一种双曲面自动调心活塞杆及其加工工艺的制作方法
本发明涉及石油天然气钻采设备,具体涉及一种双曲面自动调心活塞杆及其加工工艺。
背景技术:
1、在石油天然气钻采设备领域,钻井泵作为钻机关键组成设备,被誉为“钻机的心脏”。目前,最常用的钻井泵属于容积泵,通过钻井泵活塞在缸套往复直线运动,实现容积变化,从而实现钻井泵吸液和排液过程。在钻井泵的工作过程中,通常要求活塞杆轴心线与缸套轴心线保持同轴要求,确保活塞胶皮表面与缸套内壁面在活塞往复运动过程中始终处于密封接触状态。
2、请参阅图1,传统钻井泵活塞杆、中间拉杆、十字头通过刚性定位连接:活塞杆端面的定位凸台与十字头中间拉杆端面定位孔相配合,而中间拉杆又与十字头中心定位孔刚性定位和连接,从而实现了活塞杆轴线和十字头轴心线保持同心。但是在钻井泵的运行过程中,伴随十字头在十字头滑道往复直线运动,十字头与十字头滑道产生磨损后,活塞杆、中间拉杆、十字头相对与缸套的轴线中心高度位置发生变化。由于活塞杆、十字头、中间拉杆属于刚性联接,十字头中心变化就会导致活塞杆中心相对于缸套发生中心偏移,从而造成活塞与缸套发生偏磨,缩短了缸套或者活塞的使用寿命,影响了钻井泵的正常工作。
技术实现思路
1、本发明的目的在于提供一种双曲面自动调心活塞杆及其加工工艺,以解决现有技术中由于十字头与十字头滑道磨损,导致活塞与缸套发生中心偏磨,缩短缸套或者活塞使用寿命的技术问题。
2、为实现上述目的,本发明提供了以下技术方案:
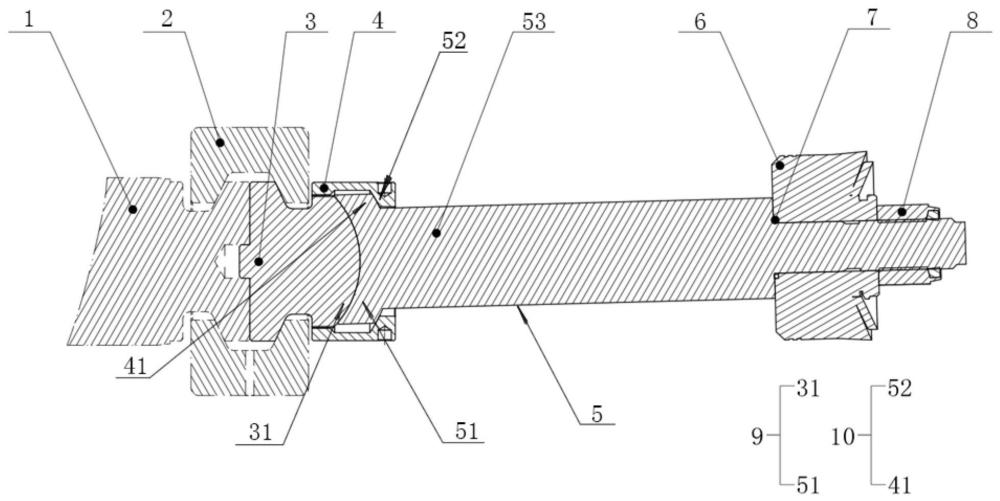
3、本发明提供的一种双曲面自动调心活塞杆,包括十字头中间拉杆、活塞杆以及用于连接所述十字头中间拉杆和活塞杆的调心座,所述十字头中间拉杆通过卡箍与所述调心座连接;
4、所述调心座与所述活塞杆的连接处形成有曲面调节部一,所述调心座与所述活塞杆通过活塞杆紧固件连接,所述活塞杆与所述活塞杆紧固件之间形成有曲面调节部二;
5、所述活塞杆远离所述调心座的一端还设置有活塞和活塞螺母。
6、实际工作中,通过调节活塞杆紧固件,使得活塞杆能够满足微量摆动的柔性需求,使活塞杆具备了自动调心功能。
7、可选的或优选的,所述曲面调节部一包括所述调心座上靠近所述活塞杆一侧形成的曲面一以及所述活塞杆上与所述曲面一相适配的曲面二。
8、可选的或优选的,所述曲面调节部二包括所述活塞杆上与所述活塞杆紧固件连接处的曲面三以及活塞杆紧固件上与所述曲面三相适配的曲面四。
9、可选的或优选的,所述活塞杆上具有角度调节部。
10、通过设置有角度调节部,能够减少活塞杆与调心座连接处的应力集中水平。
11、可选的或优选的,活塞杆紧固件靠近调心座的一侧还设置有曲面五。
12、通过设置有曲面五,能够提高活塞杆紧固件4与调心座3的曲面适配特性,使得工作人员在通过松动活塞杆紧固件4后,调心座3与活塞杆5能够获得更好的自动偏心调节效果。
13、一种双曲面自动调心活塞杆的加工工艺,包括以下步骤:
14、s1、棒料选择:根据性能要求选择相应的活塞杆基材;
15、s2、棒料加热:通过加热炉对棒料进行加热,加热温度为1000℃-1100℃;
16、s3、热挤压制坯:根据不同型号的产品使用相应的挤压模具,对加热后的棒料进行热挤压制坯:挤压过程中棒料的温度不低于1050℃,断面收缩率不大于50%;
17、s4、坯料热处理:对成型后的活塞杆坯料进行热处理,以达到活塞杆要求的综合机械性能指标;
18、s5、粗车活塞杆粗坯:采用车刀刀片粗加工活塞杆粗坯外圆,得到活塞杆中坯,切削深度为0.1mm-0.3mm;
19、s6、精车活塞杆中坯:采用车刀刀片精加工活塞杆中坯外圆,得到活塞杆精坯,切削深度为0.05mm-0.1mm;
20、s7、振动研磨:将活塞杆精坯投入到振动研磨机内,进行研磨;
21、s8、表面加工处理:对研磨后的活塞杆进行机械抛光;
22、s9、探伤和清洁:对处理后的活塞杆坯料进行探伤筛选,清洁合格活塞杆表面附着的油污、灰尘以及液体残留,避免活塞杆表面腐蚀生锈;
23、s10、检测表面粗糙度:对表面粗糙度大于ra0.1μm的活塞杆重新进行表面加工处理。
24、可选的或优选的,s3中热挤压制坯的方法,具体包括以下步骤:
25、s31、安装挤压模具,将挤压模具安装在压力机上,压力机的选用压力应不小于500吨,此时棒料毛坯的温度应不低于900摄氏度;
26、s32、控制压力机的上模冲头缓慢接近棒料并对棒料进行热挤压制坯,上模冲头的速度应不高于50mm/s;
27、s33、将轧制成型的棒料顶出并转移至下一工序。
28、可选的或优选的,s4中对活塞杆坯料进行热处理的方法,包括以下步骤:
29、s41、淬火,940℃保温30min,然后迅速油冷;
30、s42、高温回火,650℃保温90min,空冷。
31、可选的或优选的,s8表面加工处理的方法,包括以下步骤:
32、s51、粗抛光,安装1200目的抛光头,抛光头的进给速度为0.1mm-0.2mm/r,重复抛光2-3次;
33、s52、精抛光,安装4000目的抛光头,抛光头的进给速度为0.2mm-0.3mm/r,重复抛光3-5次。
34、基于上述技术方案,本发明至少可以产生如下技术效果:
35、本发明提供的一种双曲面自动调心活塞杆,通过旋动活塞杆紧固件,使得活塞杆通过曲面调节部一和曲面调节部二与调心座的自适应位置角度,从而补偿了活塞与缸套之间的偏心,进而避免了活塞和缸套因轴线偏移造成的偏磨;
36、活塞杆通过曲面一和曲面二与调心座连接,且通过活塞杆紧固件使二者紧密接触,使压紧接触面受力均匀,受力面增大,使活塞杆的应力水平大大降低。
技术特征:
1.一种双曲面自动调心活塞杆,其特征在于,包括十字头中间拉杆(1)、活塞杆(5)以及用于连接所述十字头中间拉杆(1)和活塞杆(5)的调心座(3),所述十字头中间拉杆(1)通过卡箍(2)与所述调心座(3)连接;
2.根据权利要求1所述的双曲面自动调心活塞杆,其特征在于,所述曲面调节部一(9)包括所述调心座(3)上靠近所述活塞杆(5)一侧形成的曲面一(31)以及所述活塞杆(5)上与所述曲面一(31)相适配的曲面二(51)。
3.根据权利要求1所述的双曲面自动调心活塞杆,其特征在于,所述曲面调节部二(10)包括所述活塞杆(5)与所述活塞杆紧固件(4)连接处的曲面三(52)以及活塞杆紧固件(4)上与所述曲面三(52)相适配的曲面四(41)。
4.根据权利要求1所述的双曲面自动调心活塞杆,其特征在于,所述活塞杆(5)上具有角度调节部(53)。
5.根据权利要求1所述的双曲面自动调心活塞杆,其特征在于,所述活塞杆紧固件(4)靠近所述调心座(3)的一侧还设置有曲面五(42)。
6.一种双曲面自动调心活塞杆的加工工艺,其特征在于,用于加工权利要求1-4中任意一项所述的双曲面自动调心活塞杆,包括以下步骤:
7.根据权利要求6中所述的双曲面自动调心活塞杆的加工工艺,其特征在于,s3中热挤压制坯的方法,具体包括以下步骤:
8.根据权利要求6中所述的双曲面自动调心活塞杆的加工工艺,其特征在于,s4中对活塞杆坯料进行热处理的方法,具体包括以下步骤:
9.根据权利要求6中所述的双曲面自动调心活塞杆的加工工艺,其特征在于,s8表面加工处理的方法,具体包括以下步骤:
技术总结
本发明公开了一种双曲面自动调心活塞杆及其加工工艺,属于石油天然气钻采设备技术领域,以解决现有技术中由于十字头与十字头滑道磨损,导致活塞与缸套发生偏磨,缩短缸套或者活塞使用寿命的技术问题。它包括十字头中间拉杆、活塞杆以及调心座,十字头中间拉杆通过卡箍与调心座连接;调心座与活塞杆的连接处形成有曲面调节部一,调心座与活塞杆通过活塞杆紧固件连接,活塞杆与活塞杆紧固件之间形成有曲面调节部二;活塞杆远离调心座的一端还设置有活塞和活塞螺母。本发明双曲面自动调心活塞杆及其加工工艺,能够补偿因十字头磨损带来的活塞杆轴线相对于缸套轴线偏移量,避免了活塞和缸套之间发生偏磨,延长了二者的使用寿命。
技术研发人员:许基朵,聂哲,袁俊伟,陈宗强,贺小林
受保护的技术使用者:四川宏华电气有限责任公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!