一种变径塑料软管及成型方法与流程
1.本发明涉及电极臂用塑料软管技术领域,具体涉及一种变径塑料软管及成型方法。
背景技术:
2.目前应用于电阻点焊伺服焊枪中的电极臂大多采用铝合金材质制造,焊枪在焊接过程需要对焊接位置、电极杆、电极帽进行内部水冷冷却,并且焊枪内部的所有导电接触面都需要进行通水冷却。由于电阻焊原理是在焊接过程中产生的大电流使母材融化,从而使两层或者几层板焊接到一起,所以焊接过程中大电流会产生大量的热量,由于节拍很快,焊接后需要快速冷却,以增加电极的使用寿命,所以电极臂需要布置冷却水管进行通水冷却,使冷却水可以到达电极杆以及电极帽焊接部位。
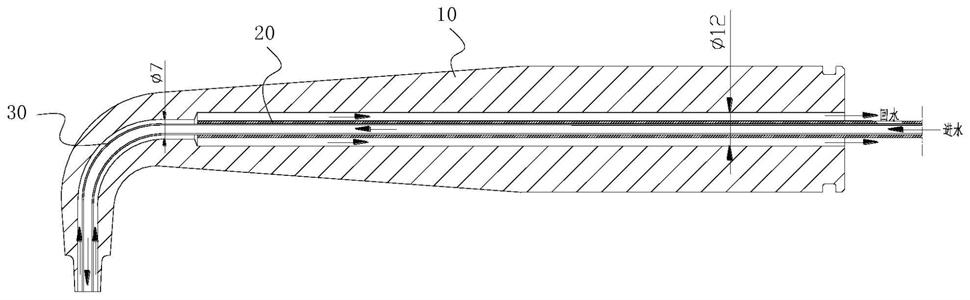
3.现有电机臂的冷却水管一般都采用套管粘结的方式,以匹配电极臂内部的冷却水通道的尺寸。参阅图1,电极臂进水一端冷却水通道的直径为冷却出水一端通道直径为径为采用的塑料软管与套接,的塑料软管套装在塑料软的外周,两管道采用粘结剂粘结。的塑料软管匹配直径为的冷却水通道,的塑料软管匹配的冷却水通道,从而保证一定的进水流速和回水流速。现有冷却水管可以满足电极臂进出冷却水流量流速的要求,但是采用套装粘结方式构成的冷却水管在使用过程中易发生两根冷水水管的脱离,影响电机臂的冷却效果。
技术实现要素:
4.为解决上述技术问题,本发明提供一种变径塑料软管及成型方法。
5.本发明采用的技术方案是:
6.一种变径塑料软管,所述变径塑料软管由等径塑料软管采用热拉伸工艺制成。
7.进一步地,变径塑料软管包括大径段和小径段,大径段的管径与拉伸前软管管径相等,小径段管径小于拉伸前软管管径。
8.进一步地,变径塑料软管的大径段的管径为小径段的管径为
9.上述任意一项变径塑料软管的成型方法,包括以下步骤:
10.1)将外径与变径后小径段管内径尺寸相等的成形棒插入塑料软管的一端;
11.2)用热风吹扫插入成形棒的塑料软管的一端,使其达到热变形温度;
12.3)固定塑料软管插入成形棒一端,在另一端牵引拉伸,使受热端拉伸变细其内壁紧贴成形棒;
13.4)拉伸完成后在自然环境中冷却,取出成形棒。
14.进一步地,牵引拉伸的牵引力为3~6mpa。牵引力过大拉伸不均匀,牵引力过小拉伸效率低,且拉伸时间过长后期变形量减小,成型质量差。
15.进一步地,热风吹扫的温度为130~190℃,时间为2~4分钟。使塑料软管达到良好
的变形条件,成型质量好。
16.进一步地,成形棒由金属材料制成。成形棒受热不变形,保证软管变形后尺寸。
17.本发明的有益效果:与现有技术相比,本发明的变径塑料软管由一根塑料软管拉伸制成,用于通入电极臂冷水时,安装使用方便,且使用过程中不会出现两水管脱离的现象,保证电极臂的冷却效果。
附图说明
18.图1是现有采用套管结构冷却水管的电极臂的结构示意图。
19.图2是本发明采用拉伸一体结构的冷却水管的电极臂的结构示意图。
20.图3是本发明的变径塑料软管的结构示意图。
具体实施方式
21.为了更好地理解本发明,下面结合实施例进一步阐明本发明的内容,但本发明的内容不仅仅局限于下面的实施例。
22.实施例1
23.参阅图2及图3,本实施例提供一种变径塑料软管30,所述变径塑料软管30由等径塑料软管采用热拉伸工艺制成。变径塑料软管30包括大径段31和小径段32,大径段31的管径与拉伸前软管管径相等,小径段管径小于拉伸前软管管径。例如,在本实施例中,大径段31的外径为内径为小径段32的外径为内径为
24.变径塑料软管30用于电极臂1的冷却水管,电极臂10进水一端冷却水通道的直径为为冷却出水一端通道直径为将变径软管30插入电极臂10的冷却通道,小径段32与电极臂的冷却出水一端通道适配,大径段31与电极臂进水一端冷却水通道适配。电极臂10的进冷却水的通道截为直径为的圆;电极臂10的出冷却水的通道截面,焊接端为的圆环,进冷却水端为的圆环。一根变径软管即可匹配电极臂的冷却通道结构,保证冷却效果。
25.实施例2
26.本设施例提供一种如实施例1所述变径塑料软管的成型方法,包括以下步骤:
27.1)将外径为的的黄铜棒插入管径为的pvc塑料软管的一端;
28.2)用温度为130~190℃的热风吹扫插入成形棒的塑料软管的一端约2~4分钟,使pvc塑料软管达到的热变形温度80~100℃;
29.3)固定塑料软管插入成形棒一端,在另一端采用人工牵引拉伸,使受热端拉伸变细其内壁紧贴成形棒;
30.4)拉伸完成后在自然环境中冷却3~6分钟,定型后取出成形棒。
31.上述牵引拉伸的牵引力为3~6mpa。
32.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
技术特征:
1.一种变径塑料软管,其特征在于,所述变径塑料软管由等径塑料软管采用热拉伸工艺制成。2.根据权利要求1所述的变径塑料软管接头,其特征在于,变径塑料软管包括大径段和小径段,大径段的管径与拉伸前软管管径相等,小径段管径小于拉伸前软管管径。3.根据权利要求2所述的变径塑料软管接头,其特征在于,变径塑料软管的大径段的管径为小径段的管径为4.如权利要求1~3任意一项变径塑料软管的成型方法,其特征在于,包括以下步骤:1)将外径与变径后小径段管内径尺寸相等的成形棒插入塑料软管的一端;2)用热风吹扫插入成形棒的塑料软管的一端,使其达到热变形温度;3)固定塑料软管插入成形棒一端,在另一端牵引拉伸,使受热端拉伸变细其内壁紧贴成形棒;4)拉伸完成后在自然环境中冷却,取出成形棒。5.根据权利要求4所述的成型方法,其特征在于,牵引拉伸的牵引力为3~6mpa。6.根据权利要求4所述的成型方法,其特征在于,热风吹扫的温度为130~190℃,时间为2~4分钟。7.根据权利要求4所述的成型方法,其特征在于,成形棒由金属材料制成。
技术总结
本发明公开了一种变径塑料软管及成型方法,所述变径塑料软管由等径塑料软管采用热拉伸工艺制成。变径塑料软管设于电极臂冷却通道中,变径塑料软管的小径段与电极臂焊接端冷却通道适配,变径塑料软管的大径段与电极臂进冷却水端冷却通道适配。一根变径软管即可匹配电极臂的冷却通道结构,使用过程中不会出现两水管脱离的现象,极大地保证了电极臂的冷却效果。果。果。
技术研发人员:唐正伟 周荣荣 朱林
受保护的技术使用者:南京菲斯特焊接科技有限公司
技术研发日:2020.09.28
技术公布日:2022/4/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1