一种大过盈量飞剪剪轴中齿轮的安装工装及齿轮安装方法与流程
1.本发明属于机械设备制造技术领域,涉及一种大过盈量飞剪剪轴中齿轮的安装工装,还涉及一种大过盈量飞剪剪轴中齿轮安装工装的安装方法。
背景技术:
2.切头飞剪是轧钢机械设备中的一个重要设备,在热带钢连轧机、冷带钢连轧机和线材轧机上布置于成品机座之后,在单机座可逆冷带轧机上安装在轧机的前后,用于钢带或钢板的头部(或尾部)剪切。
3.飞剪的上下剪轴的力矩传递需要准确无误,同时需要大的传递扭矩,能够满足这种要求的就是齿轮与剪轴的大过盈量配合和无键联接。这时,齿轮能否安装到位这一技术指标显得尤为重要。
4.因此,适合安装大过盈量飞剪刀轴齿轮的液压螺母,可以很好的解决这个技术难题。
技术实现要素:
5.本发明的目的在于提供一种大过盈量飞剪剪轴中齿轮的安装工装,解决了没有工具能够将这种大过盈量配合的齿轮安装到飞剪刀轴的难题。
6.本发明的目的还在于提供一种利用大过盈量飞剪剪轴中齿轮安装工装的齿轮安装方法。
7.本发明所采用的第一种技术方案是,一种利用大过盈量飞剪剪轴中齿轮安装工装,包括两个相对设置的操作侧机架和传动侧机架,操作侧机架和传动侧机架通过上联接梁和下联接梁固定连接;操作侧机架和传动侧机架之间还平行设置有上剪轴和下剪轴,上剪轴和下剪轴位于操作侧机架和传动侧机架的外侧两端分别嵌套有齿轮a和齿轮b,齿轮a和齿轮b相啮合;上剪轴和下剪轴上紧靠齿轮a或齿轮b的位置还分别嵌套有液压锁紧油缸;
8.齿轮a和齿轮b内璧设置有锥孔,锥孔与上剪轴或下剪轴的上的配合锥面紧密贴合;液压锁紧油缸的油路与齿轮锥孔相连通;
9.本发明的特点还在于,
10.锥孔与配合锥面接触率达95%。
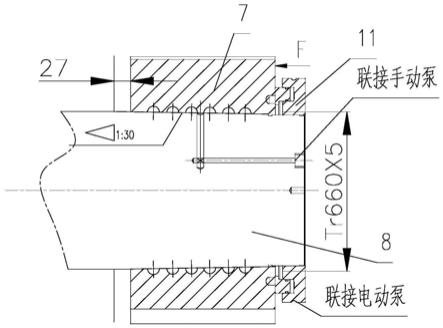
11.液压锁紧油缸包括缸体外侧的缸体螺母和与齿轮相接触的活塞,缸体螺母上设置有进油口a,进油口a连接电动泵用于供油;
12.上剪轴和下剪轴的轴端均设置有进油口b,进油口b连接手动泵用于供油。
13.活塞与液压锁紧油缸缸体接触处分别设置有活塞内密封圈和活塞外密封圈。
14.锥孔的锥度为1:30。
15.上剪轴和下剪轴两端分别设置有定距环,定距环分别贴近操作侧机架和传动侧机架外侧设置。
16.缸体螺母用于锁紧液压锁紧油缸。
17.本发明所采用的第二种技术方案是,一种大过盈量飞剪剪轴中齿轮安装工装的齿轮安装方法,按照以下步骤实施:
18.步骤1、齿轮的安装
19.将齿轮a装到上剪轴中,要求齿轮内孔与配合锥面紧密结合,接触率达%;保证打压过程中能够保压,油压稳定;
20.步骤2、液压锁紧油缸的安装
21.将液压锁紧油缸内孔螺纹旋入与上剪轴的螺纹中,使液压锁紧油缸中的活塞与齿轮a靠紧、贴实;
22.步骤3、连接电动泵和手动泵,
23.将手动泵上剪轴轴端的进油口b连接;电动泵与液压锁紧油缸的缸体螺母的进油口a连接,确认每个管路的连接接都是紧密安全的;
24.步骤4、电动泵的施压
25.对电动泵逐渐增压,将压力逐渐达到约20mpa,由于受力液压锁紧油缸中的活塞位移伸出,说明液压锁紧油缸已经将齿轮压紧并也产生了一定的位移,此后保压;
26.步骤5、手动泵的施压
27.利用手动泵逐步增压至60~70mpa,这时,齿轮锥孔逐渐由于压力作用变大,同时有油从两端流出,观察齿轮轴向移动情况,直至齿轮大端面与相邻定距环紧密贴合,轴向移动最大位移量0.9mm;
28.步骤6、确认齿轮状态情况
29.保压分钟,确认齿轮已经处于稳定状态不再发生位移,齿轮位移到位;至此,齿轮a与上剪轴锥面紧密配合,过盈量达.mm,保证了通过齿轮将扭矩传动到剪轴上;齿轮b也通过上述方法安装在下剪轴上。
30.本发明的有益效果是,装配操作简单、合理,步骤少,精确度符合要求,液压螺母能产生做够大的轴向推力。通过轴向移动27mm,产生很大的过盈配合量(0.9mm)。这种配合是一种无键的联接方法,这种联接方法的齿轮传动具有传动准确、精度高的特点。在轴向力的作用下,齿轮内孔轴向移动,锥面的内径减小抱紧轴,这样在轴与齿轮内孔的接触面上产生压力,由此压力所产生的摩擦力矩和摩擦力来传递扭矩和轴向力。能沿圆周方向和轴向调节剪轴与齿轮的相对位置,能解决工件对中性问题,而且安装调整方便。由于没有应力集中源,因此承载能力高。
附图说明
31.图1是本发明一种大过盈量飞剪剪轴中齿轮的安装工装的立体结构图;
32.图2是本发明的液压锁紧油缸压装齿轮的立体图;
33.图3是本发明的液压锁紧油缸压装齿轮的原理图;
34.图4是本发明的液压锁紧油缸的立体图;
35.图5是本发明的液压锁紧油缸的内部原理图。
36.图中,1.下联接梁,2.操作侧机架,5.上联接梁,6.传动侧机架,7.齿轮a,8.上剪轴,9.下剪轴,10.齿轮b,11.液压锁紧油缸,12.缸体螺母,13.内密封圈,14.外密封圈,15.活塞。
具体实施方式
37.下面结合附图和具体实施方式对本发明进行详细说明。
38.本发明的一种大过盈量飞剪剪轴中齿轮的安装工装如图1和图2所示,包括两个相对设置的操作侧机架2和传动侧机架6,;操作侧机架2和传动侧机架6之间还平行设置有上剪轴8和下剪轴9,上剪轴8和下剪轴9位于操作侧机架2和传动侧机架6的外侧两端分别嵌套有齿轮a7和齿轮b10,齿轮a7和齿轮b10相啮合;上剪轴8和下剪轴9上紧靠齿轮a7或齿轮b10的位置还分别嵌套有液压锁紧油缸11;
39.操作侧机架2和传动侧机架6结构相同。
40.操作侧机架2和传动侧机架6通过上下相对设置的上联接梁5和下联接梁1固定连接。
41.如图3所示,齿轮a7和齿轮b10内璧设置有锥孔,锥孔与上剪轴8或下剪轴9的上的配合锥面紧密贴合;液压锁紧油缸11的油路与齿轮锥孔相连通;
42.液压锁紧油缸11外侧还设置有一个用于锁紧液压锁紧油缸11的缸体螺母12。
43.锥孔与配合锥面接触率达95%。
44.如图4所示,液压锁紧油缸11包括缸体外侧的缸体螺母12和与齿轮相接触的活塞15,如图5所示,缸体螺母12位于液压锁紧油缸缸体外侧、用于锁紧液压锁紧油缸;缸体螺母12上设置有进油口a,进油口a连接电动泵用于供油。
45.上剪轴8和下剪轴9的轴端均设置有进油口b,进油口b连接手动泵用于供油。
46.活塞15与液压锁紧油缸11缸体接触处分别设置有活塞内密封圈13和活塞外密封圈14。
47.锥孔的锥度为1:30。
48.上剪轴8和下剪轴9两端分别设置有定距环,定距环分别贴近操作侧机架2和传动侧机架6外侧设置。
49.液压锁紧油缸系统压力p0计算如下:
50.附录c(资料性附录)压装时压入力的计算公式
51.c.1压入力p的计算按(c.1)式。
52.p=p
fmax
πd
f
l
f
μ
…………………………………
(c.1)
53.式中:p——压人力,n;
54.p
fmax
——结合表面承受的最大单位压力,n/mm2;
55.d
f
——结合直径,mm;
56.l
f
——结合长度,mm;
57.μ——结合表面摩擦系数,见表c.1。
58.表c.1
[0059][0060]
f0=μ*n0[0061]
故:(n
0-轴向正压入力)
[0062][0063]
其中,轴向压入力:7880t(力)
[0064]
一种大过盈量飞剪剪轴中齿轮安装工装的齿轮安装方法,具体操作步骤如下:
[0065]
步骤1、齿轮的安装
[0066]
将齿轮a7装到上剪轴8中,要求齿轮内孔与配合锥面紧密结合,接触率达95%;保证打压过程中能够保压,油压稳定;
[0067]
步骤2、液压锁紧油缸的安装
[0068]
将液压锁紧油缸内孔螺纹旋入与上剪轴8的螺纹中,使液压锁紧油缸中的活塞15与齿轮a7靠紧、贴实;
[0069]
步骤3、连接电动泵和手动泵,
[0070]
将手动泵上剪轴8轴端的进油口b连接;电动泵与液压锁紧油缸的缸体螺母12的进油口a连接,确认每个管路的连接接都是紧密安全的;
[0071]
步骤4、电动泵的施压
[0072]
对电动泵逐渐增压,将压力逐渐达到约20mpa,由于受力液压锁紧油缸11中的活塞15位移伸出,说明液压锁紧油缸已经将齿轮压紧并也产生了一定的位移,此后保压;
[0073]
步骤5、手动泵的施压
[0074]
利用手动泵逐步增压至60~70mpa,这时,齿轮锥孔逐渐由于压力作用变大,同时有油从两端流出,观察齿轮轴向移动情况,直至齿轮大端面与相邻定距环紧密贴合,轴向移动最大位移量27mm;
[0075]
步骤6、确认齿轮状态情况
[0076]
保压10分钟,确认齿轮已经处于稳定状态不再发生位移,齿轮位移到位;至此,齿轮a7与上剪轴8锥面紧密配合,过盈量达0.9mm,保证了通过齿轮将扭矩传动到剪轴上;齿轮b10也通过上述方法安装在下剪轴9上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1