一种液压马达斜盘及其加工方法与流程
1.本发明涉及液压马达控制技术领域,具体为一种液压马达斜盘及其加工方法。
背景技术:
2.斜盘在液压油缸通过阀体的作用围绕轴承旋转,从而改变柱塞的运行相对位置,液压马达通过改变斜盘的倾角以增大或减小活塞的往复运动行程,从而实现调节液压马达排量的功能,然而传统的斜盘上没有用于配合斜盘盘体足够支撑载体,导致斜盘在液压油缸通过阀体的作用围绕轴承长时间旋转运行负荷大,磨损严重;同时未设置用于支撑和承载整个斜盘所受到的由于柱塞部件作用力的卸荷面,而柱塞对斜盘的压力较大,因此对斜盘的选材或加工方面有着较大的要求,否则易导致斜盘在运行工程中因卸荷支撑力不够而导致支撑面塌陷进而发生故障。
3.在斜盘的加工过程中,大多数的加工方式加工质量及稳定性较差,对加工人员的技术水平要求较高,加工装置放置的马达数量较少,不利于实现工件的高精度、大批量的生产。为了保证斜盘的加工质量,实现高精度、大批量的生产,因此,发明一种液压马达斜盘及其加工方法。
技术实现要素:
4.鉴于上述和/或现有一种液压马达斜盘及其加工方法中存在的问题,提出了本发明。
5.因此,本发明的目的是提供一种液压马达斜盘及其加工方法,能够解决上述提出现有的问题。
6.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
7.一种液压马达斜盘,其包括:
8.旋转轴组合件;
9.斜盘底座,所述斜盘底座连接在旋转轴组合件上;
10.芯轴,所述芯轴套合在斜盘底座上;
11.斜盘;
12.压板,所述斜盘的内壁固定安装压板,所述压板套合在芯轴上,且压板与芯轴相接触,所述斜盘通过压板与芯轴相配合。
13.作为本发明所述的一种液压马达斜盘的一种优选方案,其中:还包括:
14.圆柱销,所述斜盘底座通过圆柱销与所述旋转轴组合件固定连接;
15.第一内六角圆柱头螺钉,所述第一内六角圆柱头螺钉的一端依次经过压板和芯轴螺纹连接在斜盘底座上,以实现将芯轴与斜盘底座进行固定连接,及将压板与芯轴进行固定连接;
16.第二内六角圆柱头螺钉,所述斜盘底座通过第二内六角圆柱头螺钉与所述旋转轴组合件固定连接,以实现对斜盘底座进行加固。
17.作为本发明所述的一种液压马达斜盘的一种优选方案,其中:所述第一内六角圆柱头螺钉的型号为m8x30,所述第二内六角圆柱头螺钉的型号为m8x30。
18.作为本发明所述的一种液压马达斜盘的一种优选方案,其中:所述圆柱销是由淬硬钢和马氏体不锈钢组成,且圆柱销7的型号为8x18。
19.一种液压马达斜盘的加工方法,包括具体加工步骤如下:
20.步骤一:将斜盘与所需加工装置一次装夹,安装在加工中心进行横向钻孔;
21.步骤二:所需加工装置装夹,铣17
°
斜面,保证尺寸为32,并用专用工具去除加工后的毛刺;
22.步骤三:所需加工装置对此斜盘进行平磨,平磨17
°
斜面;
23.步骤四:所需加工装置对斜盘进行装夹,铣平面保证尺寸,精铣台阶,铣6.58
°
斜面,钻孔深11,钻铰球窝孔,孔口倒角1.5
×
60
°
,去除加工后的毛刺;
24.步骤五:精研两个球铰,研磨棒与斜盘底座共同运动,大大提高了加工效率,加工的过程中降低了人为因素导致的研磨效果不佳的概率,质量稳定性更好,降低了工人的劳动强度,操作简便,易加工。
25.作为本发明所述的一种液压马达斜盘的加工方法的一种优选方案,其中:所述步骤一中,钻孔尺寸为8mm。
26.作为本发明所述的一种液压马达斜盘的加工方法的一种优选方案,其中:所述步骤二中,夹具跳动小于0.02。
27.作为本发明所述的一种液压马达斜盘的加工方法的一种优选方案,其中:所述步骤三中,在平磨过程中保证光度和倾斜度小于0.1。
28.与现有技术相比:
29.1.加工装置放置的马达数量较多,利于实现工件的高精度、大批量的生产;
30.2.质量稳定性更好,降低了工人的劳动强度,操作简便,易加工;
31.3.本发明采用的加工方法可以提高变量马达变量时的可靠性,使加工质量符合要求,马达将会大大避免因为加工精度和加工质量而产生的无变量、变量卡死等不良后果。
附图说明
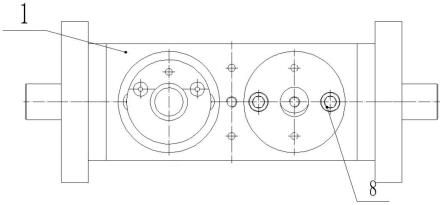
32.图1为本发明结构正视示意图;
33.图2为本发明结构侧视示意图;
34.图3为本发明斜盘底座结构正视示意图;
35.图4为本发明斜盘底座结构侧视示意图;
36.图5为本发明芯轴结构示意图;
37.图6为本发明压板结构示意图;
38.图7为本发明斜盘的加工步骤一示意图;
39.图8为本发明斜盘的加工步骤二示意图;
40.图9为本发明斜盘的加工步骤三示意图;
41.图10为本发明斜盘的加工步骤四侧视示意图;
42.图11为本发明斜盘的加工步骤四正视示意图;
43.图12为本发明斜盘的加工步骤五侧视示意图;
44.图13为本发明斜盘的加工步骤五正视示意图。
45.图中:旋转轴组合件1、斜盘2、压板3、第一内六角圆柱头螺钉4、芯轴5、斜盘底座6、圆柱销7、第二内六角圆柱头螺钉8。
具体实施方式
46.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
47.本发明提供一种液压马达斜盘及其加工方法,请参阅图1-图6,包括:
48.旋转轴组合件1、斜盘底座6、芯轴5、斜盘2、压板3、圆柱销7、第一内六角圆柱头螺钉4、第二内六角圆柱头螺钉8;
49.斜盘底座6连接在旋转轴组合件1上,芯轴5套合在斜盘底座6上,斜盘2的内壁固定安装压板3,压板3套合在芯轴5上,且压板3与芯轴5相接触,斜盘2通过压板3与芯轴5相配合,斜盘底座6通过圆柱销7与旋转轴组合件1固定连接,第一内六角圆柱头螺钉4的一端依次经过压板3和芯轴5螺纹连接在斜盘底座6上,以实现将芯轴5与斜盘底座6进行固定连接,及将压板3与芯轴5进行固定连接,斜盘底座6通过第二内六角圆柱头螺钉8与旋转轴组合件1固定连接,以实现对斜盘底座6进行加固;
50.第一内六角圆柱头螺钉4的型号为m8x30,第二内六角圆柱头螺钉8的型号为m8x30,圆柱销7是由淬硬钢和马氏体不锈钢组成,且圆柱销7的型号为8x18,淬硬钢一般都是高碳钢或者是高合金钢,马氏体不锈钢是通过热处理可以调整其力学性能的不锈钢,通俗地说,是一类可硬化的不锈钢;
51.工作原理:旋转轴组合件1通过圆柱销7和第二内六角圆柱头螺钉8与斜盘底座6进行连接,芯轴5与斜盘底座6进行套合并通过第一内六角圆柱头螺钉4与斜盘底座6进行连接,斜盘2通过压板3与芯轴5配合,并通过第一内六角圆柱头螺钉4与斜盘底座6进行连接;
52.斜盘底座6可以通过旋转轴组合件1在机床上做旋转运动进行斜盘球窝的研磨过程,同时斜盘底座6也可以横向运动进行加工。
53.本发明提供一种液压马达斜盘的加工方法,请参阅图7-图13,包括具体加工步骤如下:
54.步骤一:将斜盘2与所需加工装置一次装夹,安装在加工中心进行横向钻孔,钻孔尺寸为8mm,(如图7所示);
55.步骤二:所需加工装置装夹(夹具跳动小于0.02),铣17
°
斜面,保证尺寸为32,并用专用工具去除加工后的毛刺,(如图8所示);
56.步骤三:所需加工装置对此斜盘2进行平磨,平磨17
°
斜面,在平磨过程中保证光度和倾斜度小于0.1,(如图9所示);
57.步骤四:所需加工装置对斜盘2进行装夹,铣平面保证尺寸,精铣台阶,铣6.58
°
斜面,钻孔深11,钻铰球窝孔,孔口倒角1.5
×
60
°
,去除加工后的毛刺,(如图10和图11所示);
58.步骤五:精研两个球铰,研磨棒与斜盘底座6共同运动,大大提高了加工效率,加工的过程中降低了人为因素导致的研磨效果不佳的概率,质量稳定性更好,降低了工人的劳动强度,操作简便,易加工,(如图12和图13所示)。
59.虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范
围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1