一体式泵筒结构的制作方法
1.本实用新型是关于油田采油设备的关键配件结构技术领域,特别是关于一种一体式泵筒结构。
背景技术:
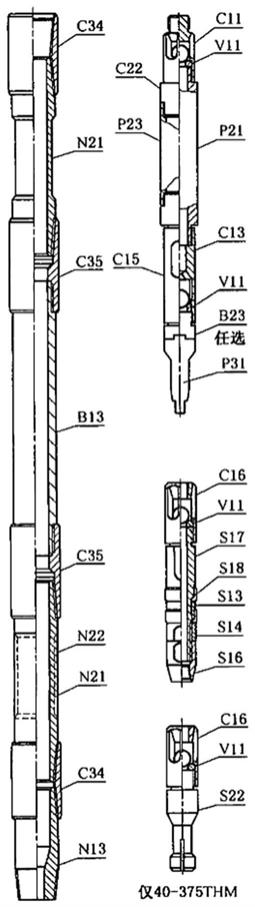
2.现有技术的一体式泵筒结构一般分为管式泵结构(如图1所示)和杆式泵结构(如图2所示)。其中图1的管式泵结构主要包括带拔出器的阀罩异径接头(任选)b23、厚壁泵筒b13、柱塞上部开式阀罩c11、柱塞闭式阀罩c13、固定阀罩c16、油管接箍c34、泵筒接箍c35、机械支撑接头n12、支撑接头n13、上部加长短节n21、下部加长短节n22、整体式柱塞p21、固定阀拔出器p31、支撑皮碗座圈(hr型)s13、支撑皮碗压帽(hr型)s14、支撑皮碗接箍s16、支撑皮碗芯轴(hr型)s17、支撑皮碗(hr型)s18、阀球和阀座v11、机械底部锁紧支撑总成s22、内螺纹柱塞闭式阀罩c15、内螺纹柱塞接头c22以及内螺纹柱塞p23等,在厚壁泵筒b13的上下各有泵筒接箍c35 和加长短节n21。其中图2的杆式泵结构主要包括厚壁泵筒b12、阀杆异径接头b21、柱塞上部阀罩c12、外螺纹柱塞闭式阀罩c13、泵筒闭式阀罩c14、泵筒上部接头c21、加长接箍c31、阀杆导向套g11、阀座管塞p12、整体式柱塞dp21、阀杆r11、支撑皮碗芯轴(hr型)s11、支撑皮碗(hr型)s12、支撑皮碗座圈(hr型)s13、支撑皮碗压帽(hr型)s14、支撑皮碗异径接头s16、支撑皮碗(o型)s31、支撑皮碗芯轴(o型)s32、支撑皮碗座圈(o 型)s33、支撑皮碗压帽(o型)s34、阀球和阀座v11,在厚壁泵筒b12的上下各有加长接箍c31。
3.图1和图2中所示的加长接箍和加长短节,只是名称不同,实际作用类似。都是内径大于泵筒的短节。军事通过螺纹与泵筒固定连接。使整体式柱塞p21在泵筒中运动时,在上、下死点,避免柱塞和泵筒上、下两端的其他零件发生碰撞,保证防冲距。
4.传统抽油泵的泵筒结构存在以下问题:
5.一、上、下扩孔短节,很难保证与泵筒的同轴度;
6.即使是用精密校直的扩孔短节,加工前,先以内孔为基准找正,再加工两端螺纹。也存在装夹误差、找正测量误差、机床误差、装配时的变形误差。
7.二、外径尺寸存在台阶,影响安装和检修空间;
8.管式抽油泵要经过套管内孔安装和上提检修。杆式抽油泵要经过油管内孔安装和上提检修。
9.螺纹连接时,为保证一定强度,母扣零件外径一定会大于公扣零件外径。导致c35泵筒接箍,或c31加长接箍外径明显大于泵筒外径。占用安装和检修空间。
10.三、螺纹式连接,因壁厚有限,强度不易保证;
11.尤其是杆式泵,空间受限严重。举例:2-7/8nu的油管内径62mm。为保证下放顺畅,加长接箍外径控制在59mm,内径46。泵筒外径57,内径44.45mm。 59-44.45=14.5mm,单边只有14.5/2=7.25mm厚度,由公母扣平分。减去牙高 1.8mm=5.45,公扣和母扣剩余厚度约2.725mm。螺纹连接强度明显不足。
12.公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而
不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
13.本实用新型的目的在于提供一种一体式泵筒结构,其厚壁泵筒的外径基本保持一致,在内孔的中间密封段的两端增加扩孔段,可以保证安装和检修空间及提高整体强度。
14.本实用新型的另一目的在于提供一体式泵筒结构的厚壁泵筒的加工方法,该方法能够保证厚壁泵筒的扩孔段和密封段的同轴度。
15.为实现上述目的,本实用新型提供了一种一体式泵筒结构,采油总成包括固定阀总成、柱塞总成以及泵筒总成,泵筒总成包括厚壁泵筒、泵筒闭式罩、阀座以及固定阀芯轴总成;厚壁泵筒的两端包括扩孔段及外螺纹;泵筒闭式罩的一端与厚壁泵筒的一端同轴连接;阀座的一端与泵筒闭式罩的另一端同轴连接;固定阀芯轴总成的一端与阀座的另一端同轴连接。
16.在一优选的实施方式中,厚壁泵筒的扩孔段包括第一扩孔段及第二扩孔段,第一扩孔段设置在厚壁泵筒的一端,第二扩孔段设置在厚壁泵筒的另一端,厚壁泵筒还包括密封段,其设置在第一扩孔段和第二扩孔段之间。
17.在一优选的实施方式中,第一扩孔段和第二扩孔段的内径大于密封段的内径1~6mm。
18.在一优选的实施方式中,第一扩孔段、第二扩孔段及密封段的同轴度控制在0.03mm以内。
19.在一优选的实施方式中,厚壁泵筒的外径为厚壁泵筒的长度为3750mm,第一扩孔段的长度为840
±
20mm,第一扩孔段的内径为第二扩孔段的长度为350
±
20mm,密封段的内径为20mm,密封段的内径为密封段的内孔表面的镀铬防腐层厚度为0.08mm,镀铬防腐层分硬度为 hv900-1160。
20.在一优选的实施方式中,第一扩孔段和第二扩孔段与密封段之间包括135
°
的过度角,第一扩孔段和第二扩孔段的内孔表面粗糙度为1.6μm,密封段的内孔表面粗糙度为0.4μm,厚壁泵筒的外圆表面的粗糙度为1.6。
21.与现有技术相比,本实用新型的一体式泵筒结构具有以下有益效果:通过专门设计的一体式泵筒结构的厚壁泵筒结构及其厚壁泵筒的加工工艺,可以保证厚壁泵筒的扩孔段和密封段的同轴度更好,运行可靠不易卡泵;节省了厚壁泵筒两端的加长接箍使零件数量大幅减少,结构紧凑,成本易控制;原材料易管理,只需要一种规格的管子,即可满足多种设计要求;容易控制磨损行程,使密封面在整体冲程时,上、下均被磨到,不留空白段,降低修井或调防冲距时,卡泵机率。
附图说明
22.图1是根据现有技术一实施方式的管式泵的结构及部件说明示意图;
23.图2是根据现有技术一实施方式的杆式泵的结构及部件说明示意图;
24.图3是根据本实用新型一实施方式的采油总成的结构示意图;
25.图4是根据本实用新型一实施方式的泵筒总成的结构示意图;
26.图5是根据本实用新型一实施方式的厚壁泵筒的工艺结构尺寸以及公差要求等示意图;
27.图6a至图6d是根据本实用新型一实施方式的杆式泵采油总成的结构说明示意图;
28.图7a至图7d是根据本实用新型一实施方式的长柱塞泵采油总成的结构说明示意图;
29.图8a至图8d是根据本实用新型一实施方式的整筒泵采油总成的结构说明示意图;
30.图9是根据本实用新型一实施方式的一体式泵筒结构的厚壁泵筒的加工方法的工艺流程示意图;
31.主要附图标记说明:
32.1-固定阀总成,2-柱塞总成,3-杆式泵的一体式泵筒总成,301-厚壁泵筒, 3011-第一扩孔段,3012-第二扩孔段,3013-密封段,302-泵筒闭式罩,303
‑ꢀ
阀座,304-固定阀芯轴总成,30-杆式泵,3001-油管柱,3002-衬套限位台,3003
‑ꢀ
杆式泵柱塞,401-长柱塞管式泵一体式泵筒的厚壁泵筒,4011-扩孔段,4001
‑ꢀ
上级油管,4002-固定阀限位台,4003-油管柱,4004-脱接器下部,4005-脱接器上部,4006-长柱塞,501-整筒泵一体式泵筒的厚壁泵筒,5001-上级油管, 5002-固定阀限位台,5003-油管柱,5004-脱接器下部,5005-脱接器上部,5006
‑ꢀ
短柱塞。
具体实施方式
33.下面结合附图,对本实用新型的具体实施方式进行详细描述,但应当理解本实用新型的保护范围并不受具体实施方式的限制。
34.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
35.如图3至图5所示,根据本实用新型优选实施方式的一种一体式泵筒结构,采油总成包括固定阀总成1、柱塞总成2以及泵筒总成3,泵筒总成3包括厚壁泵筒301、泵筒闭式罩302、阀座303以及固定阀芯轴总成304。厚壁泵筒301的两端包括扩孔段及外螺纹。泵筒闭式罩302的一端与厚壁泵筒301 的一端通过螺纹同轴连接。阀座303的一端与泵筒闭式罩302的另一端同轴连接;固定阀芯轴总成304的一端与阀座303的另一端同轴连接。
36.在一些实施方式中,厚壁泵筒301的扩孔段包括第一扩孔段3011及第二扩孔段3012,第一扩孔段3011设置在厚壁泵筒301的一端,第二扩孔段3012 设置在厚壁泵筒301的另一端,厚壁泵筒301还包括密封段3013,其设置在第一扩孔段3011和第二扩孔段3012之间。第一扩孔段3011和第二扩孔段3012 的内径大于密封段3013的内径1~6mm。第一扩孔段3011、第二扩孔段3012 及密封段3013的同轴度控制在0.03mm以内。
37.在一些实施方式中,厚壁泵筒301的外径为厚壁泵筒301的长度为3750mm,第一扩孔段3011的长度为840
±
20mm,第一扩孔段3011的内径为第二扩孔段3012的长度为350
±
20mm,密封段 3013的内径为密封段3013的内孔表面的镀铬防腐层厚度为0.08mm,镀铬防
腐层分硬度为hv900-1160。
38.在一些实施方式中,第一扩孔段3011和第二扩孔段3012与密封段3013 之间包括135
°
的过度角,第一扩孔段3011和第二扩孔段3012的内孔表面粗糙度为1.6μm,密封段3013的内孔表面粗糙度为0.4μm,厚壁泵筒301的外圆表面的粗糙度为1.6。
39.如图6至图8所示,在一些实施方式中,一体式泵筒结构包括应用于杆式泵的一体式泵筒、长柱塞管式泵的一体式泵筒以及整筒泵的一体式泵筒等。请参阅图6,本实施例主要以杆式泵的一体式泵筒为例,图6实施例的一体式泵筒结构的厚壁泵筒301是两端都具有扩孔段,例如前述的第一扩孔段3011 和第二扩孔段3012,详细结构如前述在此不再赘述。请参阅图7,图7实施例绘示的长柱塞管式泵的一体式泵筒结构的示意图,图7实施例的长柱塞管式泵的一体式泵筒结构主要包括长柱塞管式泵一体式泵筒的厚壁泵筒401,上级油管4001,固定阀限位台4002,油管柱4003,脱接器下部4004,脱接器上部4005以及长柱塞4006等。其中一体式泵筒结构的厚壁泵筒401只是在一端具有扩孔段4011,另一端是密封段,而且扩孔段4011的长度略长于密封段,但是密封段和扩孔段的结构尺寸以及公差要求等与图6实施例的结构尺寸以及公差要求等类似在此不摘赘述。请参阅图8,图8实施例绘示的是整筒泵的一体式泵筒结构的结构说明示意图,图8实施例的整筒泵的一体式泵筒结构主要包括整筒泵一体式泵筒的厚壁泵筒501,上级油管5001,固定阀限位台5002,油管柱5003,脱接器下部5004,脱接器上部5005,短柱塞5006 等。一体式泵筒结构的厚壁泵筒501也是在一端具有扩孔段5011,另一端是密封段,但是其扩孔段5011的长度要短于密封段的长度,然而密封段和扩孔段的结构尺寸以及公差要求等与图6实施例的结构尺寸以及公差要求等类似在此不摘赘述。
40.如图9所示同时请参阅图5,为实现上述另一目的,本实用新型提供了一种一体式泵筒结构的厚壁泵筒301的加工方法,包括以下步骤:两端外螺纹及垂直密封面的加工步骤:首先加工厚壁泵筒301一端的外螺纹以及垂直于厚壁泵筒301中轴线的密封端面,然后掉头,确认厚壁泵筒301的成品长度后在加工另一端的外螺纹。密封段3013的粗珩磨步骤:将密封段3013的内孔尺寸粗珩磨至公称尺寸,公差范围介于+0.10至+0.15mm之间。扩孔段的粗珩磨步骤:将第一扩孔段3011及第二扩孔段3012粗珩磨至设计尺寸。密封段3013的电镀步骤:对密封段3013的内孔表面进行镀铬处理。密封段3013 的内孔表面的镀铬防腐层厚度为0.08mm,镀铬防腐层分硬度为hv900-1160。电镀步骤包括除油、热水洗、冷水洗、刻蚀、冷水洗、去离子水洗、主镀、冷水洗、拆下以及擦干量尺寸。时效处理步骤:对厚壁泵筒301进行时效处理。时效处理步骤包括:一小时升温到300-400℃,保温1-2小时,自动断电随炉冷却至200℃出炉,空冷。以及密封段3013的精珩磨步骤:将密封段3013 的内孔尺寸精珩磨至公称尺寸,公差范围介于+0.01至+0.04mm之间,密封段 3013的内孔表面粗糙度小于等于0.4um,其余各形位公差满足图纸要求。
41.在一些实施方式中,本实用新型的一体式泵筒结构的厚壁泵筒301的加工方法中,厚壁泵筒301的材料屈服强度σs≥413mpa,基体心部硬度介于 90hrb-23hrc(相当于hra55-62)。镀铬防腐层单边最小厚度为0.08mm,硬度hv900-1160,镀铬防腐层应与基体金属牢固结合,其表面不得有气泡、麻点、起皮和剥落等缺陷。厚壁泵筒301的内径尺寸公差在全长范围内,变动量≤0.025mm,且采用用一级间隙,长1.5米的通径规对厚壁泵筒301的内径进行100%检测。请参阅图3,在一些实施方式中,镀铬处理也可以替换成渗硼处理,其余要求与
镀铬处理类似。
42.在一些实施方式中,本实用新型的一体式泵筒结构的厚壁泵筒301的加工方法好包括:打编号步骤:厚壁泵筒301的适当位置打印产品编号;锐角倒钝步骤:将厚壁泵筒301的所有锐角倒成钝角;以及包装步骤:包装要求为发货前,两端螺纹及密封端面,要带保护套,组架发货,25支为一架等。
43.在一些实施方式中,一般情况下,密封段3013的内孔尺寸的公称尺寸为一个系列,该系列包括:31.75、38.10、44.45、50.80、57.15、69.85、82.55 及95.25(mm)等,以适应不同规格系列的产品需要。
44.综上所述,本实用新型的一体式泵筒结构及其厚壁泵筒的加工方法具有以下优点:通过专门设计的一体式泵筒结构的厚壁泵筒结构及其厚壁泵筒的加工工艺,可以保证厚壁泵筒的扩孔段和密封段的同轴度更好,运行可靠不易卡泵;节省了厚壁泵筒两端的加长接箍使零件数量大幅减少,结构紧凑,成本易控制;原材料易管理,只需要一种规格的管子,即可满足多种设计要求;容易控制磨损行程,使密封面在整体冲程时,上、下均被磨到,不留空白段,降低修井或调防冲距时,卡泵机率。
45.前述对本实用新型的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本实用新型限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本实用新型的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本实用新型的各种不同的示例性实施方案以及各种不同的选择和改变。本实用新型的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1