一种采用对夹式叶轮的大型轴流风机的制作方法
1.本实用新型涉及一种轴流风机,尤其涉及一种在地铁、隧道工程中使用、大型轴流风机叶轮的装配结构优化,属于通风机械领域。
背景技术:
2.随着城市化进程的不断发展、基础建设投资加快,城市中的各类基础设施也正处于高速建设的过程中,特别是各城市中的轨道交通(地铁)项目,纷纷进入了密集建设期,从而带动了各类风机的订单大量增长。而对于此类产品的生产企业而言,需要重视规模化生产、装配设备的设计、制造,以提升生产效率和风机的成品质量。
3.针对大型轴流风机的叶轮制造,传统直径达1400mm以上的风机基本上均要考虑采用法兰式连接叶片的结构,而特别是1600mm~2240mm段直径的轴流风机在地铁工程里边一般均为占据重要作用的大型隧道风机或排热风机,同规格且数量较大。而传统法兰式制造叶片及轮毂加工复杂,要求严格,装配耗时长。
4.传统大型轴流风机的叶轮,由于本身叶片重量大,叶片长度大,相对叶片旋转线速度大,运行过程中不仅要承受较大的离心力以及轴向风压作用力,故叶片设计的根部必须确保无明显应力集中缺陷,通常均会设计成法兰式盘面的结构。如图1和图2所示的叶轮组装结构及法兰式叶片的细节结构可见,每个此类叶片的固定通常依靠4~6个螺栓将叶根的法兰盘面与轮毂拉紧,而叶片8a根部的法兰盘面81a是落入轮毂9a膛削的沉孔里,并需要较高的安装精度。其中包括法兰盘面与沉孔的同心度、相容间隙、沉孔及法兰盘面中各螺栓装配孔的同心度等。
5.由于大型轴流风机叶轮运转的强度特性,必然造成加工、装配的时间周期偏长,不利于批量供货的需求;行业中有赖于小风机采用对夹式装配的成功,人们也想在大型轴流风机中采用类似叶轮装配结构。但是传统的对夹式结构,由于叶根相对叶片不能太粗,叶片8b与叶柄81b(亦可称之为叶根)的外廓过渡明显、存在应力集中区域,如图3和图4所示。又由于抱接方式叶根直径与轮毂9b型腔均为圆柱体结构,故轮毂、叶片的成型更倾向于采用高圧鋳造才能保证型面配合一致,因为低压铸造成型过程中的型面误差,造成抱不住的现象。而大型轴流风机铝合金材质的叶轮,为保证安全性,需要采用低压铸造并进行热处理才能符合强度要求,并且在热处理前后进行两次探伤剔除缺陷才能安装使用。显然,大型风机的叶轮对叶片材质及结构强度的要求与对夹式的装配结构造型产生了难以调和的矛盾。
技术实现要素:
6.本实用新型的目的旨在提出一种采用对夹式结构叶轮的大型轴流风机,解决叶片低压铸造的前提下,保障叶轮易于加工及整体装配强度的问题。
7.本实用新型实现上述目的的技术解决方案是,一种采用对夹式叶轮的大型轴流风机,由整流罩、机壳及其中定轴装配的电动机及叶轮构成,其特征在于:所述叶轮由对夹式轮毂及若干叶片装接成一体,其中任意所述叶片的叶根加粗设置,并沿远离叶端方向依次
延伸成型为外径渐缩的第一锥柱部、柱状的抗扭支撑部、外径渐增的第二锥柱部及装配定位部,所述对夹式轮毂对应全部叶根的中心轴开设为一组半幅轮毂,且对夹式轮毂开设有沿圆周方向均匀分布的装配槽,所述装配槽的数量与叶片数量相对应,在半幅轮毂组装收紧状态下,装配槽的内廓与叶根的表面相贴合。
8.上述轴流风机,进一步地,所述第一锥柱部设为倾角为15
°
~30
°
的圆锥卡槽。
9.上述轴流风机,进一步地,所述第二锥柱部设为倾角为15
°
~30
°
的圆锥卡槽。
10.上述轴流风机,进一步地,所述装配槽随半幅轮毂对半加工成型并拼接装配收紧,装配槽与叶根在两个锥柱部的斜锥面设为主接触。
11.上述轴流风机,进一步地,所述装配槽与抗扭支撑部之间设有对应叶片预设装配角度的定位部。
12.上述轴流风机,进一步地,所述叶根在与叶片叶身的衔接处朝叶端凸设有加强部。
13.应用本实用新型的轴流风机及其叶轮装配结构,与现有技术相比具有如下进步性:
14.1、叶片与轮毂一次成型后除打磨毛刺外无需做深加工处理,降低了成型工艺对精度的要求,及加快了生产装配效率。
15.2、采用低压铸造成型对夹式叶轮及加粗的叶根,克服了结构应力突出及叶轮装配过程中无法抱紧叶片叶根的缺陷,提升了叶轮的结构强度和韧性。
16.3、外形结构优化的叶根易于在半幅轮毂中定位卡接,角度调节友好,并且能够保障在轮毂收紧过程中叶片角度的定位精度及气动平衡性。
附图说明
17.图1是传统大型轴流风机法兰式叶轮的结构示意图。
18.图2是传统大型轴流风机法兰式叶片的结构示意图。
19.图3是常规对夹式叶片的结构示意图。
20.图4是常规对夹式轮毂的结构示意图。
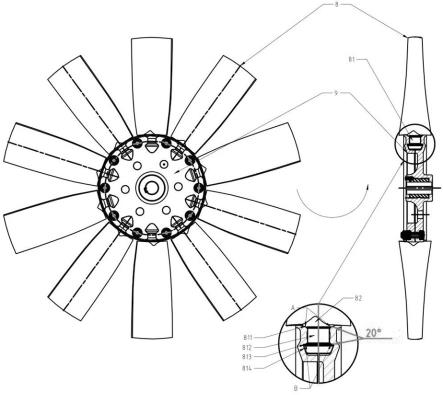
21.图5是本实用新型轴流风机的整体结构示意图。
22.图6是本实用新型轴流风机中叶轮的装配结构示意图。
23.图7是图6所示叶轮中对夹式叶片的结构示意图。
24.图8是图6所示叶轮中对夹式轮毂的结构示意图。
具体实施方式
25.以下便结合实施例附图,对本实用新型的具体实施方式作进一步的详述,以使本实用新型技术方案更易于理解、掌握,从而对本实用新型的保护范围做出更为清晰的界定。
26.本实用新型设计者针对现有大型轴流风机在叶轮生产及组装上诸多不足,创新提出了一种采用对夹式结构叶轮的大型轴流风机。如图5所示,其包括一套整流罩1、机壳2及其中定轴装配的电动机3及叶轮。其中叶轮直径2000mm,经设计核算轮毂结构参考应用于直径1250mm~2240mm的轴流风机,而电动机3优选一台b3结构大功率电机,机壳2(带底座及防喘振段,未具体标识,本领域技术人员可熟练辨识)。本技术中机壳结构及电动机的输出参数不作保护请求,仅满足现场应用所需即可,故省略详述。作为技术改进的核心,上述叶轮
由对夹式轮毂9及若干叶片8装接成一体。区别于传统法兰式和传统对夹式的叶轮结构,如图6至图8所示,其中任意叶片8的叶根81加粗设置,并沿远离叶端方向依次延伸成型为外径渐缩的第一锥柱部811、柱状的抗扭支撑部812、外径渐增的第二锥柱部813及装配定位部814。而与之对应地,上述对夹式轮毂9对应全部叶根的中心轴开设为一组半幅轮毂91、92,且对夹式轮毂9开设有沿圆周方向均匀分布的装配槽93,该装配槽的数量与叶片数量相对应,在半幅轮毂组装收紧状态下,装配槽93的内廓与叶根81的表面相贴合。
27.为理解上述随半幅轮毂收紧,叶片因叶根贴合而装配强度提升的原理,进一步细节地来看:上述第一锥柱部和第二锥柱部可设为倾角为15
°
~30
°
的圆锥卡槽。则叶片根部受力通过大圆弧过渡,抑制应力点增多。作为图示的优选实施,上述两个锥柱部的倾角同时设为20
°
,且通过定轴的压铸或打磨可成型为所需的表面形状。而装配槽也随半幅轮毂对半加工成型并拼接装配收紧,且铸造时留有1~2mm间隙。
28.从叶轮部分的装配过程来看:分体铸造成型半幅轮毂91、92及若干叶片8之后,以其中一个半幅轮毂91为基体,逐一将叶片8的叶根与半敞式的装配槽对位相容于其中,自装配定位部814起至第一锥柱部811均与装配槽的内廓零压力、非完全贴合。而后对齐装配槽合上另一个半幅轮毂92。再交错采用防松标准件(如止逆螺栓等)进行收紧,收紧过程中叶片根部以锥柱部的斜锥面接触为主,抗扭支撑部的中间柱面为辅,确保叶片完全抱紧,安全性高。这里,技术效果体现于采用铸造铝合金成型的叶片和轮毂即使存在不同的收缩率也可以保证对抱型面牢固接触,不会像传统小型轴流风机对夹式叶片及轮毂圆柱形型腔的圆度、同心度不一致,造成无法形成面接触而抱不住的问题。由此可见,风机整体性能优异、稳定,满足一级能效要求。
29.此外,作为可选的实施,上述装配槽与抗扭支撑部之间还设有对应叶片预设装配角度的定位部,这样则对夹式叶片置入半幅轮毂即完成角度定位。而且为满足大型轴流风机运行时叶片需承受较大的离心力以及轴向风压作用力,上述叶根81在与叶片叶身的衔接处朝叶端凸设有加强部82。
30.综上关于本实用新型轴流风机采用对夹式组装结构的叶轮方案介绍及实施例详述可见,与传统法兰式的安装结构相比,本方案具备如下进步性:
31.1、叶片与轮毂一次成型后除打磨毛刺外无需做深加工处理,降低了成型工艺对精度的要求,及加快了生产装配效率。
32.2、采用低压铸造成型对夹式叶轮及加粗的叶根,克服了结构应力突出及叶轮装配过程中无法抱紧叶片叶根的缺陷,提升了叶轮的结构强度和韧性。
33.3、外形结构优化的叶根易于在半幅轮毂中定位卡接,角度调节友好,并且能够保障在轮毂收紧过程中叶片角度的定位精度及气动平衡性。
34.除上述实施例外,本实用新型还可以有其它实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本实用新型所要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1