一种带导杆全程锁紧气缸的制作方法
1.本实用新型涉及气缸技术领域,尤其涉及一种带导杆全程锁紧气缸。
背景技术:
2.引导活塞在缸内进行直线往复运动的圆筒形金属机件。空气在发动机气缸中通过膨胀将热能转化为机械能;气体在压缩机气缸中接受活塞压缩而提高压力,其中气缸中包括有锁紧气缸,带有制动装置的气缸称为制动气缸,也称锁紧气缸,下面介绍下锁紧气缸的原理和状态。锁紧气缸在工作中其制动装置有两个工作状态,即放松状态和制动夹紧状态。
3.现有的锁紧气缸多为活塞杆移动到固定点位时锁头施加作用力锁死气缸,使得气缸不再运行,但是不能调整活塞杆的运作行程,行程不便于根据需要进行合理变动。
技术实现要素:
4.本实用新型提出的一种带导杆全程锁紧气缸,解决了现有的锁紧气缸不能调整活塞杆的运作行程,行程不便于根据需要进行合理变动的问题。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种带导杆全程锁紧气缸,包括连接板,所述连接板的下表面贴合设置有安装板,所述安装板的下表面通过螺栓一固定安装有全程锁主体,所述全程锁主体的左右两侧面分别开设有全程锁打开进气口和全程锁锁紧进气口,所述全程锁主体的下表面通过螺栓二安装有气缸,所述全程锁主体的左右两侧面均固定有导向块,所述导向块通过螺栓三与安装板相连接,所述导向块的内壁套设有导杆,所述导杆的顶端滑动贯穿安装板并与连接板的下表面固定连接。
6.上述方案中,由连接板、安装板、全程锁主体、导向块、导杆、气缸组成带导杆全程锁紧气缸,不同于常规锁紧缸,可用于精确定位气缸行程的领域,并且行程可根据需要进行合理变动,且利用偏心夹紧力抱紧气缸活塞杆,亦可用于防止由于突发情况如停电、断气等导致气缸脱落或行程偏移可能产生的人身财产、生产安全事故,通过设置镀铬的铝合金材料制作全程锁主体外壳,结构美观,体态轻盈,耐磨性抗蚀性优良,且使用内含石墨的无油衬套支撑铜套一、铜套二、铜套三和铜套四,润滑性导向性良好,且偏心轴定位精良,尺寸精确可靠
7.作为本实用新型的一种优选方案,所述全程锁主体包括通过螺栓四安装在全程锁主体外壳上表面的顶部挡块、通过螺栓五安装在全程锁主体外壳左右两侧面的两个侧边挡块,设置在全程锁主体外壳内部且与气缸输出端相连接的活塞,摆动安装在全程锁主体外壳内部的调节螺钉,设置在全程锁主体两侧的偏心端盖和后端盖,设置在偏心端盖和后端盖之间且与偏心端盖和后端盖相配合使用的偏心轴。
8.作为本实用新型的一种优选方案,所述偏心端盖通过过盈配合嵌入全程锁主体外壳上,所述偏心端盖内壁开设有安装槽一,且安装槽一内安装有密封圈,所述偏心端盖内壁安装有铜套一。
9.作为本实用新型的一种优选方案,所述后端盖通过过盈配合嵌入全程锁主体外壳
上,所述后端盖的内壁安装有铜套四。
10.作为本实用新型的一种优选方案,所述偏心轴两端外部分别套设有轴承一和轴承二,所述偏心轴两端分别通过轴承一和轴承二过盈配合嵌入全程锁主体外壳上,所述偏心轴的两端内壁分别安装有与铜套一配合使用的铜套二和以及与铜套四配合使用的铜套三,所述偏心轴上安装有与调节螺钉配合使用的偏心柱。
11.作为本实用新型的一种优选方案,所述全程锁主体的外壳材质具体为外表面镀铬的铝合金材质,所述铜套一、铜套二、铜套三和铜套四均使用内含石墨的无油衬套。
12.本实用新型中:
13.该带导杆全程锁紧气缸由连接板、安装板、全程锁主体、导向块、导杆、气缸组成,不同于常规锁紧缸,可用于精确定位气缸行程的领域,并且行程可根据需要进行合理变动,且利用偏心夹紧力抱紧气缸活塞杆,亦可用于防止由于突发情况如停电、断气等导致气缸脱落或行程偏移可能产生的人身财产、生产安全事故;
14.该带导杆全程锁紧气缸通过设置镀铬的铝合金材料制作全程锁主体外壳,结构美观,体态轻盈,耐磨性抗蚀性优良,且使用内含石墨的无油衬套支撑铜套一、铜套二、铜套三和铜套四,润滑性导向性良好,且偏心轴定位精良,尺寸精确可靠。
附图说明
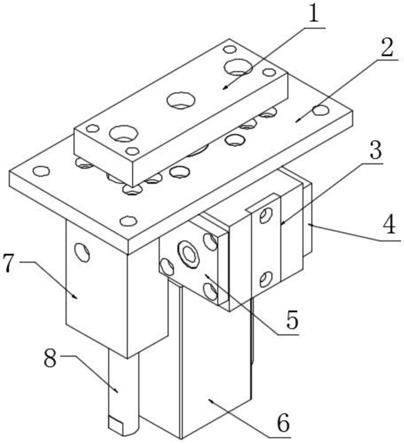
15.图1为本实用新型的结构示意图;
16.图2为本实用新型全程锁主体的结构示意图;
17.图3为本实用新型全程锁主体侧视剖面的结构示意图。
18.图中:1、连接板;2、安装板;3、全程锁主体;4、全程锁打开进气口;5、全程锁锁紧进气口;6、气缸;7、导向块;8、导杆;9、顶部挡块;10、侧边挡块;11、偏心端盖;12、密封圈;13、活塞; 14、偏心柱;15、调节螺钉;16、后端盖;17、铜套一;18、铜套二; 19、轴承一;20、偏心轴;21、轴承二;22、铜套三;23、铜套四。
具体实施方式
19.实施例
20.参照图1-3,本实用新型提供一种带导杆全程锁紧气缸,包括连接板1,连接板1的下表面贴合设置有安装板2,安装板2的下表面通过螺栓一固定安装有全程锁主体3,全程锁主体3的左右两侧面分别开设有全程锁打开进气口4和全程锁锁紧进气口5,全程锁主体3 的下表面通过螺栓二安装有气缸6,全程锁主体3的左右两侧面均固定有导向块7,导向块7通过螺栓三与安装板2相连接,导向块7的内壁套设有导杆8,导杆8的顶端滑动贯穿安装板2并与连接板1的下表面固定连接。
21.全程锁主体3包括通过螺栓四安装在全程锁主体3外壳上表面的顶部挡块9、通过螺栓五安装在全程锁主体3外壳左右两侧面的两个侧边挡块10,设置在全程锁主体3外壳内部且与气缸6输出端相连接的活塞13,摆动安装在全程锁主体3外壳内部的调节螺钉15,设置在全程锁主体3两侧的偏心端盖11和后端盖16,设置在偏心端盖11和后端盖16之间且与偏心端盖11和后端盖16相配合使用的偏心轴20,利用螺栓四和螺栓五来分别对顶部挡块9和侧部挡块进行安装固定,且利用调节螺钉15和活塞13配合使用,利用偏心端盖 11、后端
盖16和偏心轴20配合使用,实现偏心端盖11和后端盖16 相互交错实现锁死偏心轴20。
22.偏心端盖11通过过盈配合嵌入全程锁主体3外壳上,偏心端盖 11内壁开设有安装槽一,且安装槽一内安装有密封圈12,偏心端盖 11内壁安装有铜套一17,利用密封圈12保证偏心端盖11安装后与全程锁主体3之间的良好密封特性。
23.后端盖16通过过盈配合嵌入全程锁主体3外壳上,后端盖16的内壁安装有铜套四23,利用过盈配合将后端盖16与全程锁主体3外壳相连接,使得两者连接紧密度大大提升,有效避免后期松动现象。
24.偏心轴20两端外部分别套设有轴承一19和轴承二21,偏心轴 20两端分别通过轴承一19和轴承二21过盈配合嵌入全程锁主体3 外壳上,偏心轴20的两端内壁分别安装有与铜套一17配合使用的铜套二18和以及与铜套四23配合使用的铜套三22,偏心轴20上安装有与调节螺钉15配合使用的偏心柱14,利用过盈配合将轴承一19 和轴承二21和全程锁主体3相连接,保证偏心轴20的安装紧密,且保证偏心轴20转动的稳定性,铜套三22、铜套四23以及铜套一17 和铜套二18相互配合使用,保证良好的润滑密封特性。
25.全程锁主体3的外壳材质具体为外表面镀铬的铝合金材质,铜套一17、铜套二18、铜套三22和铜套四23均使用内含石墨的无油衬套,通过设置镀铬的铝合金材料制作全程锁主体3外壳,结构美观,体态轻盈,耐磨性抗蚀性优良,且使用内含石墨的无油衬套支撑铜套一17、铜套二18、铜套三22和铜套四23,润滑性导向性良好,且偏心轴20定位精良,尺寸精确可靠。
26.工作原理:气缸6进气口通气,活塞杆受气体推动推出或圧入缸体;
27.全程锁锁紧进气口5通气,气体推动内部活塞13运动,活塞13 带动调节螺钉15摆动,调节螺钉15带动偏心轴20转动,此时偏心轴20内孔与偏心端盖11和后端盖16错位,由此产生偏心夹紧力锁紧活塞杆,活塞杆停止伸出运动;
28.全程锁打开进气口4通气,气体推动内部活塞13运动,活塞13 带动调节螺钉15摆动,调节螺钉15带动偏心轴20转动,偏心轴20 内孔与偏心端盖11和后端盖16的错位复原,三者同心,偏心夹紧力消失,活塞杆受气体推动继续推出或圧入缸体。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1