一种电子水泵叶轮转子注塑总成的制作方法
1.本发明涉及电子水泵领域,具体是一种电子水泵叶轮转子注塑总成。
背景技术:
2.电子水泵的转速与其他的性能参数有着密切的关系,一定的转速,产生一定的流量、扬程,并对应一定的轴功率,当转速改变时,将引起其他性能参数发生相应的变化,水泵是按一定转速设计的,因此配套的动力机除功率应满足水泵运行的工况要求外,在转速上也应与水泵转速相一致。
3.导致水泵叶轮转速降低的原因有:
4.1、水泵本身的机械故障:叶轮与泵轴紧固螺母松脱或泵轴变形弯曲,造成叶轮多移,直接与泵体磨擦,或轴承损坏,都有可能降低水泵的转速;
5.2、电动机维修效率降低:电动机因绕组烧毁,而失磁,维修中绕组匝数、线径、接线方法的改变,或维修中故障未彻底排除因素也会使水泵转速改变;
6.3、人为的因素:有部分用户因原配电机损坏,就随意配上另一台电动机带动,结果造成了流量小、扬程低甚至不上水的后果;
7.4、水泵泵腔内有杂物堵塞会缠绕,导致叶轮转速降低,其他几条均是需要更换配件,而第四条是在使用过程中可以避免的现象,因此维持好电子水泵的内部清洁以及提高同轴度具有极大的需要。
技术实现要素:
8.为了解决上述问题,本发明提出一种电子水泵叶轮转子注塑总成。
9.一种电子水泵叶轮转子注塑总成,包括按照顺序依次连接的叶轮盖、石墨轴承、叶轮包塑、铁芯、磁钢、转子包塑,所述的铁芯与磁钢粘贴配合,所述的铁芯与磁钢、石墨轴承与叶轮包塑包塑后均放入模具中进行注塑,所述的石墨轴承与叶轮包塑注塑后通过超声波与叶轮盖焊接。
10.所述的石墨轴承表面设置有用于增加抱紧力防止轴承受力与叶轮脱落的滚花。
11.所述的石墨轴承内部设置有用于排出整车管道异物进去电子水泵腔内的双螺旋槽。
12.所述的石墨轴承上设置有端面槽。
13.所述的石墨轴承与叶轮包塑注塑后成为叶轮包塑总成。
14.所述的铁芯、磁钢、转子包塑成为转子包塑总成。
15.本发明的有益效果是:本发明主要解决叶轮总成采用pps材料注塑后由于塑料收缩变形导致中孔尺寸、圆度、圆柱度比较差,从而引起电子水泵振动、噪音比较大,为了解决pps注塑变形使中孔尺寸不均匀,使叶轮转子总成与电机总成不能有效配合,本发明采用石墨轴承预先机加工出来,中孔尺寸及圆度、圆柱度得到保证后与电机轴间隙配合均匀,从而降低振动、噪音,延长水泵寿命。
附图说明
16.下面结合附图和实施例对本发明进一步说明。
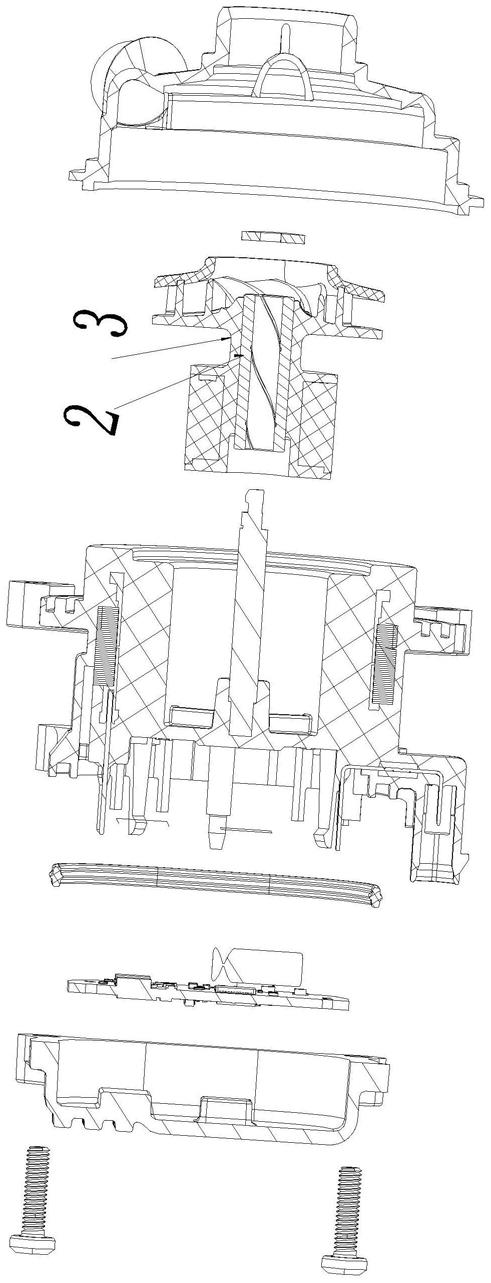
17.图1为本发明的装配爆炸结构示意图;
18.图2为本发明的立体结构示意图;
19.图3为本发明的石墨轴承的双螺旋槽结构示意图;
20.图4为本发明的石墨轴承的端面槽及滚花结构示意图;
21.图5为本发明的叶轮包塑总成立体结构示意图;
22.图6为本发明的转子包塑总成立体结构示意图。
具体实施方式
23.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面对本发明进一步阐述。
24.如图1至图6所示,一种电子水泵叶轮转子注塑总成,包括按照顺序依次连接的叶轮盖1、石墨轴承2、叶轮包塑3、铁芯4、磁钢5、转子包塑6,所述的铁芯4与磁钢5粘贴配合,所述的铁芯4与磁钢5、石墨轴承2与叶轮包塑3包塑后均放入模具中进行注塑,所述的石墨轴承2与叶轮包塑3注塑后通过超声波与叶轮盖1焊接。
25.本发明主要解决叶轮总成采用pps材料注塑后由于塑料收缩变形导致中孔尺寸、圆度、圆柱度比较差,从而引起电子水泵振动、噪音比较大,为了解决pps注塑变形使中孔尺寸不均匀,使叶轮转子总成与电机总成不能有效配合,本发明采用石墨轴承2预先机加工出来,中孔尺寸及圆度、圆柱度得到保证后与电机轴间隙配合均匀,从而降低振动、噪音,延长水泵寿命。
26.如图5所示,所述的石墨轴承2与叶轮包塑3注塑后成为叶轮包塑总成。
27.如图6所示,所述的铁芯4、磁钢5、转子包塑6成为转子包塑总成。
28.所述的石墨轴承2表面设置有用于增加抱紧力防止轴承受力与叶轮脱落的滚花21,石墨轴承2表面滚花21的设计,目的增加石墨轴承2与pps+gf40材料的抱紧力。
29.如图3所示,所述的石墨轴承2内部设置有用于排除整车管道异物进去电子水泵腔内的双螺旋槽22。
30.如图4所示,所述的石墨轴承2上设置有端面槽23,用于排出异物。
31.石墨轴承2里面的双螺旋槽22,主要为了排出整车管道异物进入电子水泵腔内,由于电子水泵做旋转运动,使异物沿着石墨轴承2的螺旋槽排除,到端面后由端面槽23排出。
32.使用方法:
33.首先磁钢5粘贴铁芯4后放入模具中进行转子包塑6,转子包塑6后放入到叶轮总成模具中注塑,除了放入转子包塑6总成外还需把石墨轴承2一起放入到模具中注塑,完成后进行超声波焊接叶轮盖1。
34.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种电子水泵叶轮转子注塑总成,包括按照顺序依次连接的叶轮盖(1)、石墨轴承(2)、叶轮包塑(3)、铁芯(4)、磁钢(5)、转子包塑(6),其特征在于:所述的铁芯(4)与磁钢(5)粘贴配合,所述的铁芯(4)与磁钢(5)、石墨轴承(2)与叶轮包塑(3)包塑后均放入模具中进行注塑,所述的石墨轴承(2)与叶轮包塑(3)注塑后通过超声波与叶轮盖(1)焊接。2.根据权利要求1所述的一种电子水泵叶轮转子注塑总成,其特征在于:所述的石墨轴承(2)表面设置有用于增加抱紧力防止轴承受力与叶轮脱落的滚花(21)。3.根据权利要求1所述的一种电子水泵叶轮转子注塑总成,其特征在于:所述的石墨轴承(2)内部设置有用于排出整车管道异物进去电子水泵腔内的双螺旋槽(22)。4.根据权利要求1所述的一种电子水泵叶轮转子注塑总成,其特征在于:所述的石墨轴承(2)上设置有端面槽(23)。5.根据权利要求1所述的一种电子水泵叶轮转子注塑总成,其特征在于:所述的石墨轴承(2)与叶轮包塑(3)注塑后成为叶轮包塑总成。6.根据权利要求1所述的一种电子水泵叶轮转子注塑总成,其特征在于:所述的铁芯(4)、磁钢(5)、转子包塑(6)成为转子包塑总成。
技术总结
本发明涉及电子水泵领域,具体是一种电子水泵叶轮转子注塑总成,包括按照顺序依次连接的叶轮盖、石墨轴承、叶轮包塑、铁芯、磁钢、转子包塑,所述的铁芯与磁钢粘贴配合,所述的铁芯与磁钢、石墨轴承与叶轮包塑包塑后均放入模具中进行注塑,所述的石墨轴承与叶轮包塑注塑后通过超声波与叶轮盖焊接,为了解决PPS注塑变形使中孔尺寸不均匀,使叶轮转子总成与电机总成不能有效配合,本发明采用石墨轴承预先机加工出来,中孔尺寸及圆度、圆柱度得到保证后与电机轴间隙配合均匀,从而降低振动、噪音,延长水泵寿命。水泵寿命。水泵寿命。
技术研发人员:王德安
受保护的技术使用者:芜湖飞龙汽车电子技术研究院有限公司
技术研发日:2021.09.30
技术公布日:2021/12/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1