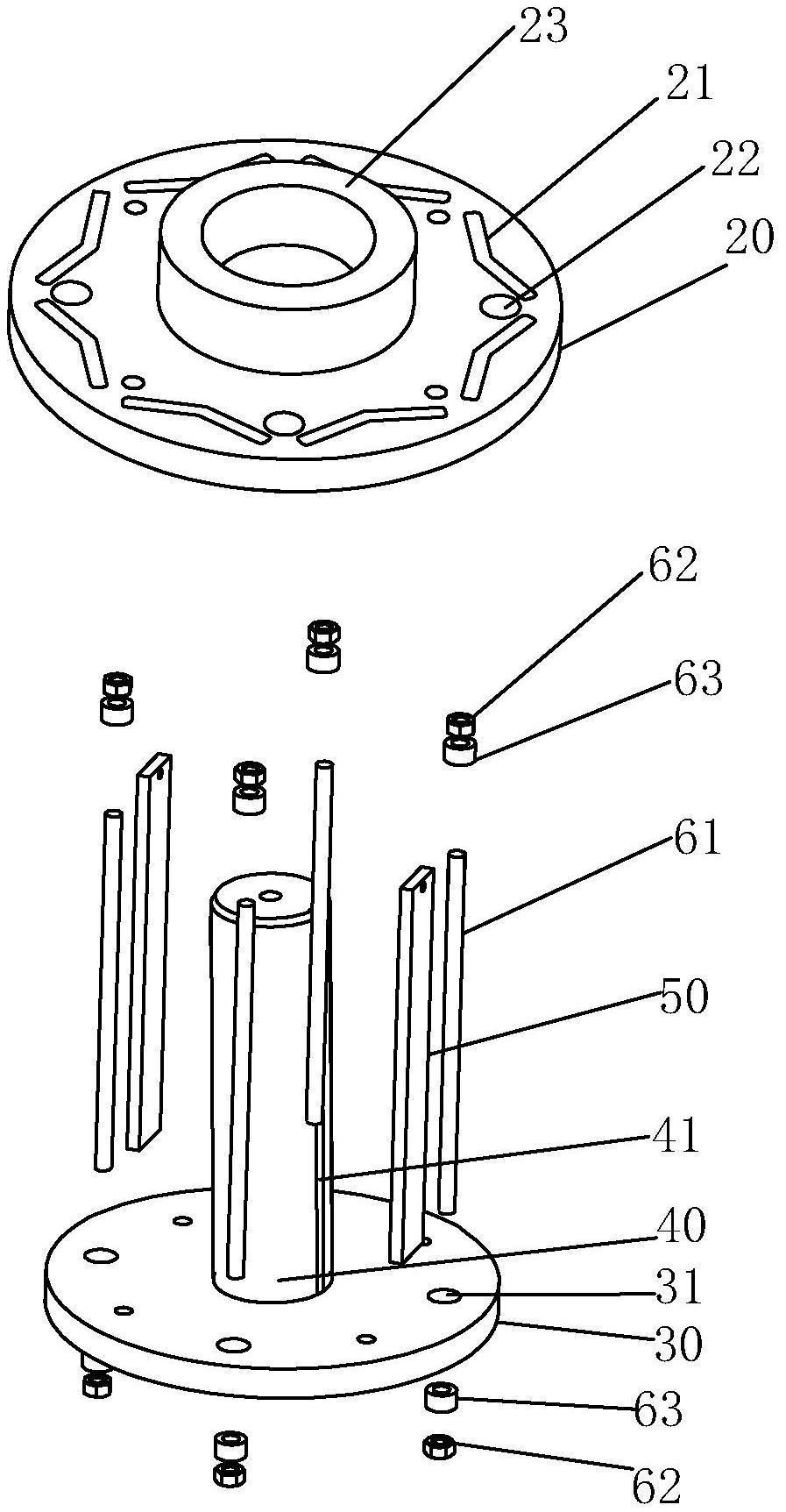
3、一种转子冲片叠压工装,包括上压板、下压板和轴芯,所述轴芯垂直连接于下压板以供套入若干转子冲片,其特征在于:还包括定位板和第一锁紧件组;所述定位板穿过若干所述转子冲片以实现定位;所述下压板上设有若干第一锁紧孔,所述第一锁紧件组穿过所述第一锁紧孔和若干所述转子冲片以可拆卸地锁紧压紧后的若干所述转子冲片;所述上压板套设于所述轴芯且位于若干转子冲片上方以压紧若干所述转子冲片。
4、优选的,所述转子冲片设有轴孔和至少一定位孔,至少一所述定位孔绕所述轴孔圆周分布;所述定位板穿设于所述定位孔且与所述轴芯平行;所述上压板设有至少一第一让位孔以供所述定位板穿过。
5、优选的,所述定位孔的数量大于等于所述定位板的数量。
6、优选的,所述定位孔为偶数个且为两两对称设置;包括有两所述定位板分别穿设于其中两对称的所述定位孔。
7、优选的,所述定位孔位于所述转子冲片靠近边缘处且相邻的两所述定位孔形成v形。
8、优选的,所述轴芯上设有沿轴向延伸的键条,所述轴孔对应设有槽以与键条配合。
9、优选的,所述转子冲片设有若干圆周分布的第二锁紧孔,所述第一锁紧件组穿过对应的所述第二锁紧孔;还包括有第二锁紧件组,所述第二锁紧件组穿过对应的所述第二锁紧孔以可拆卸地锁紧压紧后的所述转子冲片。
10、优选的,所述第一锁紧件组包括若干螺杆和若干螺母,所述螺杆穿过所述转子冲片,所述螺母与所述螺杆为螺纹配合。
11、优选的,所述第二锁紧件组包括若干螺杆和若干螺母,所述螺杆穿过所述转子冲片,所述螺母与所述螺杆为螺纹配合。
12、优选的,所述上压板设有若干第二让位孔以供所述第一锁紧件组穿过。
13、优选的,所述上压板顶面还设有压环,所述压环套设于所述轴芯外周。
14、由上述对本实用新型的描述可知,与现有技术相比,本实用新型具有如下有益效果:
15、1、本实用新型的工装,包括上压板、下压板、轴芯、定位板和第一锁紧件组,采用定位板穿过若干转子冲片以实现定位,通过上压板压紧若干转子冲片,并利用第一锁紧件组可拆卸地锁紧压紧后的若干转子冲片,采用这种结构,能提高叠压的精度,能避免磁钢无法嵌入,并确保叠压后的转子冲片的旋转动平衡处于较优状态,减少报废返工的情况。
16、2、本实用新型的工装,转子冲片设有至少一定位孔,若干定位孔绕轴孔圆周分布,定位板穿设于定位孔且与轴芯平行,上压板设有第一让位孔以供定位板穿过,其中定位孔为偶数个且为两两对称设置,两定位板分别穿设于其中两对称的定位孔确保定位更为平衡、可靠。
17、3、本实用新型的工装,采用第一锁紧组件用于锁紧压紧前的若干转子冲片,压紧后再配合第二锁紧件组对转子冲片进行锁紧,降低后续作业难度。
18、4、本实用新型的工装,上压板顶面还设置向上凸起的压环,则液压机作用于压环,从而避让穿过上压板的第一锁紧件组和定位板。
技术特征:
1.一种转子冲片叠压工装,包括上压板、下压板和轴芯,所述轴芯垂直连接于下压板以供套入若干转子冲片,其特征在于:还包括定位板和第一锁紧件组;所述定位板穿过若干所述转子冲片以实现定位;所述下压板上设有若干第一锁紧孔,所述第一锁紧件组穿过所述第一锁紧孔和若干所述转子冲片以可拆卸地锁紧压紧后的若干所述转子冲片;所述上压板套设于所述轴芯且位于若干转子冲片上方以压紧若干所述转子冲片。
2.如权利要求1所述的一种转子冲片叠压工装,其特征在于:所述转子冲片设有轴孔和至少一定位孔,至少一所述定位孔绕所述轴孔圆周分布;所述定位板穿设于所述定位孔且与所述轴芯平行。
3.如权利要求2所述的一种转子冲片叠压工装,其特征在于:所述定位孔为偶数个且为两两对称设置;包括有两所述定位板分别穿设于其中两对称的所述定位孔。
4.如权利要求2所述的一种转子冲片叠压工装,其特征在于:所述定位孔位于所述转子冲片靠近边缘处。
5.如权利要求2所述的一种转子冲片叠压工装,其特征在于:所述轴芯上设有沿轴向延伸的键条,所述轴孔对应设有槽以与键条配合。
6.如权利要求1所述的一种转子冲片叠压工装,其特征在于:所述转子冲片设有若干圆周分布的第二锁紧孔,所述第一锁紧件组穿过对应的所述第二锁紧孔;还包括有第二锁紧件组,所述第二锁紧件组穿过对应的所述第二锁紧孔以可拆卸地锁紧压紧后的所述转子冲片。
7.如权利要求1所述的一种转子冲片叠压工装,其特征在于:所述第一锁紧件组包括若干螺杆和若干螺母,所述螺杆穿过所述转子冲片,所述螺母与所述螺杆为螺纹配合。
8.如权利要求6所述的一种转子冲片叠压工装,其特征在于:所述第二锁紧件组包括若干螺杆和若干螺母,所述螺杆穿过所述转子冲片,所述螺母与所述螺杆为螺纹配合。
9.如权利要求1所述的一种转子冲片叠压工装,其特征在于:所述上压板设有若干第一让位孔以供所述定位板穿过以及设置有若干第二让位孔以供所述第一锁紧件组穿过。
10.如权利要求1所述的一种转子冲片叠压工装,其特征在于:所述上压板顶面还设有压环,所述压环套设于所述轴芯外周。
技术总结
一种转子冲片叠压工装,包括上压板、下压板和轴芯,所述轴芯垂直连接于下压板以供套入若干转子冲片,还包括定位板和第一锁紧件组;所述定位板穿过若干所述转子冲片以实现定位;所述下压板上设有若干第一锁紧孔,所述第一锁紧件组穿过所述第一锁紧孔和若干所述转子冲片以可拆卸地锁紧压紧后的若干所述转子冲片;所述上压板套设于所述轴芯且位于若干转子冲片上方以压紧若干所述转子冲片。本技术能提高叠压的精度,能避免磁钢无法嵌入,并确保叠压后的转子冲片的旋转动平衡处于较优状态,减少报废返工的情况。
技术研发人员:杨奕贤,张秀华,汤宗彪,吴靖
受保护的技术使用者:厦门势拓伺服科技股份有限公司
技术研发日:20221123
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!