一种磷石膏双压成型静压机液压系统的制作方法
本技术涉及一种磷石膏双压成型静压机液压系统。
背景技术:
1、中国专利申请号:201922221513.6公开了一种双向静压砌块成型机,其结构包括主机架、下油缸、上油缸、导向装置、油箱、定量装置、布料车、夹砖器、布料车支架、推坯送料传感器,所述主机架的下部与下油缸固定连接,所述下油缸的上端通过连接架与下模的底座固定连接,所述主机架的上部与上油缸固定连接,所述上油缸的输出端通过连接架与上模的连接座固定连接,所述主机架的中部设有定量装置,所述定量装置的下端与滑轨活动连接,所述滑轨上设有布料车,所述布料车与布料车支架活动连接,所述滑轨的侧边设置推坯送料传感器。其通过设置上油缸和下油缸实现双向挤压成型,具体的,进料完成之后,上油缸带动上模向下运动,下油缸带动下模向上运动,上模和下模接触之后即可将砖块压制成型,之后夹砖器将成型的砖夹出,即可进行下一周期的工作,可以有效的避免工作中产生的空腔,提高了产品的质量,上模和下模同时运动,提高了运行效率。
2、但是,现有的磷石膏产品的成型均是通过上述的双向静压砌块成型机成型,其成型中,需要下油缸带动下模向上挤压后,在通过上油缸带动上模向下挤压成型产品,上油缸回程,最后通过下油缸带动下模将成型产品推出模框,实现脱模,由于油路的设计问题,使得上、下油缸的同步性较差,需要上油缸与下油缸分开工作,降低了加工效率低。
技术实现思路
1、因此,针对上述的问题,本实用新型提供一种磷石膏双压成型静压机液压系统,它主要解决了现有技术中磷石膏双压成型静压机的加工效率低的问题。
2、为实现上述目的,本实用新型采用了以下技术方案:
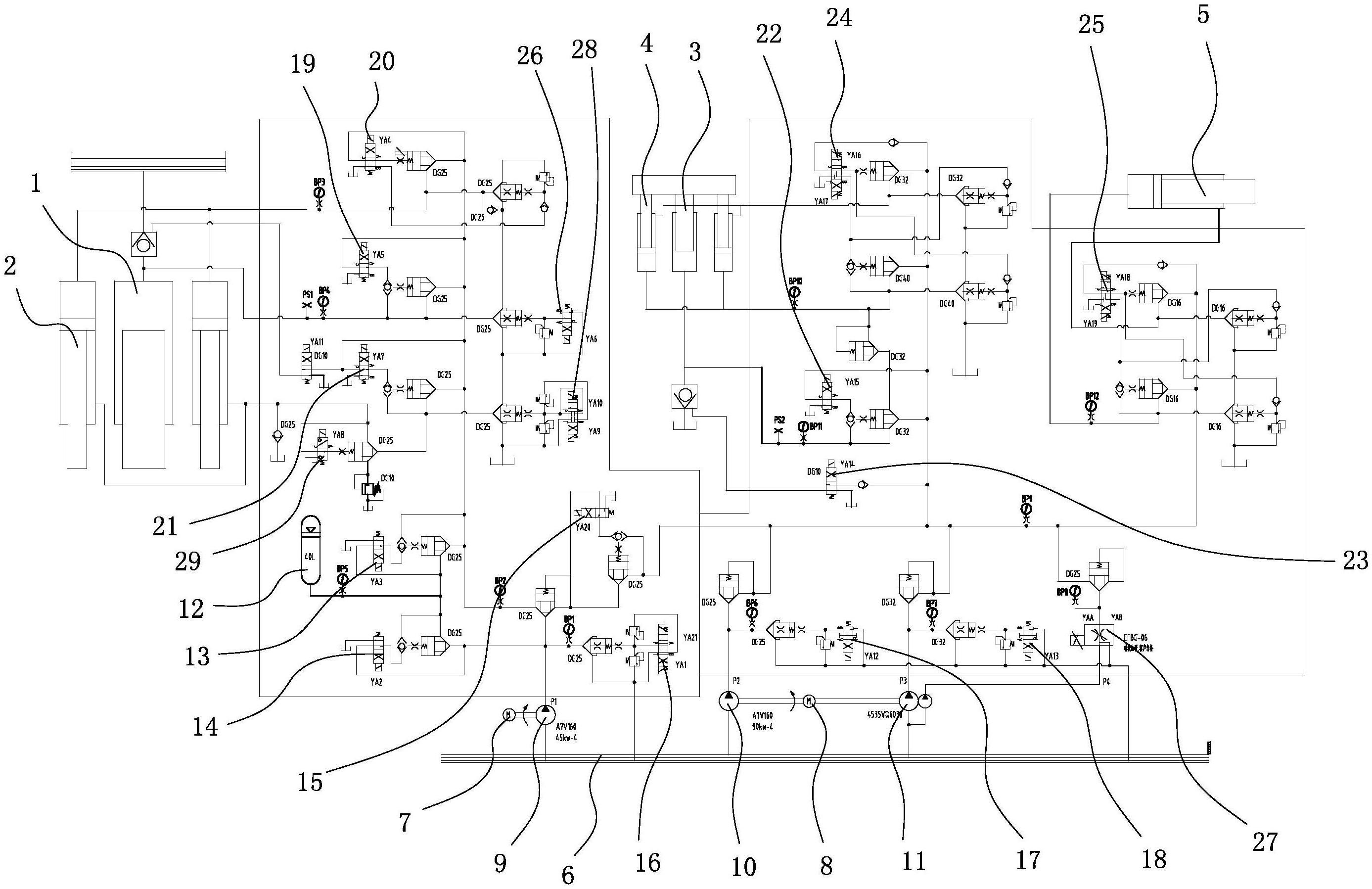
3、一种磷石膏双压成型静压机液压系统,包括上主油缸、上辅助油缸、下主油缸、下辅助油缸、料车油缸、油箱、第一驱动电机、第二驱动电机、第一液压泵、第二液压泵、第三液压泵、储能器、蓄能器放油电磁阀、蓄能器补油电磁阀、油泵进油合流电磁阀、第一泄压阀、第二泄压阀、第三泄压阀;
4、所述上辅助油缸、下辅助油缸、料车油缸均具有前进端和回程端,所述上主油缸、下主油缸均具有驱动端;
5、所述第一驱动电机与第一液压泵连接,所述油泵进油合流电磁阀、第一泄压阀、蓄能器放油电磁阀、蓄能器补油电磁阀与第一液压泵连接,所述蓄能器与蓄能器放油电磁阀、蓄能器补油电磁阀连接,所述第一液压泵通过上主油缸电磁阀与上主油缸的驱动端连接,所述第一液压泵通过上辅助油缸进油电磁阀、上辅助油缸回油电磁阀分别与上辅助油缸的前进端和回程端连接;
6、所述上辅助油缸的前进端和回程端与油箱之间连接有第一回油阀;
7、所述第二驱动电机分别与第二液压泵、第三液压泵连接;
8、所述油泵进油合流电磁阀、第二泄压阀与第二液压泵连接,所述第二液压泵通过下主油缸电磁阀与下主油缸的驱动端连接,所述下主油缸的驱动端连接与油箱之间连接有下主油缸开关阀,所述第二液压泵、油箱通过第一换向阀分别与下辅助油缸的前进端和回程端连接;
9、所述油泵进油合流电磁阀、第三泄压阀与第三液压泵连接,所述第三液压泵、油箱通过第二换向阀分别与料车油缸的前进端和回程端连接。
10、进一步的,所述上主油缸电磁阀与油箱之间连接有上主液压缸调压阀。
11、进一步的,所述第二泄压阀、第三泄压阀的输出端与油箱之间连接有流量比例控制阀。
12、进一步的,所述第一泄压阀具有高压泄压端和低压泄压端。
13、通过采用前述技术方案,本实用新型的有益效果是:本磷石膏双压成型静压机液压系统,通过油泵进油合流电磁阀以及蓄能器的设置,在工作中通过蓄能器的充液蓄能,再通过第一驱动电机与第一液压泵的连接,并通过第一液压泵驱动上主油缸、上辅助油缸的运动,实现上模具的快速下压和快速回程,以及提高下压强度,并且,通过第二驱动电机同时驱动第二液压泵、第三液压泵连接,实现下主油缸、下辅助油缸和料车油缸的运动,并使得上主油缸、上辅助油缸、下主油缸、下辅助油缸同步运动,在工作过程中,实现上模具、下模具的同步双向挤压,并通过下主油缸和/或下辅助油缸带动下模具顶出脱模,大大提高了加工效率;进一步的,通过设置的上主液压缸调压阀,使得上主油缸的下压强度能够调节,从而适用不同规格尺寸产品的静压成型,并且提高静压成型的产品质量;进一步的,第一泄压阀具有高压泄压端和低压泄压端,与蓄能器结合,能够提高油路的泄压效率,进而提高安全性。
技术特征:
1.一种磷石膏双压成型静压机液压系统,其特征在于:包括上主油缸、上辅助油缸、下主油缸、下辅助油缸、料车油缸、油箱、第一驱动电机、第二驱动电机、第一液压泵、第二液压泵、第三液压泵、储能器、蓄能器放油电磁阀、蓄能器补油电磁阀、油泵进油合流电磁阀、第一泄压阀、第二泄压阀、第三泄压阀;
2.根据权利要求1所述的磷石膏双压成型静压机液压系统,其特征在于:所述上主油缸电磁阀与油箱之间连接有上主液压缸调压阀。
3.根据权利要求1所述的磷石膏双压成型静压机液压系统,其特征在于:所述第二泄压阀、第三泄压阀的输出端与油箱之间连接有流量比例控制阀。
4.根据权利要求1所述的磷石膏双压成型静压机液压系统,其特征在于:所述第一泄压阀具有高压泄压端和低压泄压端。
技术总结
本技术涉及一种磷石膏双压成型静压机液压系统,它主要解决了现有技术中磷石膏双压成型静压机的加工效率低的问题,包括上主油缸、上辅助油缸、下主油缸、下辅助油缸、料车油缸、油箱、第一驱动电机、第二驱动电机、第一液压泵、第二液压泵、第三液压泵、储能器、蓄能器放油电磁阀、蓄能器补油电磁阀、油泵进油合流电磁阀、第一泄压阀、第二泄压阀、第三泄压阀、上主油缸电磁阀、上辅助油缸进油电磁阀、上辅助油缸回油电磁阀、下主油缸电磁阀、下主油缸开关阀、第一换向阀、第二换向阀、上主液压缸调压阀。
技术研发人员:高金贵
受保护的技术使用者:泉州市兴鑫机械制造有限公司
技术研发日:20220510
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!