快速化箱式剪切机液压控制系统的制作方法
1.本发明涉及快速化箱式剪切机液压控制系统。
背景技术:
2.传统的剪切机加料方式是用人工拿着料进行剪切,工人的劳动强度极大,且效率低下,或带有料箱的剪切机是一次加满料箱,进行剪切,要等到料箱里面的料全部剪切完后,才能再次加料,这样就造成了工人的等待时间,生产效率得不到提高。
3.专利号为201710983344.2的中国专利公开了带阶梯压缩式推料装置的箱式剪切机,解决了上述问题完成了加料和剪切同步作业,该箱式剪切机设置有并排布置的两个剪切缸,对于一些大型的物料,该箱式剪切机使用过程中剪切缸的行程较大,剪切速度较低,平均剪切一次的时间是35-40秒,还是影响了生产效率。
技术实现要素:
4.本发明的目的在于克服上述不足,提供快速化箱式剪切机液压控制系统。
5.本发明的目的是这样实现的:
6.快速化箱式剪切机液压控制系统,包括油箱,
7.所述油箱供出两支油路,第一支油路依次连接压料控制系统的第一电液换向阀和压料油缸,第二支油路连接剪切控制系统的剪切主油缸以及两个剪切副油缸;
8.所述第一支油路从油箱向压料控制系统依次设置有第一闸阀、第一进油过滤器、第一高压油泵以及第一单向阀,压料控制系统包括第一电液换向阀和压料油缸;第一电液换向阀具有第二电磁铁以及第三电磁铁;
9.所述第二支油路从油箱向剪切控制系统依次设置有第二闸阀、第二进油过滤器、第二高压油泵以及第二单向阀,第二高压油泵与第二单向阀之间的第二支油路上外接一个卸荷阀,所述卸荷阀上具有第九电磁铁,剪切控制系统从前至后依次设置有第二电液换向阀以及并联的后腔油路和前腔油路,后腔油路连接至剪切主油缸以及两个剪切副油缸的后腔,前腔油路连接至剪切主油缸以及两个剪切副油缸的前腔,后腔油路上依次设置有第一安全阀插装阀组件和第一梭阀插装阀组件,前腔油路上依次设置有第二安全阀插装阀组件和第二梭阀插装阀组件,所述第二电液换向阀具有第一电磁铁,所述第二梭阀插装阀组件具有第四电磁铁,所述第一梭阀插装阀组件具有第五电磁铁,所述第一安全阀插装阀组件具有第六电磁铁,所述第二安全阀插装阀组件具有第七电磁铁,位于第二梭阀插装阀组件后方的前腔油路上通往剪切主油缸前腔的一分支设置有先导阀,先导阀具有第八电磁铁,剪切主油缸前腔内的回油管高出液面,位于第一梭阀插装阀组件后方的后腔油路上通往剪切主油缸后腔的一分支设置有顺序阀,剪切主油缸后腔外接有充液管路,充液管路连接油箱,充液管路从油箱向剪切主油缸后腔的方向依次设置有手动闸阀和充液阀。
10.作为一种优选,所述快速化箱式剪切机液压控制系统的工作方法如下:
11.步骤一、压料油缸进
12.此时,第一电磁铁和第三电磁铁得电,其余电磁铁不得电,第一高压油泵和第二高压油泵同时供油,压料油缸的后腔进油使得压料油缸顶进;
13.步骤二、剪切副油缸进
14.此时,第一电磁铁、第五电磁铁、第六电磁铁得电,其余电磁铁不得电,第一高压油泵和第二高压油泵同时供油,两个剪切副油缸快速顶进,剪切主油缸的后腔通过充液阀从油箱直接吸油,先导阀打开,剪切主油缸的前腔排气,顺序阀的压力达到10mpa时,进入下一个步骤;
15.步骤三、剪切主油缸慢进
16.顺序阀的压力达到10mpa时,顺序阀打开,此时第一电磁铁、第五电磁铁、第六电磁铁、第九电磁铁得电,其余电磁铁不得电,第一高压油泵单独供油,剪切主油缸后腔进油,剪切主油缸慢速顶出对物料进行剪切;
17.步骤四、剪切主油缸慢退
18.待物料剪切完毕,此时,第一电磁铁、第四电磁铁、第七电磁铁、第八电磁铁、第九电磁铁得电,其余电磁铁不得电,第一高压油泵单独供油,剪切主油缸前腔进油,剪切主油缸慢速后退,退过剪切固定刀处,防止卡料;
19.步骤五、剪切副油缸退
20.剪切主油缸退过剪切固定刀处后,第八电磁铁断电、第九电磁铁断电卸荷,此时,第一电磁铁、第四电磁铁、第七电磁铁得电,其余电磁铁不得电,剪切副油缸前腔进油,剪切副油缸后退;同时,打开充液阀,剪切主油缸后腔回油,同时先导阀打开,剪切主油缸前腔进气;
21.步骤六、压料油缸退
22.随后第一电磁铁和第二电磁铁得电,其余电磁铁不得电,第一高压油泵和第二高压油泵同时供油,压料油缸的前腔进油使得压料油缸后退;上方的物料继续下落至剪切通道;
23.重复上述的步骤一到步骤六循环进行快速化箱式剪切机的工作。
24.作为一种优选,第二电磁铁得电则压料油缸前腔进油,压料油缸后退,第三电磁铁得电则压料油缸后腔进油,压料油缸前进;压料油缸的前腔还连接有第一压力继电器,第一压力继电器的设定压力为20mpa,压料油缸的前腔和后腔还分别设置有压料油缸前腔行程开关以及压料油缸后腔行程开关。
25.作为一种优选,剪切主油缸的后腔还连接有第二压力继电器,所述剪切副油缸的前腔设置有前中后依次布置的剪切副油缸前腔第一行程开关、剪切副油缸前腔第二行程开关、剪切副油缸前腔第三行程开关,所述剪切副油缸的后腔设置有前后依次布置的剪切副油缸后腔第一行程开关、剪切副油缸后腔第二行程开关。
26.作为一种优选,上述的第一电液换向阀、第二电液换向阀、第一安全阀插装阀组件、第二安全阀插装阀组件、第一梭阀插装阀组件和第二梭阀插装阀组件集成于同一个集成阀块上,两支油路可以同时向集成阀块供油也可以单独供油。
27.作为一种优选,所述油箱的一侧底部设置有放油口,所述油箱内还设置有液位计、热电偶以及液位报警计,所述油箱还外接有风冷冷却器。
28.与现有技术相比,本发明的有益效果是:
29.本发明快速化箱式剪切机液压控制系统采用一个剪切主油缸和两个剪切副油缸的组合来替代传统的两个剪切缸,可以实现剪切活动刀座的快速前进和后退,提高了动作速度,平均剪切时间是25秒每次,从而本发明快速化箱式剪切机液压控制系统具有剪切速度较高,提高生产效率的优点。
附图说明
30.图1为一种快速化箱式剪切机的示意图。
31.图2为一种快速化箱式剪切机的侧视图。
32.图3为剪切主油缸高度处的剖视图。
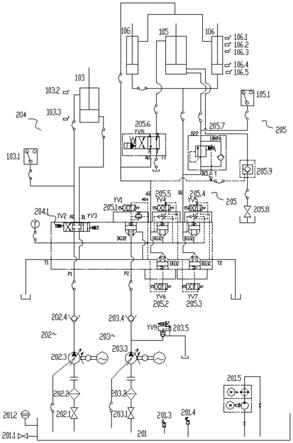
33.图4为快速化箱式剪切机液压控制系统示意图。
34.图5为图4中部区域的放大图。
35.图6为快速化箱式剪切机液压控制系统的通电顺序表。
36.其中:
37.机架101、料箱102、压料油缸103、第一压力继电器103.1、压料油缸前腔行程开关103.2、压料油缸后腔行程开关103.3、压料推头104、剪切主油缸105、第二压力继电器105.1、剪切副油缸106、剪切副油缸前腔第一行程开关106.1、剪切副油缸前腔第二行程开关106.2、剪切副油缸前腔第三行程开关106.3、剪切副油缸后腔第一行程开关106.4、剪切副油缸后腔第二行程开关106.5、剪切活动刀座107、剪切固定刀座108、出料通道109;
38.快速化箱式剪切机液压控制系统200、油箱201、放油口201.1、液位计201.2、热电偶201.3、液位报警计201.4、风冷冷却器201.5、第一支油路202、第一闸阀202.1、第一进油过滤器202.2、第一高压油泵202.3、第一单向阀202.4、第二支油路203、第二闸阀203.1、第二进油过滤器203.2、第二高压油泵203.3、第二单向阀203.4、卸荷阀203.5、压料控制系统204、第一电液换向阀204.1、剪切控制系统205、第二电液换向阀205.1、第一安全阀插装阀组件205.2、第二安全阀插装阀组件205.3、第一梭阀插装阀组件205.4、第二梭阀插装阀组件205.5、先导阀205.6、顺序阀205.7、手动闸阀205.8、充液阀205.9。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.参见附图,本发明涉及的一种快速化箱式剪切机,包括机架101,所述机架101内部设有上大下小的料箱102,料箱102包括固定挡板,所述固定挡板包括前侧、后侧以及左侧的墙板,所述料箱102的中部右侧设置有向左的压料油缸103,所述压料油缸103的左端的输出端设置有压料推头104,所述料箱102的底部右侧设置有向左的剪切主油缸105,所述剪切主油缸105的前方和后方分别设置有一个向左的剪切副油缸106,所述剪切主油缸105的输出端以及两个剪切副油缸106的输出端端共同连接一个剪切活动刀座107,所述剪切活动刀座107的左上端设置有剪切活动刀,所述固定挡板的左侧的墙板上设置有剪切固定刀座108,所述剪切固定刀座108的右下角设置有剪切固定刀,所述剪切固定刀的下边缘与剪切活动
刀的上边缘齐平,所述剪切固定刀座108的下方设置有横向向左贯通的出料通道109,出料通道109位于剪切活动刀座107左方。出料通道109右方供剪切固定刀座108移动的空间称为剪切通道。
41.剪切主油缸105的前腔后腔的容积比为1.961;
42.剪切副油缸106的前腔后腔的容积比为1.641;
43.压料油缸103的前腔后腔的容积比为1.961;
44.上述的一种快速化箱式剪切机的工作方法如下:
45.首先将物料投入料箱102中,当物料进入剪切通道后,压料油缸103动作,压料推头104将物料压紧于其左端的墙板上,然后两个剪切副油缸106动作将剪切活动刀座107移动至与剪切通道内的物料接触,并且接触压力达到设定值后,剪切主油缸105动作,将剪切通道内的物料进行剪切并且推送出出料通道109外,剪切主油缸105然后慢慢归位,剪切活动刀座107回至剪切通道内,随后剪切副油缸106带动剪切活动刀座107归位,压料油缸103带动压料推头104归位,上方的物料继续下落至剪切通道,重复上述步骤。
46.一种快速化箱式剪切机还包括快速化箱式剪切机液压控制系统200,所述快速化箱式剪切机液压控制系统200包括油箱201,所述油箱201的一侧底部设置有放油口201.1,所述油箱201内还设置有液位计201.2、热电偶201.3以及液位报警计201.4,所述油箱201还外接有风冷冷却器201.5;
47.所述油箱201供出两支油路,第一支油路202依次连接压料控制系统204的第一电液换向阀204.1和压料油缸103,第二支油路203连接剪切控制系统205的剪切主油缸105以及两个剪切副油缸106;
48.所述第一支油路202从油箱201向压料控制系统204依次设置有第一闸阀202.1、第一进油过滤器202.2、第一高压油泵202.3以及第一单向阀202.4,压料控制系统204包括第一电液换向阀204.1和压料油缸103;第一电液换向阀204.1具有第二电磁铁yv2以及第三电磁铁yv3,第二电磁铁yv2得电则压料油缸103前腔进油,压料油缸103后退,第三电磁铁yv3得电则压料油缸103后腔进油,压料油缸103前进;压料油缸103的前腔还连接有第一压力继电器103.1,第一压力继电器103.1的设定压力为20mpa,压料油缸103的前腔和后腔还分别设置有压料油缸前腔行程开关103.2以及压料油缸后腔行程开关103.3;
49.所述第二支油路203从油箱201向剪切控制系统205依次设置有第二闸阀203.1、第二进油过滤器203.2、第二高压油泵203.3以及第二单向阀203.4,第二高压油泵203.3与第二单向阀203.4之间的第二支油路203上外接一个卸荷阀203.5,所述卸荷阀203.5上具有第九电磁铁yv9,剪切控制系统205从前至后依次设置有第二电液换向阀205.1以及并联的后腔油路和前腔油路,后腔油路连接至剪切主油缸105以及两个剪切副油缸106的后腔,前腔油路连接至剪切主油缸105以及两个剪切副油缸106的前腔,后腔油路上依次设置有第一安全阀插装阀组件205.2和第一梭阀插装阀组件205.4,前腔油路上依次设置有第二安全阀插装阀组件205.3和第二梭阀插装阀组件205.5,所述第二电液换向阀205.1具有第一电磁铁yv1,所述第二梭阀插装阀组件205.5具有第四电磁铁yv4,所述第一梭阀插装阀组件205.4具有第五电磁铁yv5,所述第一安全阀插装阀组件205.2具有第六电磁铁yv6,所述第二安全阀插装阀组件205.3具有第七电磁铁yv7,位于第二梭阀插装阀组件205.5后方的前腔油路上通往剪切主油缸105前腔的一分支设置有先导阀205.6,先导阀205.6具有第八电磁铁
yv8,第八电磁铁yv8得电则先导阀205.6关闭,剪切主油缸105前腔内的回油管高出液面用于吸气,位于第一梭阀插装阀组件205.4后方的后腔油路上通往剪切主油缸105后腔的一分支设置有顺序阀205.7,剪切主油缸105后腔外接有充液管路,充液管路连接油箱,充液管路从油箱向剪切主油缸105后腔的方向依次设置有手动闸阀205.8和充液阀205.9。剪切主油缸105的后腔还连接有第二压力继电器105.1,第二压力继电器105.1的设定压力为22mpa,所述剪切副油缸106的前腔设置有前中后依次布置的剪切副油缸前腔第一行程开关106.1、剪切副油缸前腔第二行程开关106.2、剪切副油缸前腔第三行程开关106.3,所述剪切副油缸106的后腔设置有前后依次布置的剪切副油缸后腔第一行程开关106.4、剪切副油缸后腔第二行程开关106.5。上述的第一电液换向阀204.1、第二电液换向阀205.1、第一安全阀插装阀组件205.2、第二安全阀插装阀组件205.3、第一梭阀插装阀组件205.4和第二梭阀插装阀组件205.5集成于同一个集成阀块上,两支油路可以同时向集成阀块供油也可以单独供油。
50.参见附图的通电顺序表,所述快速化箱式剪切机液压控制系统200的工作方法如下:
51.步骤一、压料油缸进
52.此时,第一电磁铁yv1和第三电磁铁yv3得电,其余电磁铁不得电,第一高压油泵202.3和第二高压油泵203.3同时供油,压料油缸103的后腔进油使得压料油缸顶进;
53.步骤二、剪切副油缸进
54.此时,第一电磁铁yv1、第五电磁铁yv5、第六电磁铁yv6得电,其余电磁铁不得电,第一高压油泵202.3和第二高压油泵203.3同时供油,两个剪切副油缸106快速顶进,剪切主油缸的后腔通过充液阀205.9从油箱直接吸油,先导阀打开,剪切主油缸的前腔排气,顺序阀205.7的压力达到10mpa时,进入下一个步骤;
55.此过程中剪切副油缸106的前腔回油速度为149l/min,剪切副油缸106的后腔进油速度为245l/min;
56.步骤三、剪切主油缸慢进
57.顺序阀205.7的压力达到10mpa时,顺序阀205.7打开,此时第一电磁铁yv1、第五电磁铁yv5、第六电磁铁yv6、第九电磁铁vy9得电,其余电磁铁不得电,第一高压油泵202.3单独供油,剪切主油缸后腔进油,剪切主油缸慢速顶出对物料进行剪切;
58.步骤四、剪切主油缸慢退
59.待物料剪切完毕,此时,第一电磁铁yv1、第四电磁铁yv4、第七电磁铁yv7、第八电磁铁vy8、第九电磁铁vy9得电,其余电磁铁不得电,第一高压油泵202.3单独供油,剪切主油缸前腔进油,剪切主油缸慢速后退,退过剪切固定刀处,防止卡料;
60.步骤五、剪切副油缸退
61.剪切主油缸退过剪切固定刀处后,第八电磁铁vy8断电、第九电磁铁vy9断电卸荷,此时,第一电磁铁yv1、第四电磁铁yv4、第七电磁铁yv7得电,其余电磁铁不得电,剪切副油缸前腔进油,剪切副油缸后退;同时,打开充液阀,剪切主油缸后腔回油,同时先导阀打开,剪切主油缸前腔进气;
62.此过程中剪切副油缸106的前腔进油速度为245l/min,剪切副油缸106的后腔回油速度为402l/min;
63.步骤六、压料油缸退
64.随后第一电磁铁yv1和第二电磁铁yv2得电,其余电磁铁不得电,第一高压油泵202.3和第二高压油泵203.3同时供油,压料油缸103的前腔进油使得压料油缸后退;上方的物料继续下落至剪切通道;
65.重复上述的步骤一到步骤六循环进行快速化箱式剪切机的工作。
66.以上仅是本发明的具体应用范例,对本发明的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本发明权利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1