一种用于双蜗杆与涡轮间隙调试专用工装的制作方法
1.本实用新型属于机械技术领域,具体涉及一种用于双蜗杆与涡轮间隙调试专用工装。
背景技术:
2.双蜗杆消隙机构广泛应用于国内、外高精度数控机床的传动系统全闭环控制中,用来传递两交错轴之间的运动和动力,且要求传动精度小于0.008mm,双蜗杆与涡轮间的传动间隙在0.005mm-0.008mm之间,如若不能很好的调整双蜗杆与涡轮间的间隙,间隙太小将会导致机构磨损严重及间隙太大传动结构抖动,影响零件加工。
技术实现要素:
3.本实用新型的目的:针对现有技术中存在的问题,提出一种用于双蜗杆与涡轮间隙调试专用工装。
4.本实用新型的技术方案:一种用于双蜗杆与涡轮间隙调试专用工装,其特征在于,包括调整套管1、力矩杆2;所述调整套管1一端中心开设有套装孔 11,所述套装孔11孔口边缘还设有中心对称的双耳12,用于与所述双蜗杆3 两端套装配合,另一端中心开设有通孔13,所述通孔13与所述套装孔11相贯通;所述力矩杆2通过螺钉固定连接于所述调整套管1远离所述套装孔11孔口的一端端面上;所述调整套管1包括分别套装于所述双蜗杆3两端的第一调整套管101、第二调整套管102。
5.在一个可能的实施例中,所述双蜗杆3包括蜗杆轴31、蜗杆套32,所述蜗杆套32套装于所述蜗杆轴31上;所述蜗杆轴31一端具有光杆部,用于套装所述蜗杆套32,另一端与所述调整套管1套装配合,其外圆中心对称位置分别开设有工艺孔;所述蜗杆套32具有蜗齿的一端与所述蜗杆轴31配合套装,另一端与所述调整套管1套装配合,其外圆中心对称位置也分别开设有工艺孔;所述工艺孔用于与所述调整套管1上的所述双耳12配合;所述蜗杆套32与所述蜗杆轴31配合套装一端内部还装有锥形锁紧胀套,用于当间隙调整完成时,使用调整螺钉通穿过所述调整套管1上的通孔13拧紧所述锥形锁紧胀套,将所述蜗杆套32锁紧固定于所述蜗杆轴31上。
6.在一个可能的实施例中,所述第一调整套管101套装于所述蜗杆轴31上,所述第二调整套管102套装于所述蜗杆套32上,进行间隙调整时,所述第一调整套管101和所述第二调整套管102分别沿相反方向转动。
7.在一个可能的实施例中,所述调整套管1上的所述双耳12与所述工艺孔间隙配合连接。
8.在一个可能的实施例中,所述力矩杆2通过螺钉固定连接于所述调整套管 1远离所述套装孔11孔口的一端端面上,所述螺钉数量为2。
9.在一个可能的实施例中,所述调整套管1的材质选用45#钢。
10.本实用新型的有益效果:本实用新型针对组合双蜗杆结构设计专用间隙调整工
装,能够对双蜗杆与涡轮间的间隙实现高精度、快速调整,工装制作、使用过程简单,能够有效提升工作效率。
附图说明
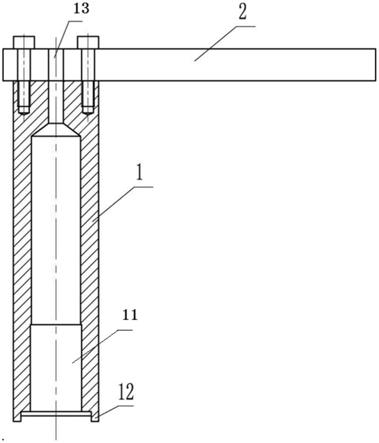
11.图1是本实用新型的结构示意图
12.图2是本实用新型工作状态示意图
13.其中:
14.1-调整套管,11-套装孔,12-双耳,13-通孔;2-力矩杆;3-双蜗杆, 31-蜗杆轴,32-蜗杆套
具体实施方式
15.下面结合附图和具体实施方式对本实用新型做进一步详细说明。
16.如图1所示,一种用于双蜗杆与涡轮间隙调试专用工装,其特征在于,包括调整套管1、力矩杆2;所述调整套管1一端中心开设有套装孔11,所述套装孔11孔口边缘还设有中心对称的双耳12,用于与所述双蜗杆3两端套装配合,另一端中心开设有通孔13,所述通孔13与所述套装孔11相贯通;所述力矩杆2通过螺钉固定连接于所述调整套管1远离所述套装孔11孔口的一端端面上;所述调整套管1包括分别套装于所述双蜗杆3两端的第一调整套管101、第二调整套管102;
17.如图2所示,所述双蜗杆3包括蜗杆轴31、蜗杆套32,所述蜗杆套32套装于所述蜗杆轴31上;所述蜗杆轴31一端具有光杆部,用于套装所述蜗杆套 32,另一端与所述调整套管1套装配合,其外圆中心对称位置分别开设有工艺孔;所述蜗杆套32具有蜗齿的一端与所述蜗杆轴31配合套装,另一端与所述调整套管1套装配合,其外圆中心对称位置也分别开设有工艺孔;所述工艺孔用于与所述调整套管1上的所述双耳12配合;所述蜗杆套32与所述蜗杆轴31 配合套装一端内部还装有锥形锁紧胀套,用于当间隙调整完成时,使用调整螺钉通穿过所述调整套管1上的通孔13拧紧所述锥形胀紧套,将所述蜗杆套32 锁紧固定于所述蜗杆轴31上;
18.所述第一调整套管101套装于所述蜗杆轴31上,所述第二调整套管102 套装于所述蜗杆套32上,进行间隙调整时,所述第一调整套管101和所述第二调整套管102分别沿相反方向转动;
19.所述调整套管1上的所述双耳12与所述工艺孔间隙配合连接;
20.所述力矩杆2通过螺钉固定连接于所述调整套管1远离所述套装孔11孔口的一端端面上,所述螺钉数量为2;
21.所述调整套管1的材质选用45#钢;
22.本实用新型工装工作原理:
23.1.根据所述双蜗杆3两端外圆直径以及工艺孔尺寸,加工制作对应尺寸的所述调整套管1,包括第一调整套管101、第二调整套管102,并通过螺钉将所述力矩杆2固定连接于所述调整套管1上;
24.2.将所述第一调整套管101、第二调整套管102分别套装于所述双蜗杆3 的两端,将所述双耳12分别卡进对应工艺孔中,通过所述力矩杆2相对转动所述第一调整套管101、
第二调整套管102以调整蜗轮蜗杆间隙,将双蜗杆与涡轮间的传动间隙调整至0.005mm
‑
0.008mm之间;
25.3.将调整螺钉从所述调整套管1上的通孔13插入,拧紧所述蜗杆套内部的锥形锁紧胀套,将所述蜗杆套32锁紧固定于所述蜗杆轴31上;
26.4.通过百分表测量所述双蜗杆3的间隙是否符合要求,如果符合则调整完成,如果不符合,则继续进行调整。
27.以上所述,仅为本实用新型较佳的具体实施方式,该具体实施方式是基于本实用新型整体构思下的一种实现方式,而且本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求书的保护范围为准。
技术特征:
1.一种用于双蜗杆与涡轮间隙调试专用工装,其特征在于,包括调整套管(1)、力矩杆(2);所述调整套管(1)一端中心开设有套装孔(11),所述套装孔(11)孔口边缘还设有中心对称的双耳(12),用于与所述双蜗杆(3)两端套装配合,另一端中心开设有通孔(13),所述通孔(13)与所述套装孔(11)相贯通;所述力矩杆(2)通过螺钉固定连接于所述调整套管(1)远离所述套装孔(11)孔口的一端端面上;所述调整套管(1)包括分别套装于所述双蜗杆(3)两端的第一调整套管(101)、第二调整套管(102)。2.根据权利要求1所述的一种用于双蜗杆与涡轮间隙调试专用工装,其特征在于,所述双蜗杆(3)包括蜗杆轴(31)、蜗杆套(32),所述蜗杆套(32)套装于所述蜗杆轴(31)上;所述蜗杆轴(31)一端具有光杆部,用于套装所述蜗杆套(32),另一端与所述调整套管(1)套装配合,其外圆中心对称位置分别开设有工艺孔;所述蜗杆套(32)具有蜗齿的一端与所述蜗杆轴(31)配合套装,另一端与所述调整套管(1)套装配合,其外圆中心对称位置也分别开设有工艺孔;所述工艺孔用于与所述调整套管(1)上的所述双耳(12)配合;所述蜗杆套(32)与所述蜗杆轴(31)配合套装一端内部还装有锥形锁紧胀套,用于当间隙调整完成时,使用调整螺钉通穿过所述调整套管(1)上的通孔(13)拧紧锥形锁紧胀套,将所述蜗杆套(32)锁紧固定于所述蜗杆轴(31)上。3.根据权利要求2所述的一种用于双蜗杆与涡轮间隙调试专用工装,其特征在于,所述第一调整套管(101)套装于所述蜗杆轴(31)上,所述第二调整套管(102)套装于所述蜗杆套(32)上,进行间隙调整时,所述第一调整套管(101)和所述第二调整套管(102)分别沿相反方向转动。4.根据权利要求2所述的一种用于双蜗杆与涡轮间隙调试专用工装,其特征在于,所述调整套管(1)上的所述双耳(12)与所述工艺孔间隙配合连接。5.根据权利要求1所述的一种用于双蜗杆与涡轮间隙调试专用工装,其特征在于,所述调整套管(1)的材质选用45#钢。
技术总结
本实用新型属于机械技术领域,具体涉及一种用于双蜗杆与涡轮间隙调试专用工装。包括调整套管(1)、力矩杆(2);所述调整套管(1)一端中心开设有套装孔(11),所述套装孔(11)孔口边缘还设有中心对称的双耳(12),用于与所述双蜗杆(3)两端套装配合,另一端中心开设有通孔(13),所述通孔(13)与所述套装孔(11)相贯通;所述力矩杆(2)通过螺钉固定连接于端面上;所述调整套管(1)包括分别套装于所述双蜗杆(3)两端的第一调整套管(101)、第二调整套管(102)。本实用新型针对组合双蜗杆结构设计专用间隙调整工装,能够对双蜗杆与涡轮间的间隙实现高精度、快速调整,工装制作、使用过程简单,能够有效提升工作效率。效提升工作效率。效提升工作效率。
技术研发人员:王建成 罗泽兵 任瑞青 钱飞 吴昌华 李涛 李军 胡辉 林超青 黎雪明 蔡志杰
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:2020.09.04
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1