涡旋式压缩机的制作方法
1.本技术涉及涡旋式压缩机,尤其涉及具有诸如背压路径或回油路径的节流通道的涡旋式压缩机。
背景技术:
2.在涡旋式压缩机运转时,工作流体经由吸入口进入吸入腔,并随着动涡盘的旋转进入动涡盘和定涡盘之间的压缩腔中被压缩,最后经由定涡盘的排出口进入排出腔。由于各腔之间的压强不同,涡旋式压缩机的运转需要节流通道来平衡这些压差。
3.例如,由于压缩腔中的压强大于吸入腔的压强,因此动涡盘将受到使其远离定涡盘的轴向作用力。为了防止动涡盘远离静涡盘,通常在动涡盘的背面设置有背压腔,并通过作用在动涡盘背面上的背压来平衡由压缩腔中的高压流体作用在动涡盘正面上的力。为此,现有的涡旋式压缩机设有背压路径,其从排出腔通向背压腔,以将排出腔中的高压工作流体经过背压路径的节流引入背压腔中。另外,在涡旋式压缩机的运转过程中,用于润滑动涡盘、主轴和轴承的润滑油会有一部分进入压缩腔、排出腔,且在经过油分离之后汇集在排出腔的油槽内,随后润滑油可以经回油路径的节流返回到位于各腔内的相应部件。
4.除了以上两种典型的节流通道(背压路径和回油路径)之外,涡旋式压缩机还可设有位于吸入腔和背压腔之间的节流通道等。
5.现有的涡旋式压缩机的节流通道通常采用三种方法来形成:一是在相关部件上钻出小直径(例如,0.5mm)的孔,然而,钻出这样的小直径孔需要特定的切割工具,花费较长时间,孔的长度也受限,例如,小于3mm,且孔的尺寸不易保证;二是使用附加的节流部件,这相应地需要额外的部件和额外的安装工艺;三是在相关部件上加工出长管道,这需要特定的切割工具或冲压工具,且需要较大的空间以获得足够的管道长度。
6.因此,需要一种改进的涡旋式压缩机,其具有加工简单、方便且结构紧凑的节流通道。
技术实现要素:
7.本技术的目的在于克服现有技术的不足,提出一种具有加工简单、方便且结构紧凑的节流通道的涡旋式压缩机。
8.为此,根据本技术的一方面,提供了一种涡旋式压缩机,包括:定涡盘和动涡盘,其被配置成在所述定涡盘与所述动涡盘之间形成用于压缩工作流体的压缩腔,且使得经过压缩的工作流体从所述定涡盘的排出口进入排出腔;和中板,所述中板的顶面与所述定涡盘的底面固定连接,使得所述动涡盘被置于所述中板和所述定涡盘之间,且在所述动涡盘和所述中板之间形成背压腔;其中,在所述定涡盘的底面和所述中板的顶面之间设置节流通道。
9.根据本技术的一实施例,所述节流通道在第一开口和第二开口之间延伸,所述第一开口与所述排出腔连通,且所述第二开口与所述定涡盘的内部空间或所述背压腔连通。
10.根据本技术的一实施例,所述第一开口设置于所述定涡盘中,且所述第二开口设置于所述定涡盘或所述中板中。
11.根据本技术的一实施例,所述节流通道包括设置在所述定涡盘的底面和/或所述中板的顶面的沟槽,其中所述沟槽的深度小于所述沟槽的宽度。
12.根据本技术的一实施例,所述沟槽的一端经由所述定涡盘中的孔与所述排出腔连通,且所述沟槽的另一端朝向所述定涡盘的内部空间敞开或经由所述中板中的孔与所述背压腔连通。
13.根据本技术的一实施例,所述沟槽通过铣削加工、激光切割、蚀刻、磨削中的一种形成。
14.根据本技术的一实施例,所述沟槽的横截面形状为矩形、三角形、部分圆形中的一种。
15.根据本技术的一实施例,所述沟槽的深度介于0.005mm至0.5mm之间,且所述沟槽的宽度介于1mm至10mm之间。
16.根据本技术的一实施例,所述沟槽的宽度大于或等于与其相连通的孔的直径。
17.根据本技术的一实施例,所述沟槽为两个,其中一个沟槽被配置成用作润滑油返回路径,另一个沟槽被配置成用作背压路径。
18.本技术的涡旋式压缩机可以采用广泛应用的铣削工艺等在定涡盘、中板等部件的端部加工出例如沟槽形式的节流通道,可以提高加工效率和质量,且可以对现有产品进行改造,而不需要额外的部件和安装过程。
附图说明
19.下面将参考附图对本技术的示例性实施例进行详细说明,应当理解,下面描述的实施例仅用于解释本技术,而不是对本技术的范围的限制,在附图中:
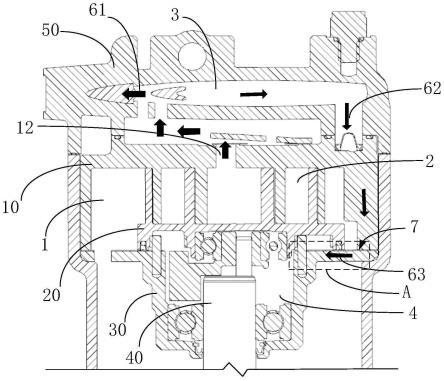
20.图1是根据本技术的实施例的涡旋式压缩机的局部示意性剖视图;
21.图2是图1所示的涡旋式压缩机的局部示意性剖视图,其示出了定涡盘和中板之间的回油路径;
22.图3是图2所示的定涡盘的局部示意性仰视透视图;
23.图4是图1所示的涡旋式压缩机的另一局部示意性剖视图,其示出了定涡盘和中板之间的背压路径;
24.图5是图4所示的定涡盘的局部示意性仰视透视图。
具体实施方式
25.下面结合示例详细描述本技术的优选实施例。但是,本领域技术人员应当理解,这些示例性实施例并不意味着对本技术形成任何限制。此外,在不冲突的情况下,本技术的实施例中的特征可以相互组合。在附图中,为简要起见,省略了其它的部件,但这并不表明本技术的涡旋式压缩机不可包括其它的部件。应当理解,附图中部件的尺寸、比例关系以及数目均不作为对本技术的限制。
26.如图1所示,本技术的涡旋式压缩机包括定涡盘10、动涡盘20、中板30、主轴40和壳体50。定涡盘10与动涡盘20被配置成在两者之间形成用于压缩工作流体的压缩腔2,使得工
作流体从吸入腔1进入压缩腔2被压缩,且经过压缩的工作流体经由定涡盘10的排出口12进入排出腔3。中板30用于支撑主轴40和动涡盘20,且中板30的顶面与定涡盘10的底面固定连接并紧密接触。这样,动涡盘20被置于中板30和定涡盘10之间,且在动涡盘20和中板30之间形成背压腔4。应指出的是,本技术的涡旋式压缩机还可以包括图1中未示出的比如电机等驱动器、控制部件、润滑油泵等,在此不再赘述。
27.根据本技术的实施例,如图1中的虚线所围的区域a所示,在定涡盘10的底面和中板30的顶面之间设置节流通道7,例如回油路径或背压路径。节流通道7在第一开口和第二开口之间延伸,其中第一开口与排出腔3连通,第二开口与定涡盘10的内部空间或背压腔4连通。一般而言,工作流体从排出口12排出并进入排出腔3,如箭头61所示。然后大部分工作流体会输入到下游的工作管路,例如,制冷器,而一少部分工作流体会进入定涡盘10中的孔(图1未示出),如箭头62所示。然后,这一少部分工作流体经过节流通道7的减压和节流,进入背压腔4,如箭头63所示。另外,在排出的工作流体中夹带的润滑油也会在排出腔3内被分离出,并沿着类似于箭头62所示的路径经过节流通道7进入定涡盘10的内部空间。相应地,节流通道7的第一开口设置于定涡盘10中,且第二开口设置于定涡盘10或中板30中。
28.节流通道7包括设置在定涡盘10的底面和/或中板30的顶面的沟槽70,其中沟槽70的深度小于沟槽的宽度。如图2和3所示,当沟槽70被配置成用作回油路径71时,其一端与排出腔3连通,例如,经由定涡盘10中的第一孔11连通到排出腔3的油槽(未示出),另一端与定涡盘10的内部空间连通,例如,朝向定涡盘10的内部空间敞开。图2中的箭头示出了润滑油返回的路线。在图2和3中,沟槽70被设置在定涡盘10的底面上,当定涡盘10与中板30固定连接时,沟槽70与中板30的顶面形成节流通道。应指出的是,沟槽也可以设置在中板30的顶面上,这样,当定涡盘10与中板30固定连接时,沟槽与定涡盘的底面形成节流通道,同样可以实现减压和节流的回油路径。
29.如图4和5所示,当沟槽70被配置成用作背压路径72时,其一端与排出腔3连通,例如,经由定涡盘10中的第二孔12连通到排出腔3,另一端与背压腔4连通,例如,经由中板30中的孔21、22与背压腔4连通。图4中的箭头示出了工作流体返回的路线。在图4和5中,沟槽70被设置在定涡盘10的底面上,当定涡盘10与中板30固定连接时,沟槽70与中板30的顶面形成节流通道。同样,沟槽也可以设置在中板30的顶面上。
30.应指出的是,图2至图5所示的回油路径和背压路径可以大致位于图1中所示的区域a内,也可以各自位于不同的其他区域内,图1中所示的区域a仅是例示说明,本技术不限于此。另外,涡旋式压缩机可以设置一条或多条回油路径和/或背压路径,且回油路径和背压路径中的每一条都可包括一条或多条节流通道。
31.根据本技术的实施例,沟槽70可以通过铣削加工、激光切割、蚀刻、磨削等加工工艺形成,尤其优选的是铣削加工。铣削是广泛使用的机加工工艺,其具有加工速度快、精度高的优点,尤其是在进行平面铣削加工时,可以容易地加工出0.01mm深的沟槽,甚至更浅,且可以高精度地控制深度误差。另外,由于针对端面进行铣削,因此可以采用大直径的铣刀,例如,8mm,从而使加工更快速。铣削加工出的沟槽70的横截面形状为矩形。对于采用其他工艺形成的沟槽,其横截面形状也可以为三角形、部分圆形等。沟槽70可以是直的沟槽,也可以是弯曲的沟槽。为便于加工和装配,沟槽的宽度可大于或等于与其相连通的孔的直径。
32.为使矩形横截面的节流通道实现与现有技术的圆形节流孔同样的效果,必须使两者的等效直径(水力直径)相同。
33.对于圆形节流通道,可以通过下式(1)来计算等效直径(水力直径):
[0034][0035]
其中dh是等效直径(水力直径),a是横截面积,p是横截面的湿周。
[0036]
对于矩形节流通道,可以通过下式(2)来计算等效直径(水力直径):
[0037][0038]
其中,a是矩形通道的宽度,b是矩形通道的深度。
[0039]
类似地,对于其他形状的节流通道,可以利用类似的公式计算出等效直径(水力直径)。
[0040]
因此,本技术的设计可以应用在现有的涡旋式压缩机的设计中,即,不再在现有设计的涡旋式压缩机中设置常规的小直径孔、附加的节流部件或长管道,而是根据现有设计的节流通道的等效直径,在相关部件上方便地加工出相应形状和尺寸的沟槽,同样可以实现原设计的节流效果。
[0041]
为实现所需的节流效果且便于加工,沟槽的深度通常介于0.005mm至0.5mm之间,且沟槽的宽度通常介于1mm至10mm之间。
[0042]
通过以上描述可知,根据本技术的涡旋式压缩机可以采用加工快、精度高的铣削工艺等在定涡盘、中板等部件的端部加工出扁平的浅槽来形成节流通道,且可以对现有产品进行改造,而不需要额外的部件和安装过程。
[0043]
需要说明的是,本技术中所使用的诸如“顶面”、“底面”等方位名词并不限于图中所示的具体实施例,而是可以随着装置或设备的定向而改变。
[0044]
以上结合具体实施例对本技术进行了详细描述。然而,以上描述以及在附图中示出的实施例均应被理解为是示例性的,而不构成对本技术的限制。对于本领域技术人员而言,可以在不脱离本技术的精神的情况下对其进行各种变型或修改,这些变型或修改均不脱离本技术的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1