高速压缩机的轴承组件的装配方法及装配装置、转子组件与流程
本技术涉及高速压缩机,尤其涉及一种高速压缩机的轴承组件的装配方法及装配装置、轴承组件、转子组件及高速压缩机。
背景技术:
1、高速压缩机的转子组件包括轴、叶轮、转子芯部以及安装在轴上的轴承组件,轴承组件位于转子芯部和叶轮之间。轴承组件包括一对轴承、设置在一对轴承之间的预紧弹簧以及围绕轴承的套筒。
2、现有技术中,利用同时抵住轴承的内圈和外圈的弹簧来消除轴承组件内各个轴承的内圈和外圈的间隙,可以避免叶轮发出噪音以及保持叶轮工作稳定,还可以确保轴承组件被安装后不仅两个轴承的内圈能够被同轴对准,而且两个轴承的外圈也被同轴对准。
技术实现思路
1、本技术的发明人发现,本领域技术人员普遍认为,在两个轴承之间需要置入能够同时抵住内圈和外圈的弹簧,以消除内圈和外圈的间隙。也就是说,本领域技术人员基本上已经形成了技术偏见,即在将轴承组件安装在轴上后,需要保证轴承的内圈和外圈均为零间隙。
2、然而,本技术的发明人发现,虽然将轴承组件安装在轴上后,保证轴承的内圈和外圈均为零间隙,可以大部分地解决以上技术问题,但是高速压缩机在高速工作时由于轴承会出现热膨胀,导致内圈和外圈仍然会出现较小的游隙,因此,实际高速工作过程中仍然会出现上述问题,并且会由于内圈和外圈出现游隙后产生更大噪音,从而不能达到目标效果。
3、为了解决以上问题,本发明提供了一种高速压缩机的轴承组件的装配方法,所述轴承组件安装在所述高速压缩机的轴上,所述轴承组件包括间隔件、弹性件、具有第一内圈和第一外圈的第一轴承以及具有第二内圈和第二外圈的第二轴承,所述装配方法包括如下步骤:
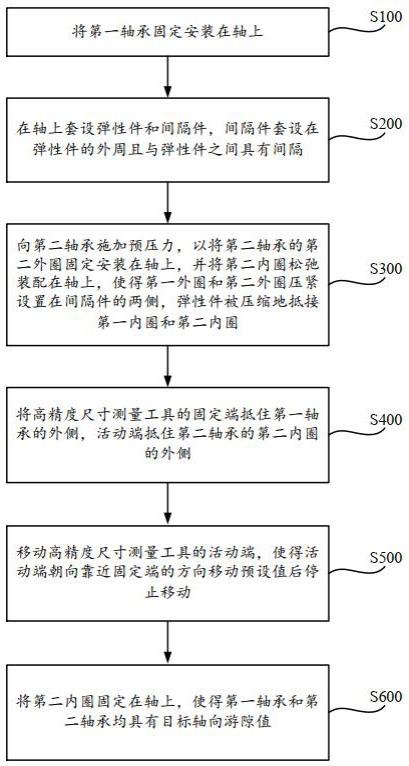
4、将所述第一轴承固定安装在所述轴上;
5、在所述轴上套设所述弹性件和间隔件,所述间隔件套设在所述弹性件的外周且与所述弹性件之间具有间隔;
6、向所述第二轴承施加预压力,以将所述第二轴承的所述第二外圈固定安装在所述轴上,并将所述第二内圈松弛装配在所述轴上,使得所述第一外圈和所述第二外圈压紧设置在所述间隔件的两侧,所述弹性件被压缩地抵接所述第一内圈和所述第二内圈;
7、将高精度尺寸测量工具的固定端抵住所述第一轴承的外侧,活动端抵住所述第二轴承的所述第二内圈的外侧;
8、移动所述高精度尺寸测量工具的所述活动端,使得所述活动端朝向靠近所述固定端的方向移动预设值后停止移动;
9、将所述第二内圈固定在所述轴上,使得所述第一轴承和所述第二轴承均具有目标轴向游隙值。
10、可选地,所述移动所述高精度尺寸测量工具的所述活动端,使得所述活动端朝向靠近所述固定端的方向移动预设值后停止移动的步骤中,所述预设值为轴承内部变形量与所述目标轴向游隙值之和,所述轴承内部变形量为所述弹性件抵接所述第一内圈和所述第二内圈时所述第一轴承和/或所述第二轴承的内部变形量。
11、可选地,所述轴承内部变形量δα的获取方法包括如下步骤:
12、获取所述第一轴承和/或所述第二轴承的额外动负荷cr以及预设比例系数a;
13、按照公式确定所述预压力f,其中,a表示常数,取值为0.5-1;
14、获取所述第一轴承和/或所述第二轴承的钢球直径dw、钢球数z以及接触角α;
15、按照以下公式获取所述轴承内部变形量δα:
16、其中,所述目标轴向游隙值为0.005-0.02mm中任一值。
17、可选地,所述的装配方法按照如下公式选择所述弹性件:
18、;
19、其中,k表示所述弹性件的弹性系数,x表示弹性件压缩量。
20、可选地,所述将所述第二内圈可移动地装配在所述轴上,以将所述第二轴承松弛装配在所述轴上的步骤中,在所述第二内圈的内表面涂覆胶黏剂,所述胶黏剂的凝固时间大于10min且小于60min,且所述胶黏剂在凝固时间超过30min后的粘结力大于所述弹性件的弹性力的两倍。
21、特别地,本发明还提供了一种利用如前述的装配方法装配获得的轴承组件,轴承组件安装在所述高速压缩机的轴上,所述轴承组件包括间隔件、弹性件、具有第一内圈和第一外圈的第一轴承以及具有第二内圈和第二外圈的第二轴承;
22、所述第一外圈和所述第二外圈压紧设置在所述间隔件的两侧,所述弹性件抵接所述第一内圈和所述第二内圈,所述第一轴承和所述第二轴承均具有目标轴向游隙值。
23、特别地,本发明还提供了一种高速压缩机的轴承组件的装配装置,包括工作台,所述工作台上具有间隔开布置的多个工作位,每个工作位上具有:
24、第一安装部,用于放置高速压缩机的轴以及安装在所述轴上的如前述的轴承组件,所述轴承组件包括间隔开布置的第一轴承和第二轴承,所述第一轴承包括第一内圈,所述第二轴承包括第二内圈;
25、第二安装部,用于放置高精度尺寸测量工具,所述高精度尺寸测量工具的活动端与所述轴同轴布置,以使所述高精度尺寸测量工具的所述活动端能够抵住所述第二内圈。
26、可选地,所述装配装置还包括:
27、滑动件,可滑动地设置在所述工作位上,所述滑动件和所述轴同轴配置,以使所述滑动件的一端能够套设在所述轴的端部,另一端能够与所述高精度尺寸测量工具的所述活动端配合,所述滑动件配置成能够在所述活动端的推动下沿所述轴的延伸方向滑动。
28、特别地,本发明还提供了一种转子组件,包括轴、叶轮、转子芯部和如前述的轴承组件,所述轴承组件设置在所述转子芯部和所述叶轮之间。
29、特别地,本发明还提供了一种高速压缩机,包括如前述的转子组件。
30、根据本发明的方案,通过固定第一轴承以及第二轴承的第二外圈,且松弛装配第二轴承的第二内圈,并使得弹性件被压缩地抵接第一内圈和第二内圈,从而使得第一轴承和第二轴承的内部出现间隙,即内部发生变形,再移动高精度尺寸测量工具的活动端,使得活动端移动预设值,该预设值下能够使得第一轴承和第二轴承内均具有目标轴向游隙值。因此,本技术打破了本领域技术人员的在将轴承组件安装在轴上后需要保证轴承的内圈和外圈均为零间隙的技术偏见,不仅能够保证轴承安装至轴上之后满足基本要求,而且还能够避免高速压缩机在高速工作时由于出现热膨胀导致的轴承内部的正游隙,本发明方案中,高速压缩机在高速工作时轴承内部基本上为零游隙状态。
31、进一步地,通过将预设值设置为轴承内部变形量和目标轴向游隙值之和,从而可以抵消在预压力作用下第一轴承和第二轴承内部的形变量,从而保证最终第一轴承和第二轴承的轴向游隙能够为目标轴向游隙值。为了使得第一轴承和第二轴承在固定安装至轴上之后其内部具有目标轴向游隙值,在计算轴承内部变形量时,发明人在本发明的架构下,进一步研究发现,需要设定好预压力f与目标轴向游隙值cr之间的关系,经过大量实验验证发现,预压力与第一轴承和/或第二轴承的额定动负荷之间存在关系,并且两者为一次函数关系,满足的关系,其中常数a取值为0.5-1,从而可以保证最终第一轴承和/或第二轴承内部具有目标轴向游隙值。在该目标轴向间隙值能够补偿高速压缩机在高速工作时由于热膨胀导致第一轴承和第二轴承出现的游隙,使得第一轴承和第二轴承在高速压缩机高速工作时的轴向游隙基本上为零,而不是负游隙。当第一轴承和第二轴承在高速压缩机高速工作时出现负游隙,相比于零游隙进一步消除了噪声,但是发明人发现负游隙会导致第一轴承和第二轴承不能满足基本要求如寿命问题以及刚性要求,因此,目标轴向游隙值的取值设置在使得第一轴承和第二轴承在高速压缩机高速工作时的轴向游隙基本上为零。
- 还没有人留言评论。精彩留言会获得点赞!