一种制砖液压机的液压油路智能控制工作方法与流程
1.本发明涉及制砖机技术领域,具体涉及的是一种制砖液压机的液压油路智能控制工作方法。
背景技术:
2.制砖机是利用炉渣、矿渣、粉煤灰、石粉、沙子、石子等为主要原料,添加少量水泥通过液压压铸或振动生产新型墙体材料砌块的机器。制砖机适用于在固定工作场所生产各种不同规格的空心砌块、多孔砖、实心砖、路缘石、路面砖以及植草砖、环树砖、护坡砖等混凝土制品。
3.目前的制砖机上大多通过液压作为动力,在制砖机上不仅设置有主液压油缸和脱模油缸,还设置有一些液压动力,如振动台上的第一液压马达、布料小车的第二液压液压马达、驱动布料小车横移的驱动液压缸,主液压油缸在进行压砖时,其油压需要达到20mpa以上,这对主液压油缸进行供油的液压泵的负荷较大,这不仅需要选用大规格的液压泵,而且长时间超高负载的工作,容易造成液压损坏影响液压泵的寿命。
4.有鉴于此,本发明人针对现有技术中的上述缺陷深入研究,遂有本案产生。
技术实现要素:
5.本发明的主要目的在于提供一种制砖液压机的液压油路智能控制工作方法,解决背景技术中提到的在主液压油缸在压砖时液压泵负载过大的问题。
6.为了达成上述目的,本发明的解决方案是:一种制砖液压机的液压油路智能控制工作方法,其中,液压油路包括主液压油缸、脱模油缸、第一液压马达、第二液压马达和驱动液压缸,还包括液压控制阀组、主液压泵和辅助液压泵;所述主液压油缸、脱模油缸、第一液压马达、第二液压马达、驱动液压缸、主液压泵和辅助液压泵均分别与所述液压控制阀组通过液压管路连接;所述主液压油缸和脱模油缸通过液压控制阀组与所述主液压泵连接;所述第一液压马达、第二液压马达和驱动液压缸通过液压控制阀组与所述辅助液压泵连接;在所述主液压油缸通过主液压泵进行供油加压时,所述辅助液压泵也能够通过液压控制阀组向主液压油缸供油加压。
7.进一步,制砖液压机包括上基座、上移动座、中移动座、导柱和下基座,所述导柱固定设置在所述上基座和下基座之间,所述主液压油缸固定设置在所述上基座上,所述上移动座滑动设置在所述导柱上,所述主液压油缸的下端与所述上移动座连接;所述中移动座与所述导柱滑动连接并设置在所述上移动座的下方;所述脱模油缸的上端和下端分别与所述中移动座和下基座连接;所述上基座上端设置有储油桶,所述储油桶下端通过电控阀门与所述主液压油缸的无杆腔连通。
8.进一步,所述上基座上还设置有用于辅助上移动座和下移动座快速升降的辅助油缸,所述辅助油缸与所述液压控制阀组连接;所述上移动座下降时,在上移动座上的模头接
触至物料之前,由辅助油缸驱动所述上移动座和主液压油缸的活塞杆下降,此时所述电控阀门打开,储油桶内的液压油自上而下注入并充满所述主液压油缸的无杆腔。
9.进一步,所述上移动座上设置有上模头,所述下基座上设置有振动台,所述振动台上设置有下模头,所述上模头上形成有向下的与模腔一一对应的上压头,所述下模头上形成有向上的与模腔一一对应的下压头;所述上压头能够自上而下伸入至所述模腔中,所述下压头能够自下而上伸入至所述模腔中;所述上压头能够伸入至模腔的深度大于所述下压头能够伸入至模腔的深度。
10.初始时,所述主液压油缸进行向下加压,所述上压头逐渐伸入至模腔中,油压逐渐增大,增加至16mpa后,所述脱模油缸带动所述中移动座和模框向下移动一段距离后停止,此时下压头自下而上向模腔内移动,随后所述主液压油缸继续下压至油压在20mpa以上。
11.进一步,所述液压控制阀组与plc控制器连接,所述液压控制阀组受plc控制而进行内部油路的切换。
12.进一步,所述主液压泵的功率为辅助液压泵的功率的两倍以上。
13.进一步,主液压油缸上安装有油压检测器,所述油压检测器与plc控制器连接,以实时检测主液压油缸内的油压。
14.进一步,所述振动台自向模腔内进行布料开始,持续振动至上压头和下压头对模腔内的物料压制结束。
15.采用上述结构后,本发明涉及的一种制砖液压机的液压油路智能控制工作方法,其至少具有以下有益效果:一、在主液压油缸向下进行加压时,所述辅助液压泵的油压能够通过所述液压控制阀组也向所述主液压油缸进行加压。如此实现主液压泵和辅助液压泵同时对主液压油缸进行加压,从而达到保证主液压油缸的压力和动力的同时,减少主液压油缸的负载,两个液压泵共同协同作用,使得主液压泵和辅助液压泵均处于各自的负载能力下,有利于保护液压泵。
16.二、主液压油缸由于需要产生的压力大,因此其缸径较大,而主液压泵和辅助液压泵的供油流量是有限的,为了使得主液压油缸在未对砖块进行加压前主液压油缸能够更加快速的下降,设置有辅助油缸和储油桶,上移动座下降初期,辅助油缸带动所述上移动座下降,此时电控阀门打开,使得储油桶内的液压油能够快速的充满所述主液压油缸的无杆腔,随后所述电控阀门关闭,所述主液压泵和辅助液压泵对所述主液压油缸和辅助油缸进行加压,驱动上移动座下降,从而使得上移动座上的上模头、上压头对模腔内的物料进行压制。
17.三、先是主液压油缸驱动上移动座下降,从而上压头对模腔内的物料进行压制,随着压制的进行,由于物料与模腔内壁存在着摩擦力,模腔内的物料存在上部密实度大于下部密实度的情况。因此在主液压油缸加压至16mpa后,所述脱模油缸带动所述模框向下一定的距离,从而使得模腔内壁对模腔内的物料的摩擦力方向转变为向下,下压头向上深入至模腔中,使得下压头向上对物料下部进行加压,保证了砖块上部与下部均较为密实。
18.与现有技术相比,本发明通过在主液压油缸加压时,所述主液压泵和辅助液压泵能够同时对主液压油缸进行加压,降低了主液压泵的负载,使得主液压泵不容易损坏,有利于延长主液压泵的使用寿命。
附图说明
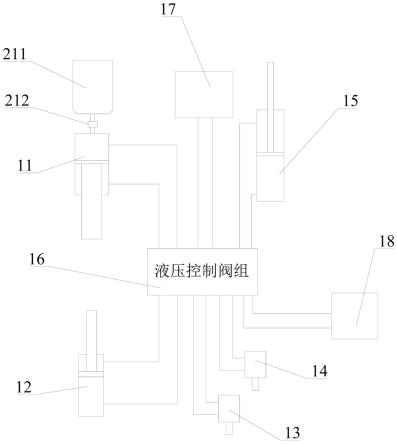
19.图1为制砖液压机的液压油路的结构示意图。
20.图2为制砖液压机的立体结构示意图。
21.图3为制砖液压机的前视结构示意图。
22.图4为制砖模具的分解结构示意图。
23.图5为制砖模具的另一角度的分解结构示意图。
24.图6为另一角度的制砖液压机的立体结构示意图。
25.图中:主液压油缸11;脱模油缸12;第一液压马达13;第二液压马达14;驱动液压缸15;液压控制阀组16;主液压泵17;辅助液压泵18;布料小车19;上基座21;储油桶211;电控阀门212;上移动座22;上模头221;上压头222;中移动座23;模框231;导柱24;下基座25;振动台251;下模头26;下压头261。
具体实施方式
26.为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
27.如图1至图6所示,其为本发明涉及的一种制砖液压机的液压油路智能控制工作方法,液压油路包括主液压油缸11、脱模油缸12、第一液压马达13、第二液压马达14和驱动液压缸15,还包括液压控制阀组16、主液压泵17和辅助液压泵18;所述主液压油缸11、脱模油缸12、第一液压马达13、第二液压马达14、驱动液压缸15、主液压泵17和辅助液压泵18均分别与所述液压控制阀组16通过液压管路连接;所述主液压油缸11和脱模油缸12通过液压控制阀组16与所述主液压泵17连接;所述第一液压马达13、第二液压马达14和驱动液压缸15通过液压控制阀组16与所述辅助液压泵18连接;在所述主液压油缸11通过主液压泵17进行供油加压时,所述辅助液压泵18也能够通过液压控制阀组16向主液压油缸11供油加压。
28.这样,本发明涉及的一种制砖液压机的液压油路智能控制工作方法,在主液压油缸11向下进行加压时,所述辅助液压泵18的油压能够通过所述液压控制阀组16也向所述主液压油缸11进行加压。如此实现主液压泵17和辅助液压泵18同时对主液压油缸11进行加压,从而达到保证主液压油缸11的压力和动力的同时,减少主液压油缸11的负载,两个液压泵共同协同作用,使得主液压泵17和辅助液压泵18均处于各自的负载能力下,有利于保护液压泵。
29.优选地,制砖液压机包括上基座21、上移动座22、中移动座23、导柱24和下基座25,所述导柱24固定设置在所述上基座21和下基座25之间,所述主液压油缸11固定设置在所述上基座21上,所述上移动座22滑动设置在所述导柱24上,所述主液压油缸11的下端与所述上移动座22连接;所述中移动座23与所述导柱24滑动连接并设置在所述上移动座22的下方;所述脱模油缸12的上端和下端分别与所述中移动座23和下基座25连接;所述上基座21上端设置有储油桶211,所述储油桶211下端通过电控阀门212与所述主液压油缸11的无杆腔连通。所述上基座21上还设置有用于辅助上移动座22和下移动座快速升降的辅助油缸,所述辅助油缸与所述液压控制阀组16连接;所述上移动座22下降时,在上移动座22上的模头接触至物料之前,由辅助油缸驱动所述上移动座22和主液压油缸11的活塞杆下降,此时
所述电控阀门212打开,储油桶211内的液压油自上而下注入并充满所述主液压油缸11的无杆腔。
30.主液压油缸11由于需要产生的压力大,因此其缸径较大,而主液压泵17和辅助液压泵18的供油流量是有限的,为了使得主液压油缸11在未对砖块进行加压前主液压油缸11能够更加快速的下降,设置有辅助油缸和储油桶211,上移动座22下降初期,辅助油缸带动所述上移动座22下降,此时电控阀门212打开,使得储油桶211内的液压油能够快速的充满所述主液压油缸11的无杆腔,随后所述电控阀门212关闭,所述主液压泵17和辅助液压泵18对所述主液压油缸11和辅助油缸进行加压,驱动上移动座22下降,从而使得上移动座22上的上模头221、上压头222对模腔内的物料进行压制。
31.优选地,所述上移动座22上设置有上模头221,所述下基座25上设置有振动台251,所述振动台251上设置有下模头26,所述上模头221上形成有向下的与模腔一一对应的上压头222,所述下模头26上形成有向上的与模腔一一对应的下压头261;所述上压头222能够自上而下伸入至所述模腔中,所述下压头261能够自下而上伸入至所述模腔中;所述上压头222能够伸入至模腔的深度大于所述下压头261能够伸入至模腔的深度。初始时,所述主液压油缸11进行向下加压,所述上压头222逐渐伸入至模腔中,油压逐渐增大,增加至16mpa后,所述脱模油缸12带动所述中移动座23和模框231向下移动一段距离后停止,此时下压头261自下而上向模腔内移动,随后所述主液压油缸11继续下压至油压在20mpa以上。
32.本发明实现方式如下:先是主液压油缸11驱动上移动座22下降,从而上压头222对模腔内的物料进行压制,随着压制的进行,由于物料与模腔内壁存在着摩擦力,模腔内的物料存在上部密实度大于下部密实度的情况。液压成型机用强劲压力输出将砖压制成型,在压力传送中到模框231底部压力有一定消耗,因此在主液压油缸11加压至16mpa后,所述脱模油缸12带动所述模框231向下一定的距离,从而使得模腔内壁对模腔内的物料的摩擦力方向转变为向下,下压头261向上深入至模腔中,使得下压头261向上对物料下部进行加压,保证了砖块上部与下部均较为密实。之后所述主液压油缸11继续加压至20mpa直至压制完成。
33.优选地,所述液压控制阀组16与plc控制器(图中未示出)连接,所述液压控制阀组16受plc控制而进行内部油路的切换。液压控制阀组16内部的油路连通方式受到plc的控制;优选地,所述主液压泵17的功率为辅助液压泵18的功率的两倍以上。所述驱动液压缸15驱动布料小车19进行横向移动,以进行向模框231中进行布料。所述第一液压马达13与布料小车19的搅拌轴连接所述主液压泵17和辅助液压泵18能够在独立的进行向外供油,以根据设备的动作需要进行使用,如辅助油缸驱动上移动座22上升时,布料小车上的驱动油缸和第一液压马达13能够在辅助液压泵18的供油下进行工作。两者独立工作互不干扰。
34.优选地,主液压油缸11上安装有油压检测器(图中未示出),所述油压检测器与plc控制器连接,以实时检测主液压油缸11内的油压。通过设置油压检测器,使得plc控制器能够对油压进行检测并根据程序控制液压控制阀组16实现油路的切换。
35.优选地,所述振动台251自向模腔内进行布料开始,持续振动至上压头222和下压头261对模腔内的物料压制结束。,所述第二液压马达14设置在振动台251内部驱动振动台251振动。
36.与现有技术相比,本发明通过在主液压油缸11加压时,所述主液压泵17和辅助液
压泵18能够同时对主液压油缸11进行加压,降低了主液压泵17的负载,使得主液压泵17不容易损坏,有利于延长主液压泵17的使用寿命。
37.上述实施例和图式并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1